
一种新型多层钎焊超硬磨料复合砂轮及制作方法.pdf

建英****66

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新型多层钎焊超硬磨料复合砂轮及制作方法.pdf
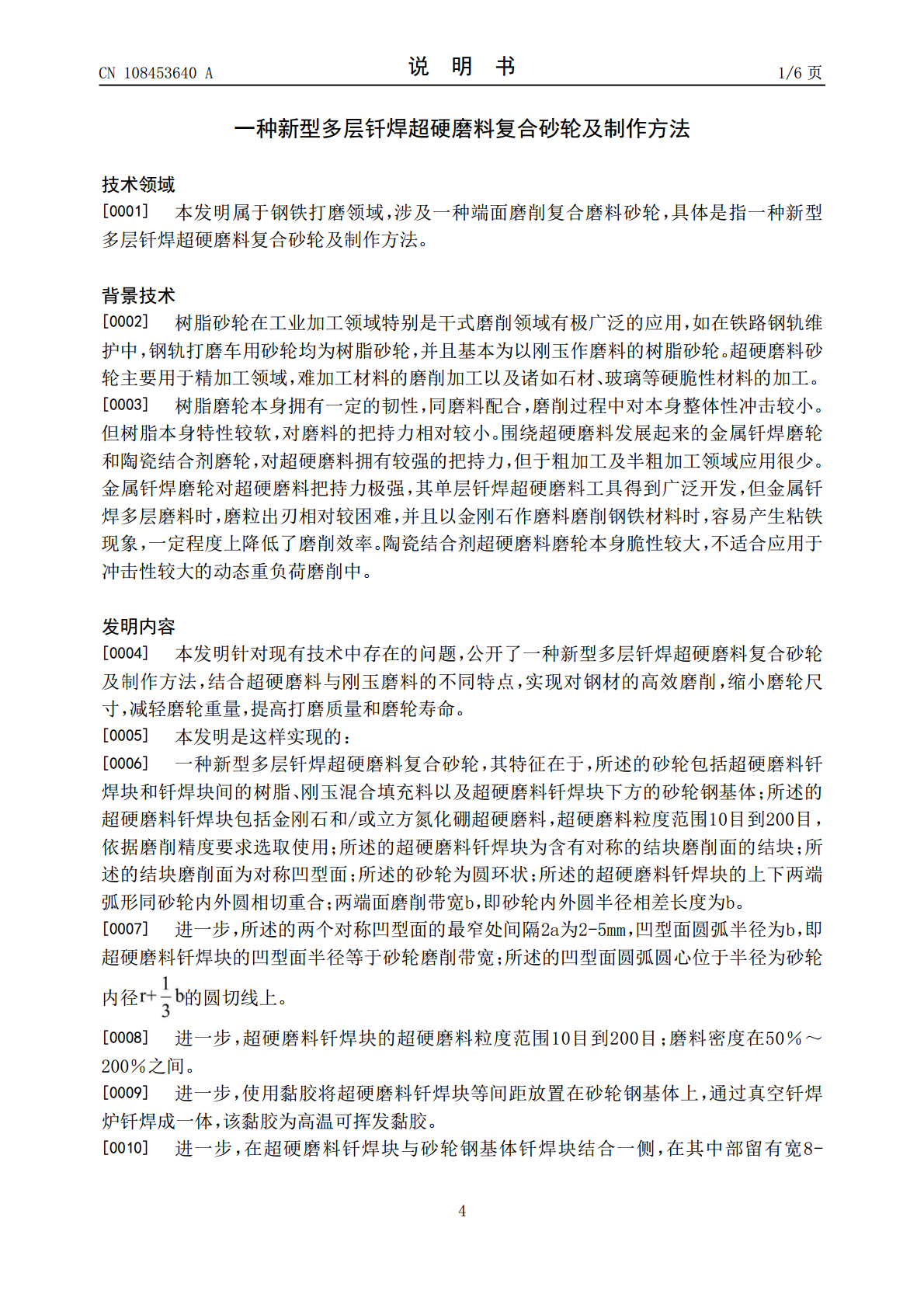
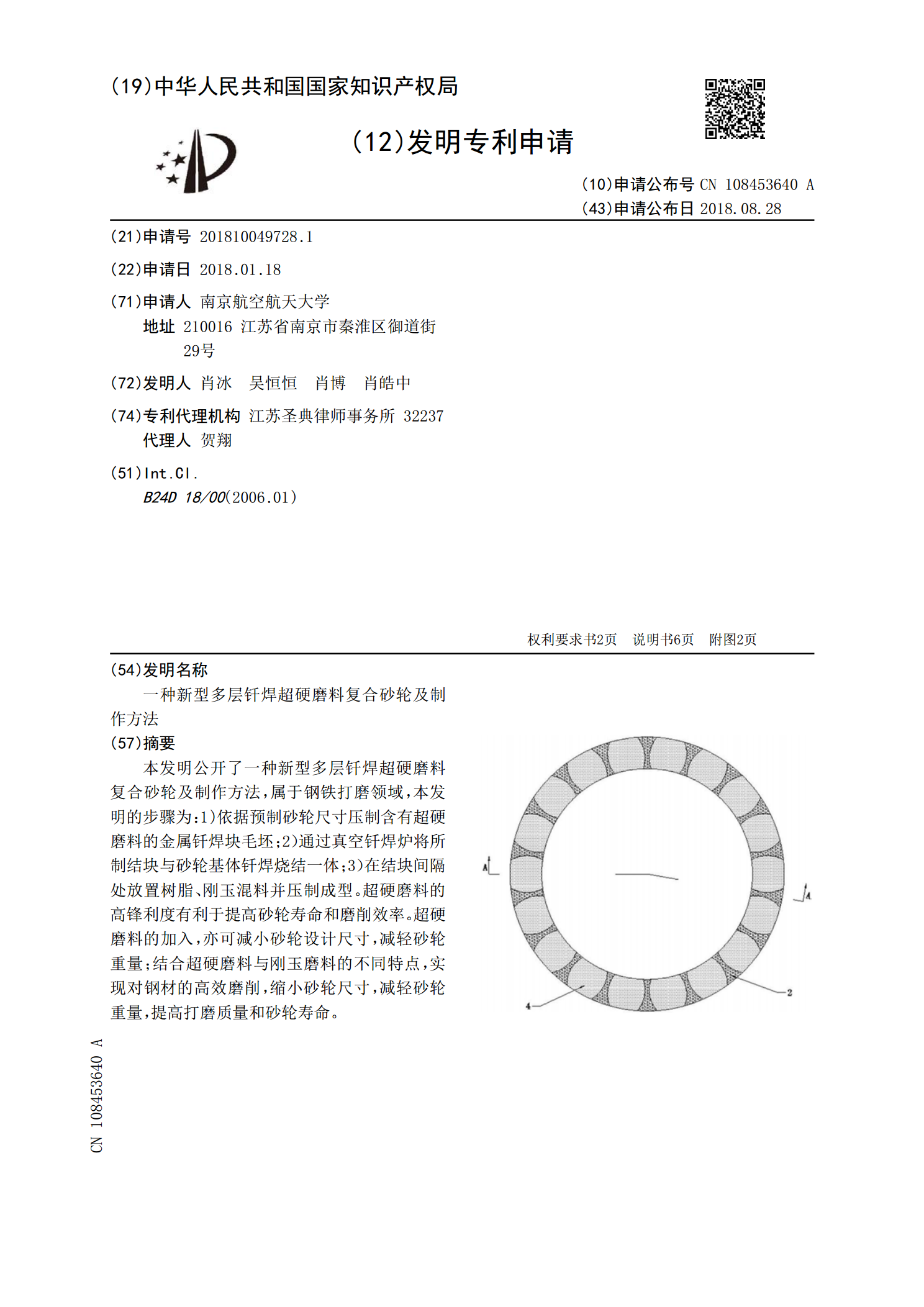
本发明公开了一种新型多层钎焊超硬磨料复合砂轮及制作方法,属于钢铁打磨领域,本发明的步骤为:1)依据预制砂轮尺寸压制含有超硬磨料的金属钎焊块毛坯;2)通过真空钎焊炉将所制结块与砂轮基体钎焊烧结一体;3)在结块间隔处放置树脂、刚玉混料并压制成型。超硬磨料的高锋利度有利于提高砂轮寿命和磨削效率。超硬磨料的加入,亦可减小砂轮设计尺寸,减轻砂轮重量;结合超硬磨料与刚玉磨料的不同特点,实现对钢材的高效磨削,缩小砂轮尺寸,减轻砂轮重量,提高打磨质量和砂轮寿命。

一种新型超硬磨料砂轮.pdf
本发明公开了一种新型超硬磨料砂轮,包括从下到上依次设置的基体层、过渡层及磨料层,所述基体层占磨料砂轮总重量的60%,过渡层及磨料层分别占磨料砂轮总重量的20%,所述磨料层由以下重量份的材料组成:金刚石20~35、立方氮化硼15~25、铜铬合金5~10、氧化铁2~6、碳化硅1~5、氧化锌2~6。通过上述方式,本发明所述的新型超硬磨料砂轮,具有磨削效率高,磨削时产生热量少,减少或避免工件表面的烧伤和开裂,具耐磨性高,磨削精度高、质量好,磨具磨耗小、寿命长、工作效率高、能改善工人劳动环境和劳动强度。
一种含超硬磨料的复合砂轮及其制作方法.pdf
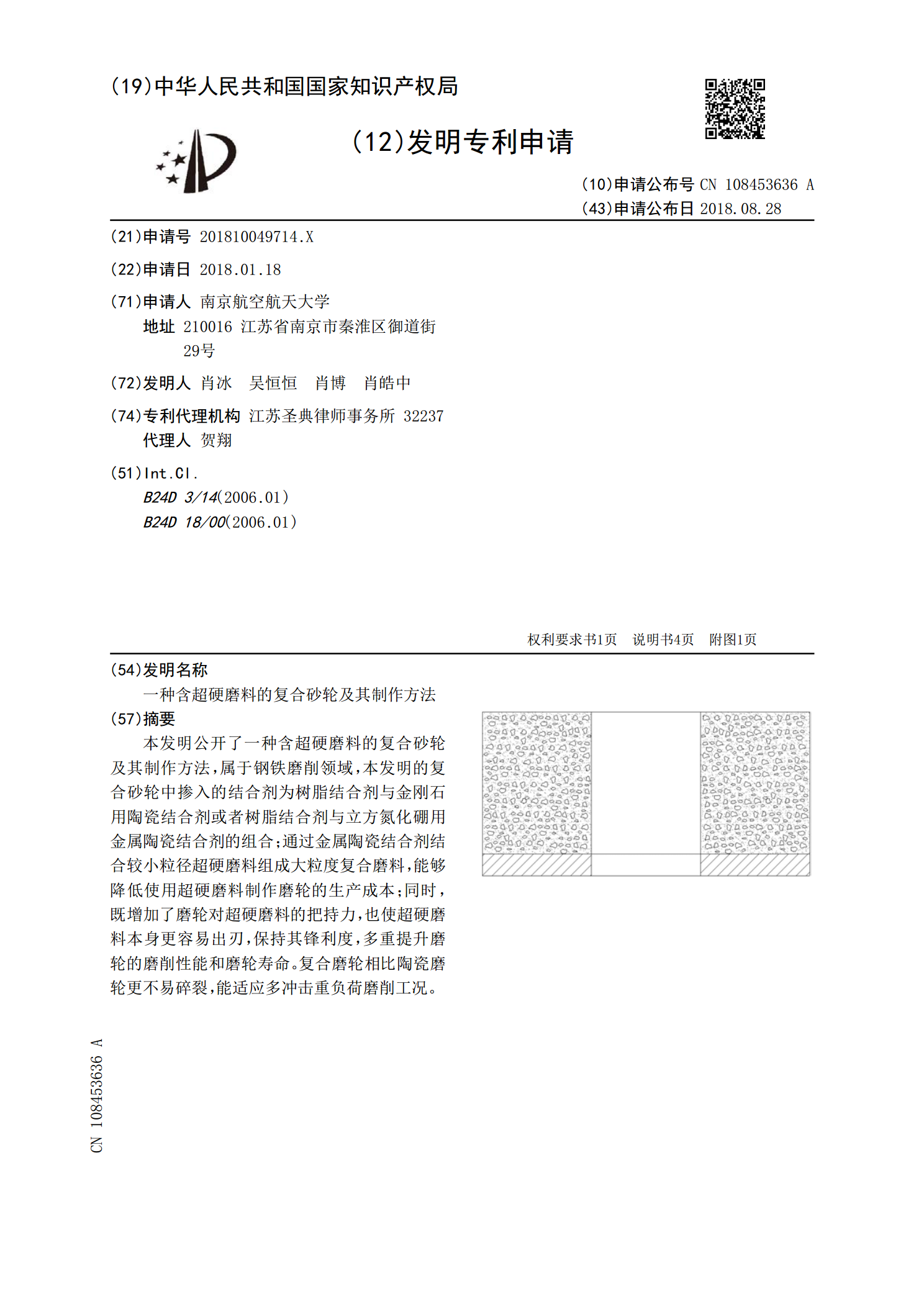
本发明公开了一种含超硬磨料的复合砂轮及其制作方法,属于钢铁磨削领域,本发明的复合砂轮中掺入的结合剂为树脂结合剂与金刚石用陶瓷结合剂或者树脂结合剂与立方氮化硼用金属陶瓷结合剂的组合;通过金属陶瓷结合剂结合较小粒径超硬磨料组成大粒度复合磨料,能够降低使用超硬磨料制作磨轮的生产成本;同时,既增加了磨轮对超硬磨料的把持力,也使超硬磨料本身更容易出刃,保持其锋利度,多重提升磨轮的磨削性能和磨轮寿命。复合磨轮相比陶瓷磨轮更不易碎裂,能适应多冲击重负荷磨削工况。
相变储热复合超硬磨料砂轮.pdf
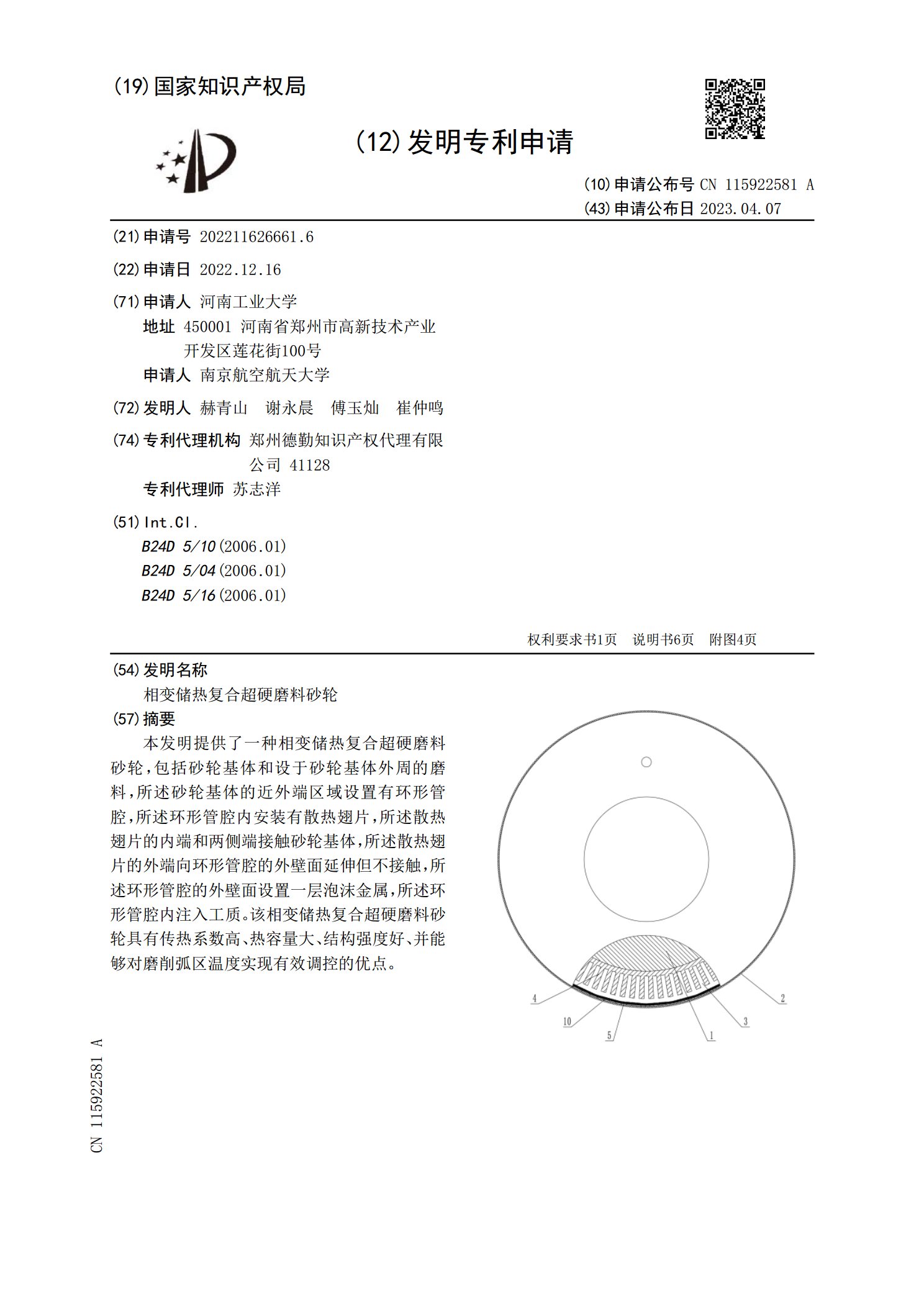
本发明提供了一种相变储热复合超硬磨料砂轮,包括砂轮基体和设于砂轮基体外周的磨料,所述砂轮基体的近外端区域设置有环形管腔,所述环形管腔内安装有散热翅片,所述散热翅片的内端和两侧端接触砂轮基体,所述散热翅片的外端向环形管腔的外壁面延伸但不接触,所述环形管腔的外壁面设置一层泡沫金属,所述环形管腔内注入工质。该相变储热复合超硬磨料砂轮具有传热系数高、热容量大、结构强度好、并能够对磨削弧区温度实现有效调控的优点。
超硬磨料砂轮.pdf
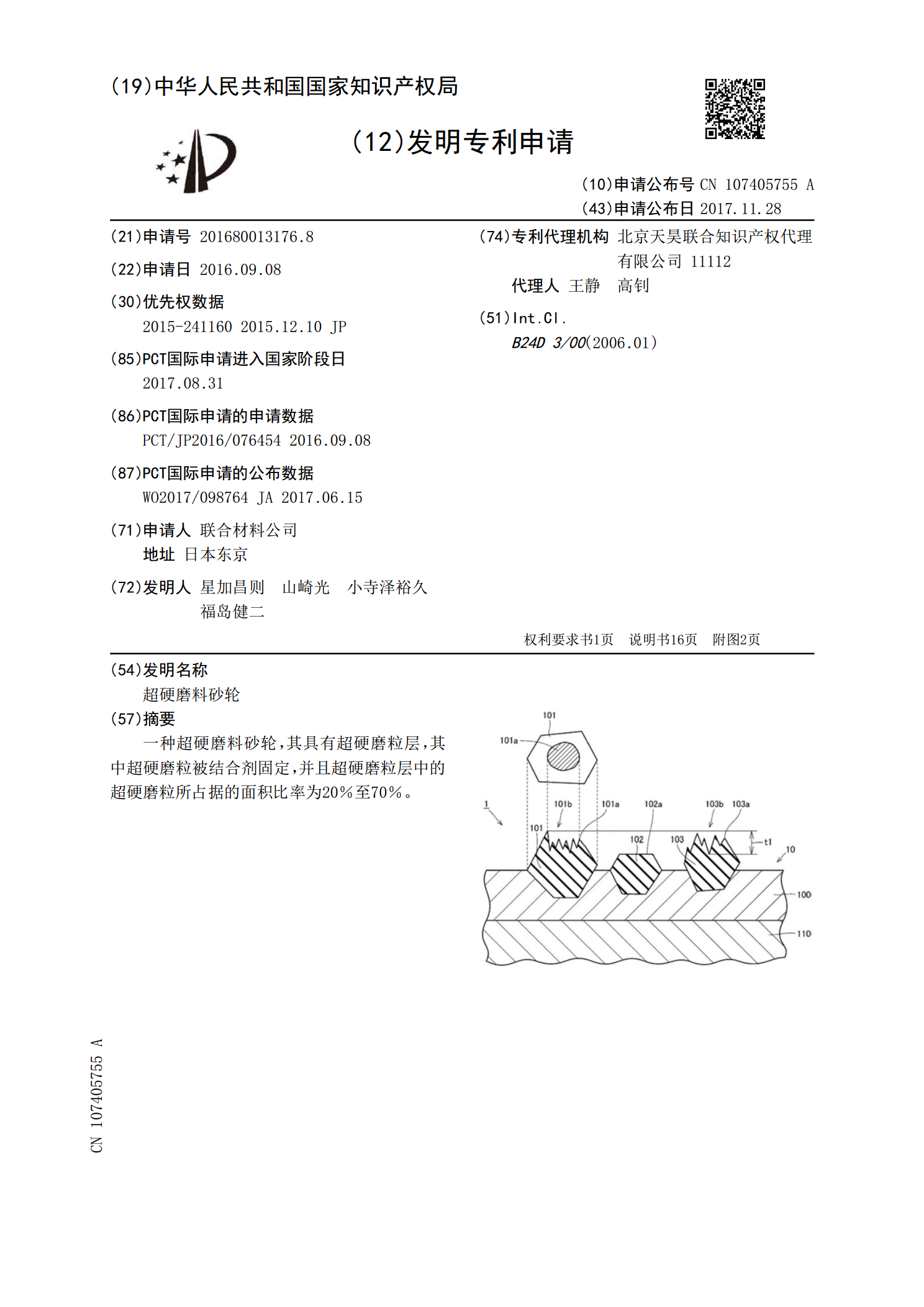
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。