
机器人减速器刚性柔轮的加工工艺.pdf

雅云****彩妍

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
机器人减速器刚性柔轮的加工工艺.pdf
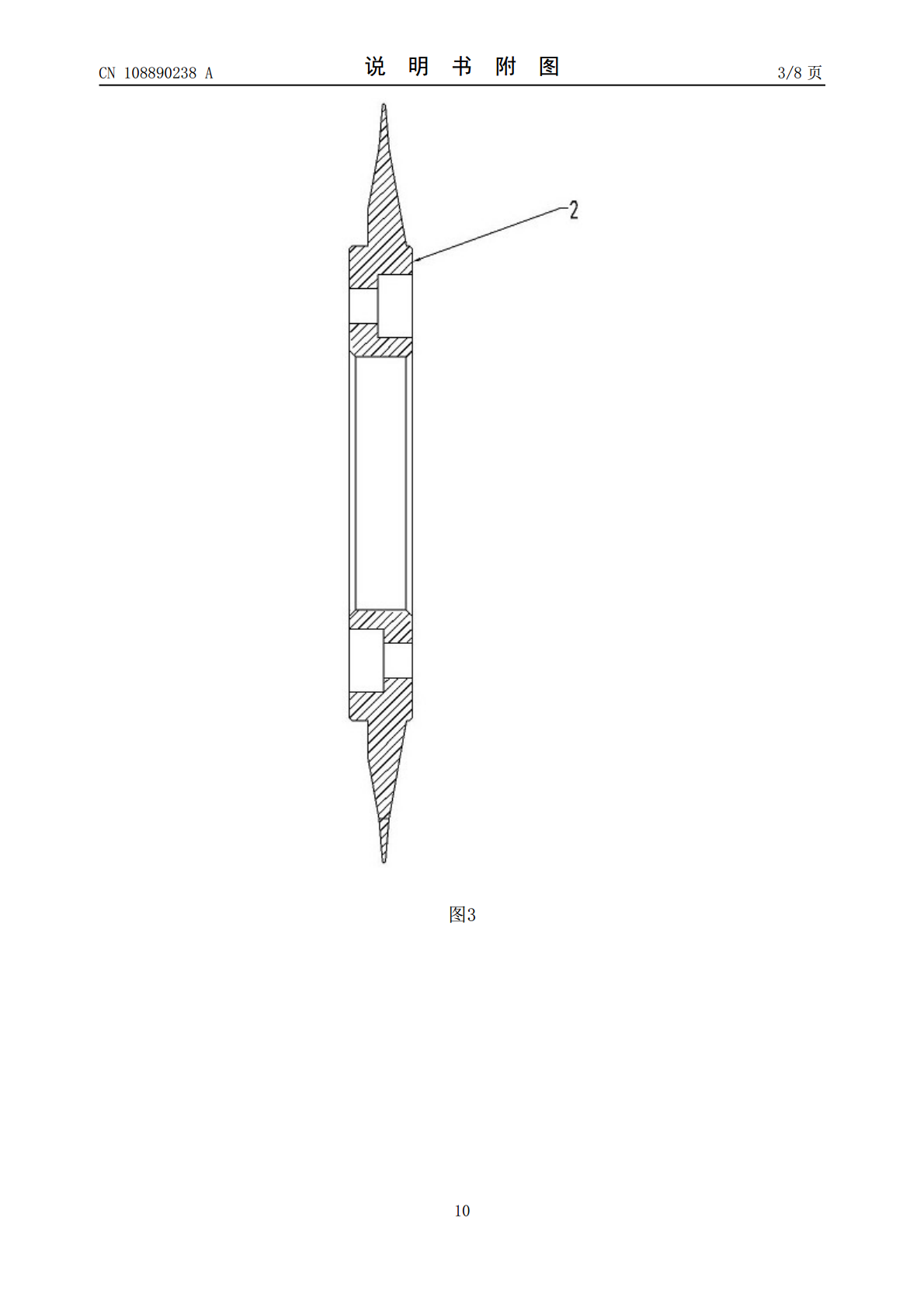
本发明公开了一种机器人减速器刚性柔轮的加工工艺,包括以下步骤:精铸或锻造出刚性柔轮的毛坯、将刚性柔轮的毛坯进行粗加工、将粗加工后的刚性柔轮进行热处理、对刚性柔轮上的刚性柔轮外齿和刚性柔轮内滚道进行精加工、将精加工后的刚性柔轮进行热处理、对刚性柔轮采用一次性装夹,对刚性柔轮外齿和刚性柔轮内滚道进行超精加工、对超精加工后的刚性柔轮各项指标进行检测至符合成品要求即可。
谐波减速器用柔轮的加工夹具及加工工艺.pdf
本发明公开了谐波减速器用柔轮的加工夹具,包括底座、定位轴、用于压紧柔轮的压板和用于套装柔轮的中心轴,压板以可拆卸的方式固定于中心轴顶部,且该压板与中心轴的顶部之间形成用于夹紧柔轮的夹紧间隙;底座开有限位孔,中心轴的底部和定位轴的顶部分别穿插于限位孔内并以可拆卸的方式固接,定位轴以可拆卸方式固定于底座,且定位轴的顶部设有止转凸台,中心轴的底部设有与止转凸台装插配合的止转凹槽,止转凸台与止转凹槽配合形成中心轴绕自身轴线每旋转180°后被定位轴定位的定位组件。本发明还公开了利用上述加工夹具的加工工艺。本发明能方
一种机器人减速器柔轮的加工方法.pdf
本发明涉及机器人,具体说是一种机器人减速器柔轮的加工方法,其包括在柔轮坯体的轴向中间位置沿周向车削一平底环形凹槽;再在平底环形凹槽槽底沿周向加工一环形V槽;在柔轮坯体外周位于环形凹槽一侧加工一排齿,在柔轮坯体外周位于环形凹槽另一侧加工另一排齿,每一齿的齿槽与环形凹槽相通,且槽底高于环形凹槽槽底或与环形凹槽槽底齐平;将柔轮坯体连接输出轴的一端加工成向外倾斜的缓冲段。本发明在柔轮外周加工成型两排不同齿数的齿,其可与相应的钢轮啮合,在传动过程中,可根据需要选择任意一种齿进行传动,从而达到实现传递两种传动比的目的

减速器柔轮的加工方法.pdf
本发明涉及柔轮加工方法技术领域,且公开了减速器柔轮的加工方法,包括支撑座,所述支撑座顶部的一侧设有夹紧机构,且支撑座顶部的另一侧设有电动液压杆,所述电动液压杆的顶部设有支撑板,且支撑板底部的一侧设有伸缩杆,所述支撑板的顶部设有夹套,且夹套的内腔设有驱动电机,所述驱动电机输出轴的一端设有联轴器,所述联轴器的一侧设有转动杆,所述转动杆的一端设有圆盘。该减速器柔轮的加工方法,通过限位板、限位块和螺纹杆之间的相互配合,便于更好的对不同大小的固定块进行固定,从而解决了固定块在磨至一定的大小后就无法进行对柔轮的外表面
一种用于短筒柔轮谐波减速器的刚轮与柔轮及其加工工艺.pdf
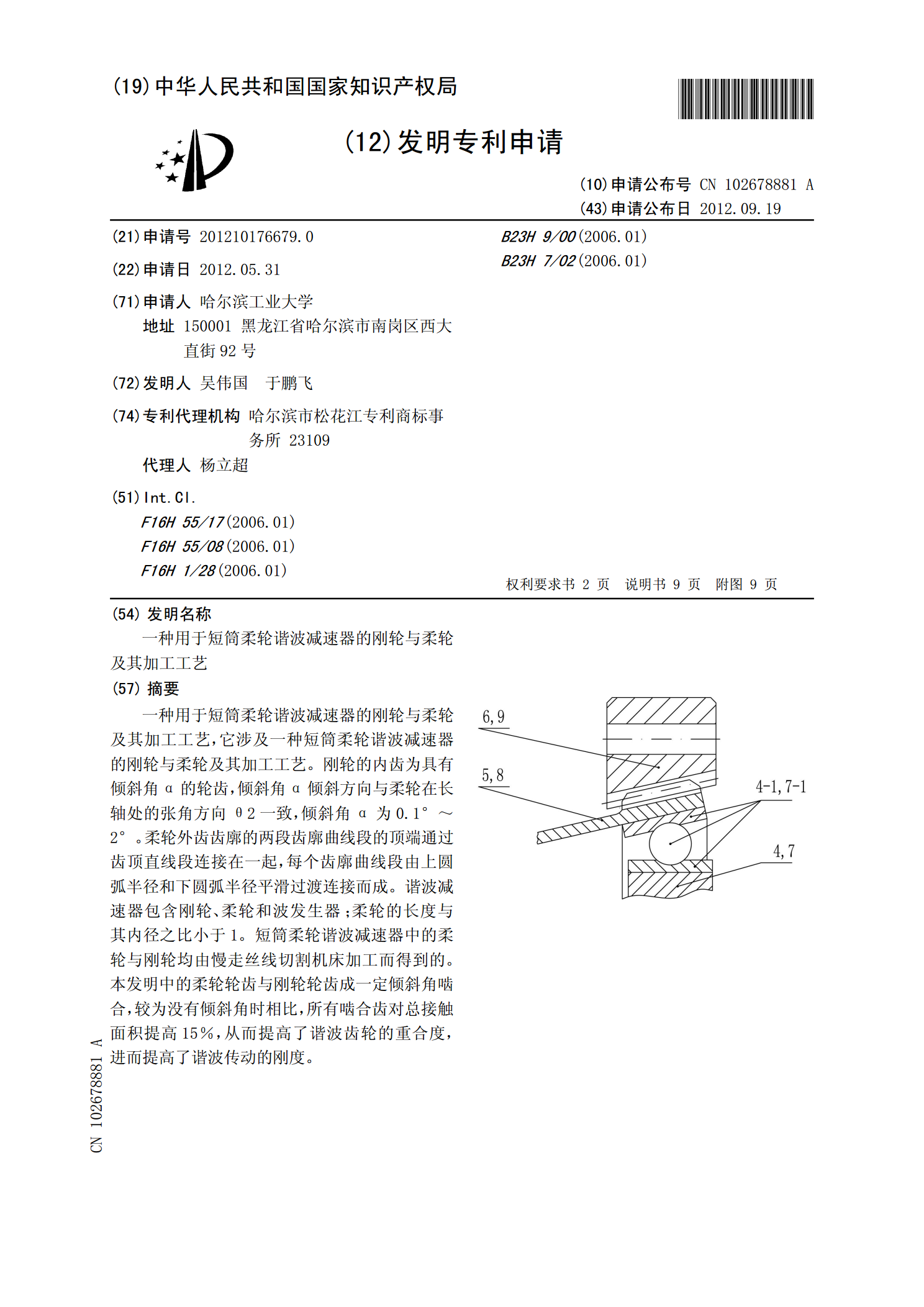
一种用于短筒柔轮谐波减速器的刚轮与柔轮及其加工工艺,它涉及一种短筒柔轮谐波减速器的刚轮与柔轮及其加工工艺。刚轮的内齿为具有倾斜角α的轮齿,倾斜角α倾斜方向与柔轮在长轴处的张角方向θ2一致,倾斜角α为0.1°~2°。柔轮外齿齿廓的两段齿廓曲线段的顶端通过齿顶直线段连接在一起,每个齿廓曲线段由上圆弧半径和下圆弧半径平滑过渡连接而成。谐波减速器包含刚轮、柔轮和波发生器;柔轮的长度与其内径之比小于1。短筒柔轮谐波减速器中的柔轮与刚轮均由慢走丝线切割机床加工而得到的。本发明中的柔轮轮齿与刚轮轮齿成一定倾斜角啮合,较