
一种全自动多工位变位焊接机器人.pdf

St****12


1/8
2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全自动多工位变位焊接机器人.pdf
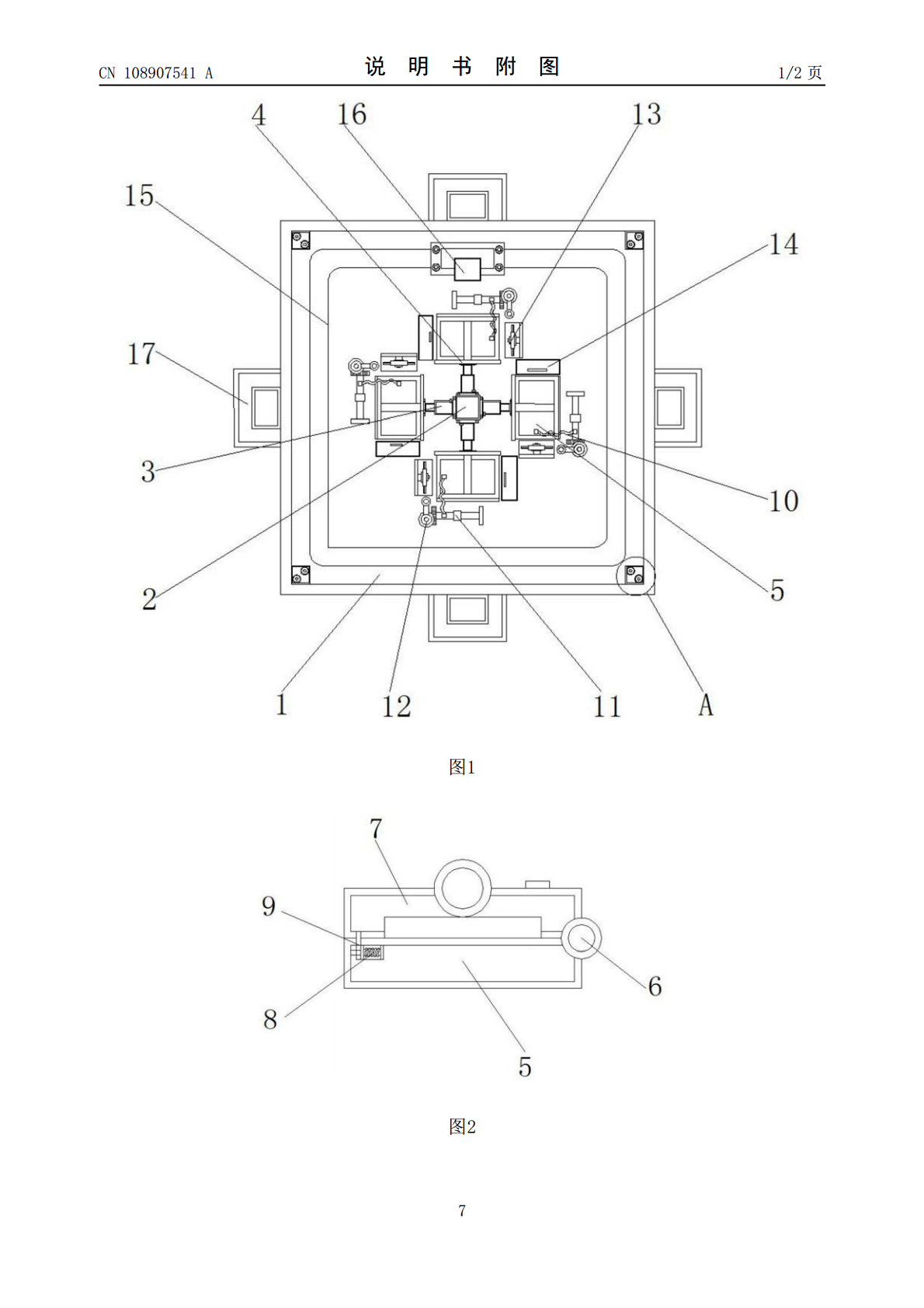
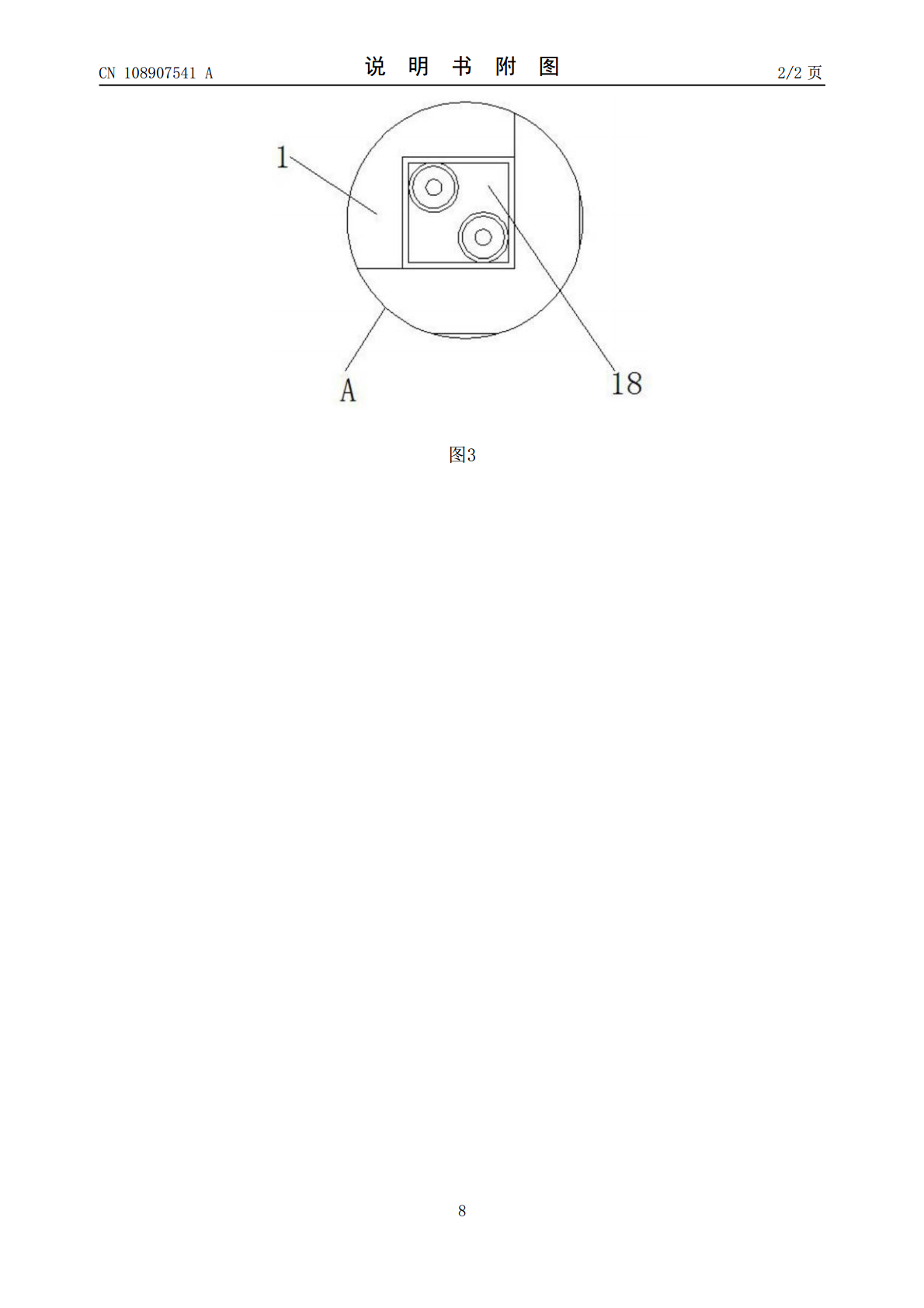
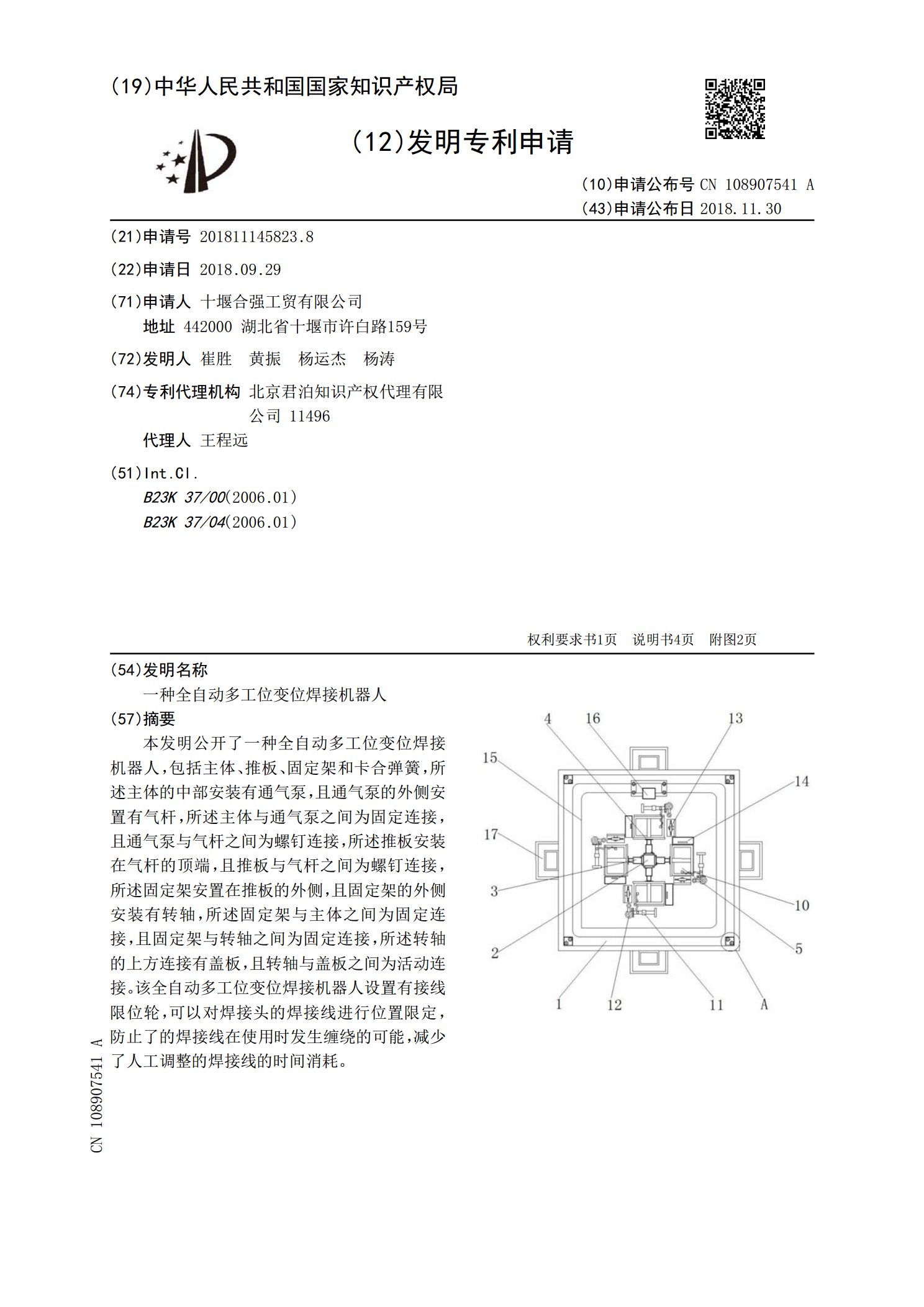
本发明公开了一种全自动多工位变位焊接机器人,包括主体、推板、固定架和卡合弹簧,所述主体的中部安装有通气泵,且通气泵的外侧安置有气杆,所述主体与通气泵之间为固定连接,且通气泵与气杆之间为螺钉连接,所述推板安装在气杆的顶端,且推板与气杆之间为螺钉连接,所述固定架安置在推板的外侧,且固定架的外侧安装有转轴,所述固定架与主体之间为固定连接,且固定架与转轴之间为固定连接,所述转轴的上方连接有盖板,且转轴与盖板之间为活动连接。该全自动多工位变位焊接机器人设置有接线限位轮,可以对焊接头的焊接线进行位置限定,防止了的焊接
一种多工位全自动圆盘机器人焊接设备.pdf
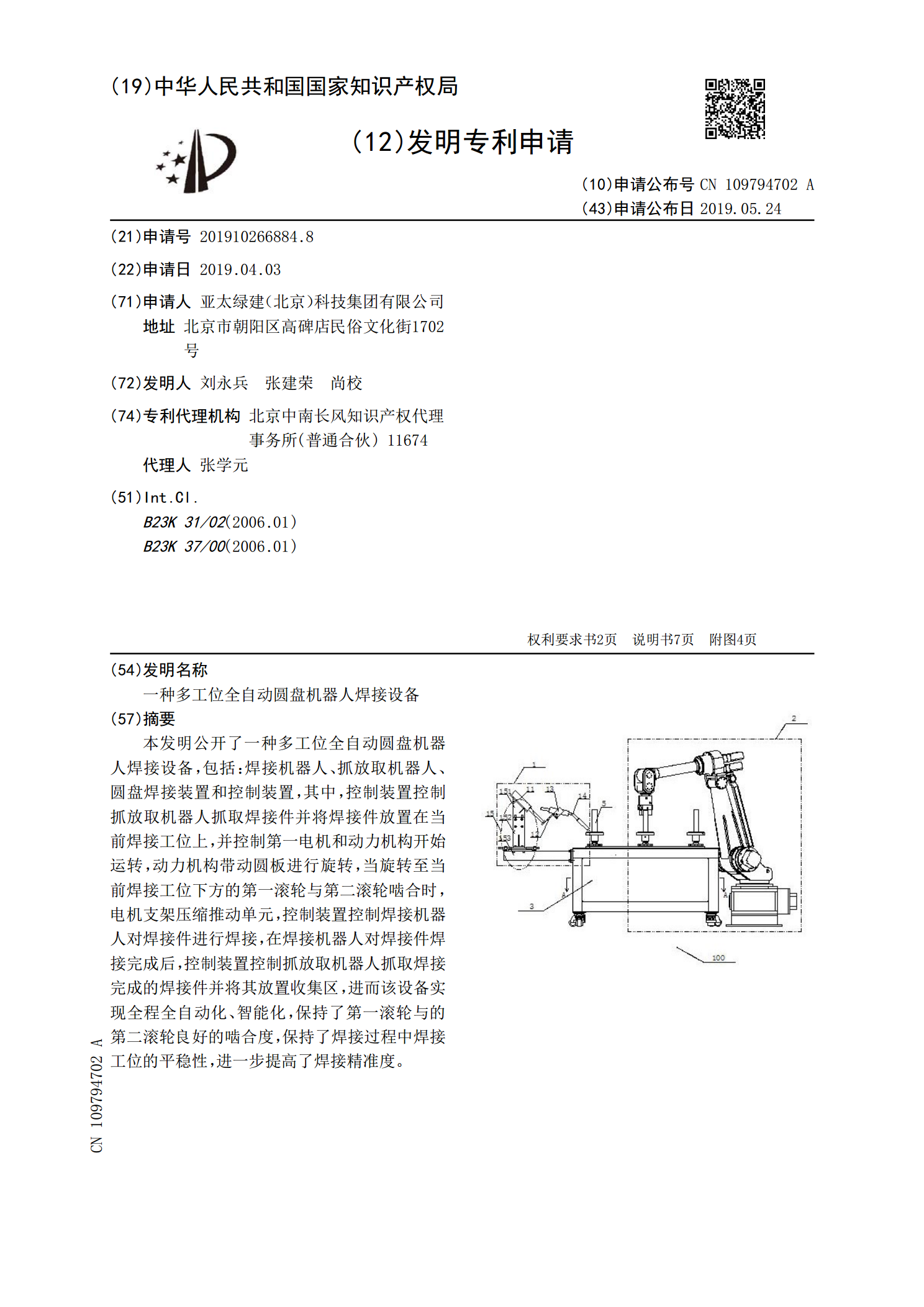
本发明公开了一种多工位全自动圆盘机器人焊接设备,包括:焊接机器人、抓放取机器人、圆盘焊接装置和控制装置,其中,控制装置控制抓放取机器人抓取焊接件并将焊接件放置在当前焊接工位上,并控制第一电机和动力机构开始运转,动力机构带动圆板进行旋转,当旋转至当前焊接工位下方的第一滚轮与第二滚轮啮合时,电机支架压缩推动单元,控制装置控制焊接机器人对焊接件进行焊接,在焊接机器人对焊接件焊接完成后,控制装置控制抓放取机器人抓取焊接完成的焊接件并将其放置收集区,进而该设备实现全程全自动化、智能化,保持了第一滚轮与的第二滚轮良好
一种风机叶轮加工的多工位全自动焊接方法.pdf
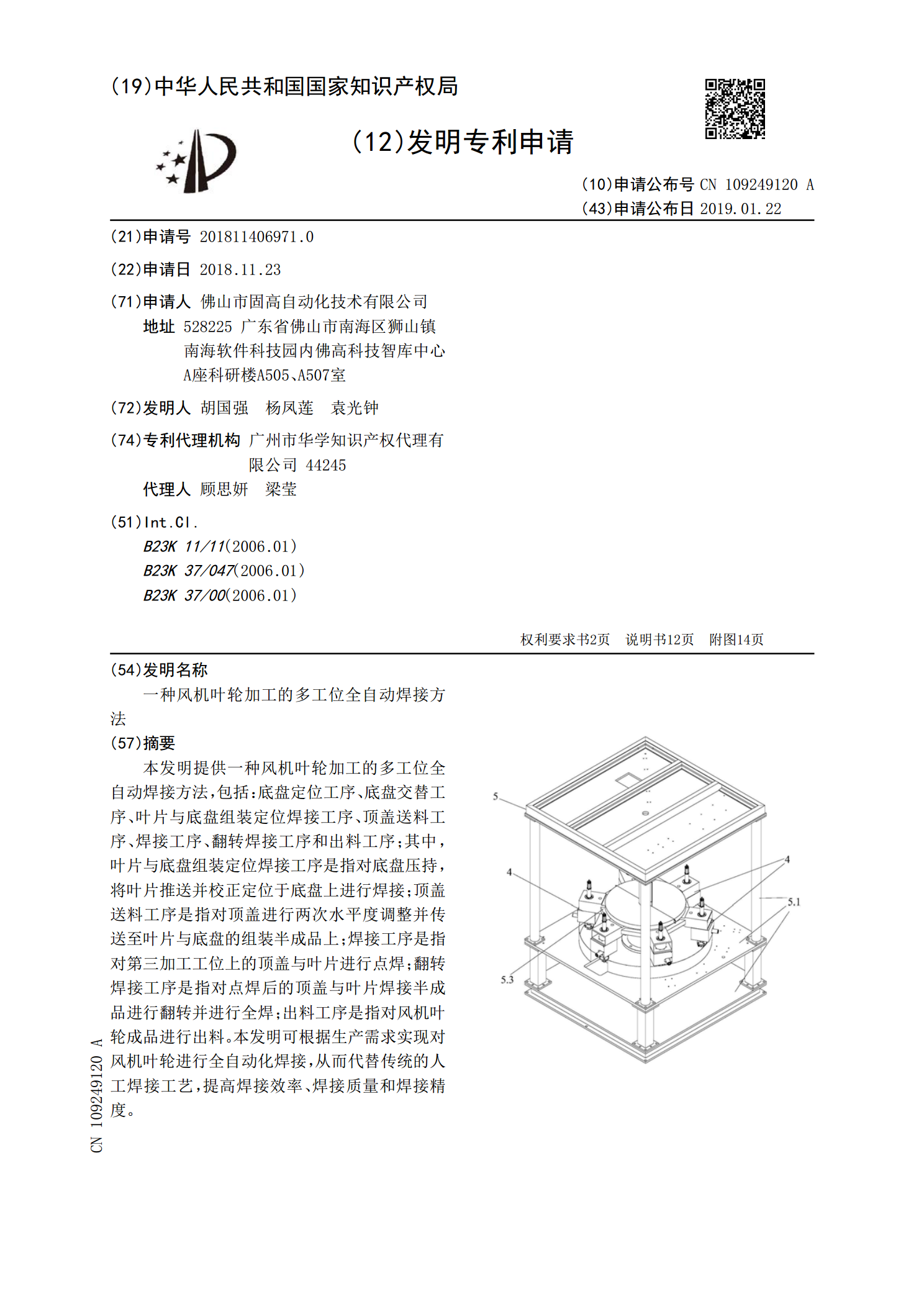
本发明提供一种风机叶轮加工的多工位全自动焊接方法,包括:底盘定位工序、底盘交替工序、叶片与底盘组装定位焊接工序、顶盖送料工序、焊接工序、翻转焊接工序和出料工序;其中,叶片与底盘组装定位焊接工序是指对底盘压持,将叶片推送并校正定位于底盘上进行焊接;顶盖送料工序是指对顶盖进行两次水平度调整并传送至叶片与底盘的组装半成品上;焊接工序是指对第三加工工位上的顶盖与叶片进行点焊;翻转焊接工序是指对点焊后的顶盖与叶片焊接半成品进行翻转并进行全焊;出料工序是指对风机叶轮成品进行出料。本发明可根据生产需求实现对风机叶轮进行
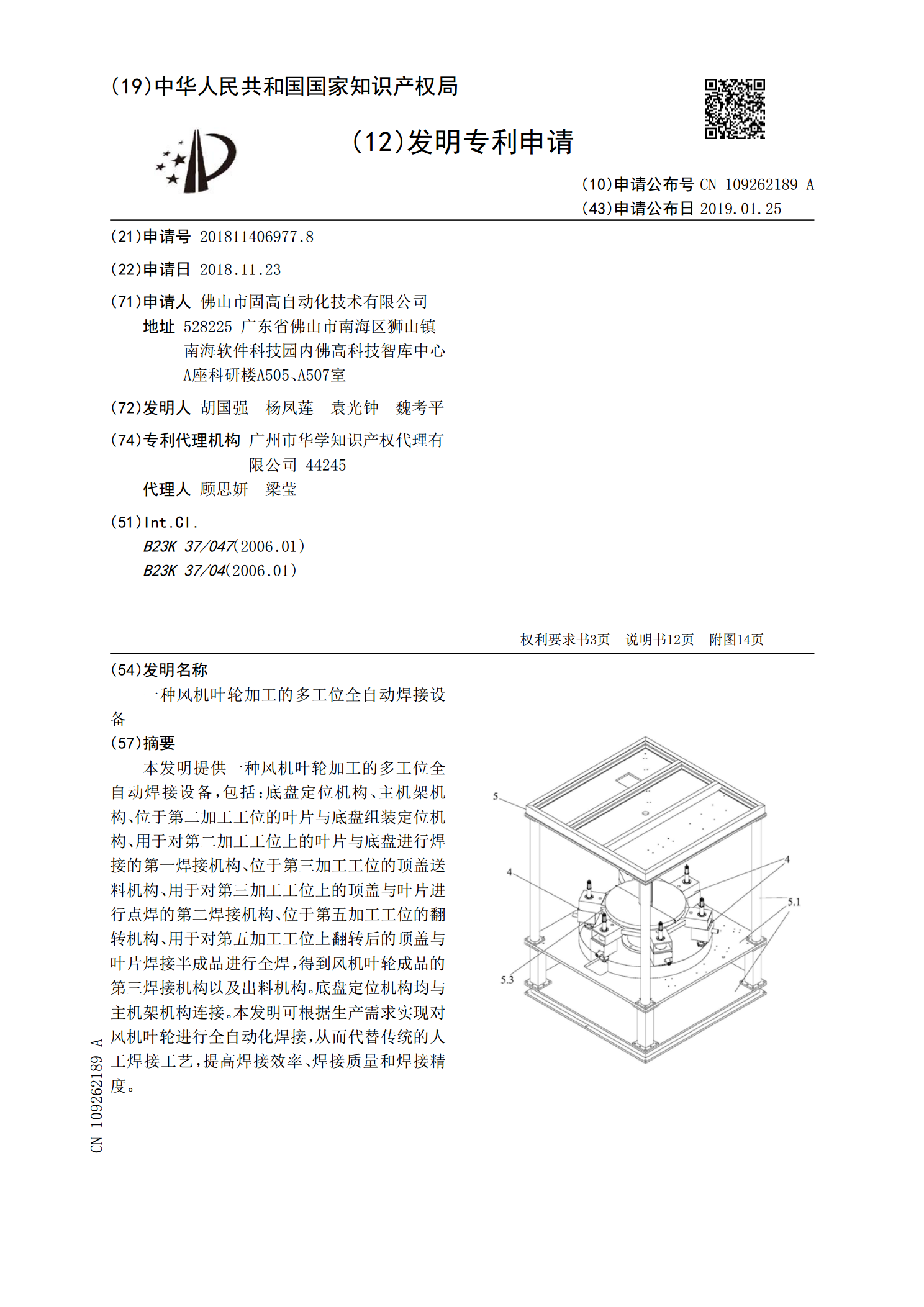
一种风机叶轮加工的多工位全自动焊接设备.pdf
本发明提供一种风机叶轮加工的多工位全自动焊接设备,包括:底盘定位机构、主机架机构、位于第二加工工位的叶片与底盘组装定位机构、用于对第二加工工位上的叶片与底盘进行焊接的第一焊接机构、位于第三加工工位的顶盖送料机构、用于对第三加工工位上的顶盖与叶片进行点焊的第二焊接机构、位于第五加工工位的翻转机构、用于对第五加工工位上翻转后的顶盖与叶片焊接半成品进行全焊,得到风机叶轮成品的第三焊接机构以及出料机构。底盘定位机构均与主机架机构连接。本发明可根据生产需求实现对风机叶轮进行全自动化焊接,从而代替传统的人工焊接工艺,
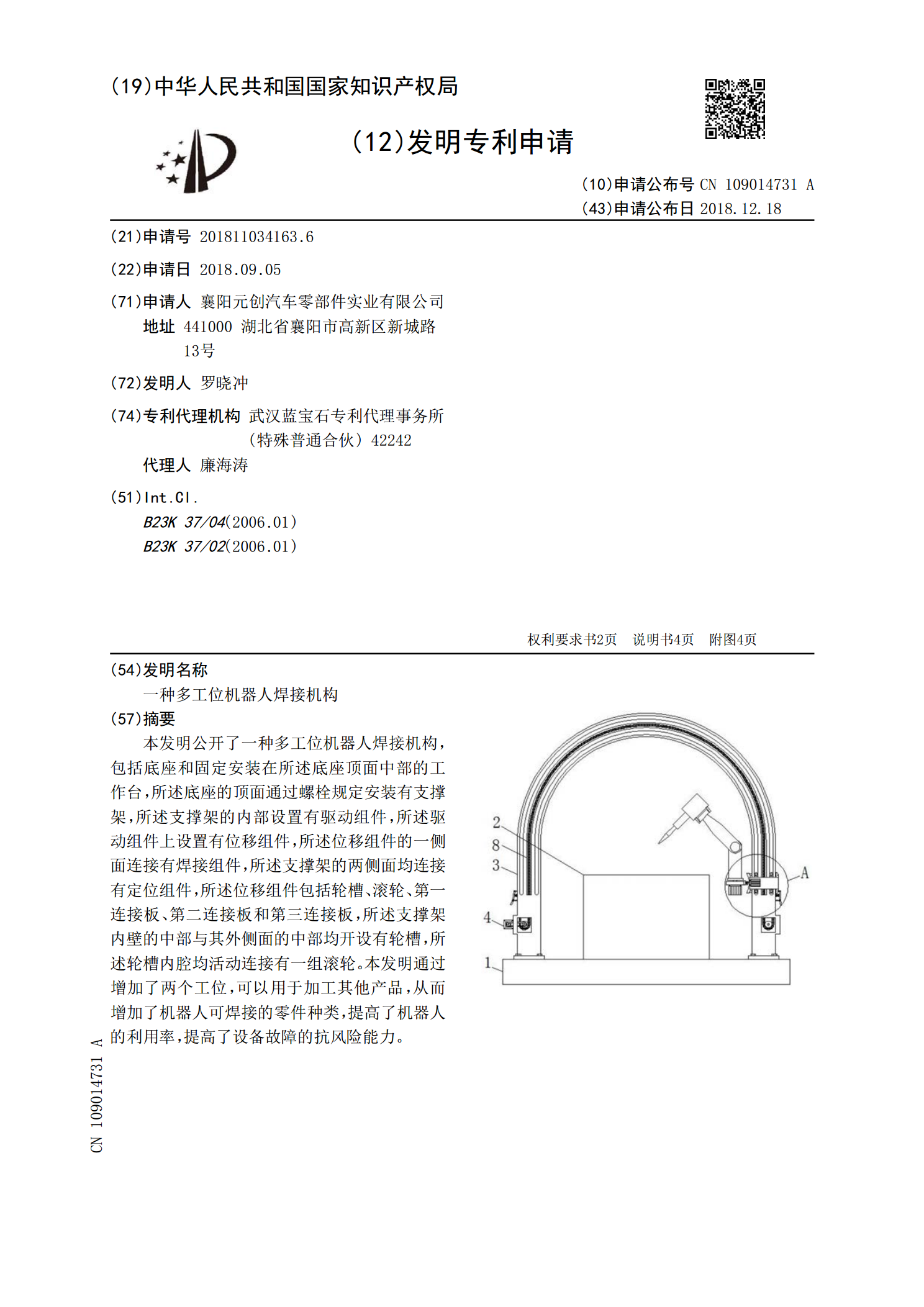
一种多工位机器人焊接机构.pdf
本发明公开了一种多工位机器人焊接机构,包括底座和固定安装在所述底座顶面中部的工作台,所述底座的顶面通过螺栓规定安装有支撑架,所述支撑架的内部设置有驱动组件,所述驱动组件上设置有位移组件,所述位移组件的一侧面连接有焊接组件,所述支撑架的两侧面均连接有定位组件,所述位移组件包括轮槽、滚轮、第一连接板、第二连接板和第三连接板,所述支撑架内壁的中部与其外侧面的中部均开设有轮槽,所述轮槽内腔均活动连接有一组滚轮。本发明通过增加了两个工位,可以用于加工其他产品,从而增加了机器人可焊接的零件种类,提高了机器人的利用率,