
一种电解加工直齿面齿轮的阴极装置设计方法.pdf

An****70


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种电解加工直齿面齿轮的阴极装置设计方法.pdf
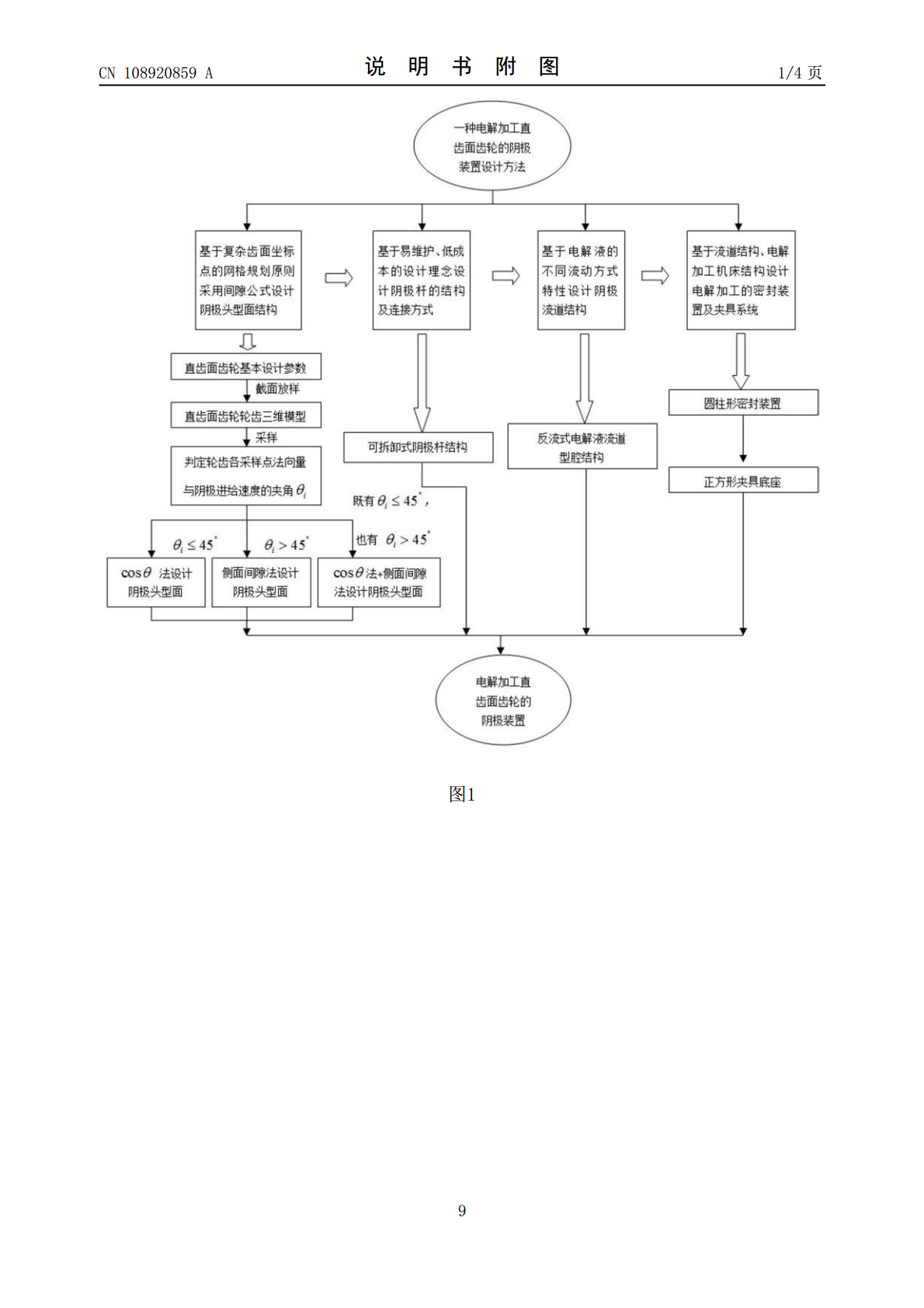
本发明公开了一种电解加工直齿面齿轮的阴极装置设计方法,包括以下步骤:步骤一:确定直齿面齿轮的基本设计参数;步骤二:基于复杂齿面坐标点的网格规划原则对直齿面齿轮进行齿面网格划分,采用沿齿根/齿顶方向的截面放样法建立直齿面齿轮轮齿的三维模型;步骤三:根据直齿面齿轮所划分的齿面网格,对直齿面齿轮轮齿的建模坐标点进行采样分析,通过采样分析获取建模坐标点的坐标值;步骤四:根据采样分析结果计算阴极头型面结构参数;步骤五:在UG三维制图软件中确定阴极头型面的最终位置,本发明不仅使得各加工区域的电场保持均匀分布、保证了加

直齿轮的点齿面设计方法.pdf
本发明公开了一种直齿轮的点齿面设计方法,包括如下步骤:S1、在原有标准齿面上选取一系列的离散点;S2、将S1中的离散点沿标准齿面的法向量进行偏移得到偏置点;S3、将S2中的偏置点连接成样条曲线;S4、将S3中的样条曲线连接成光滑曲面,即直齿轮的点齿面。本发明只需通过调整齿面上任意点的偏移量即可很容易地就实现的三维模型调整,脱离于传统的齿廓修形及齿向修形的限制,能够快速有效地利用所有的商用建模软件完成三维建模,齿面模型可调整的自由度及参数更大更多,相比于现有直齿轮齿面,具有接触应力低、传动误差曲线幅值小的特

一种指状刀具制造正交直齿面齿轮的加工方法.pdf
本发明公开了一种指状刀具制造正交直齿面齿轮的加工方法,加工方法包括设计指状刀具、选用数控机床、设定指状刀具运动规律和编写数控程序等步骤。指状刀具的刀体锥面、刀柄锥面与柱面的产形线均为直线,刀具结构简单,且刀体锥面与被加工的正交直齿面齿轮的齿面为线接触,加工效率高。数控机床包含三个平移运动数控轴、两个旋转运动数控和一个自由旋转轴,齿面切削、磨削过程中三个平移运动数控轴与其中的一个旋转运动数控轴联动,正交直齿面齿轮工件保持静止,另一旋转运动数控轴驱动工件做分度运动。本发明不仅可用于切齿加工,还可用于磨齿加工,

齿面加工装置以及齿轮制造方法.pdf
一种齿面加工装置及齿轮制造方法,为改善高硬齿轮的表面粗糙度等提供能够调节的加工压力。齿面加工装置(10)具有斜齿状磨石(2)、能使斜齿状磨石的旋转轴(C)与被加工齿轮(W)的旋转轴(X)的相对位置移动的位置调节机构(3)及控制机构(7),该控制机构具备使位置调节机构动作来调节斜齿状磨石的旋转轴与被加工齿轮的旋转轴的相对位置并使形成被加工齿轮的一个齿的齿面中仅一个被加工齿面(11)与斜齿状磨石的磨石齿面(21)抵接地使斜齿状磨石与被加工齿轮啮合的相对位置控制部(71)、使磨石旋转机构(4)动作的磨石旋转机构

一种斜齿面齿轮插齿加工方法.pdf
本发明涉及一种斜齿面齿轮插齿加工方法包括以下步骤:1)制作斜齿面齿轮坯料;2)通过对应的工装将制作的坯料夹持至圆柱齿轮插齿机工作台上:工装包括两支座、水平转轴及立轴,两支座设于圆柱齿轮插齿机的回转台上,斜齿面齿轮坯料同轴固定夹持于水平转轴的一端,水平转轴和立轴通过一对锥齿轮传动连接;插齿刀的轴线与立轴的轴线共面且水平转轴与二者所在的平面之间具有夹角γ,使插齿刀的中心线与水平转轴的轴线之间的距离E与待加工斜齿面齿轮的中点半径Rm、螺旋角β三者之间的关系为E=Rmsinβ,待加工斜齿面齿轮的节平面与立轴轴线之