
一种整体轴承套及其制造工艺.pdf

猫巷****奕声

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种整体轴承套及其制造工艺.pdf
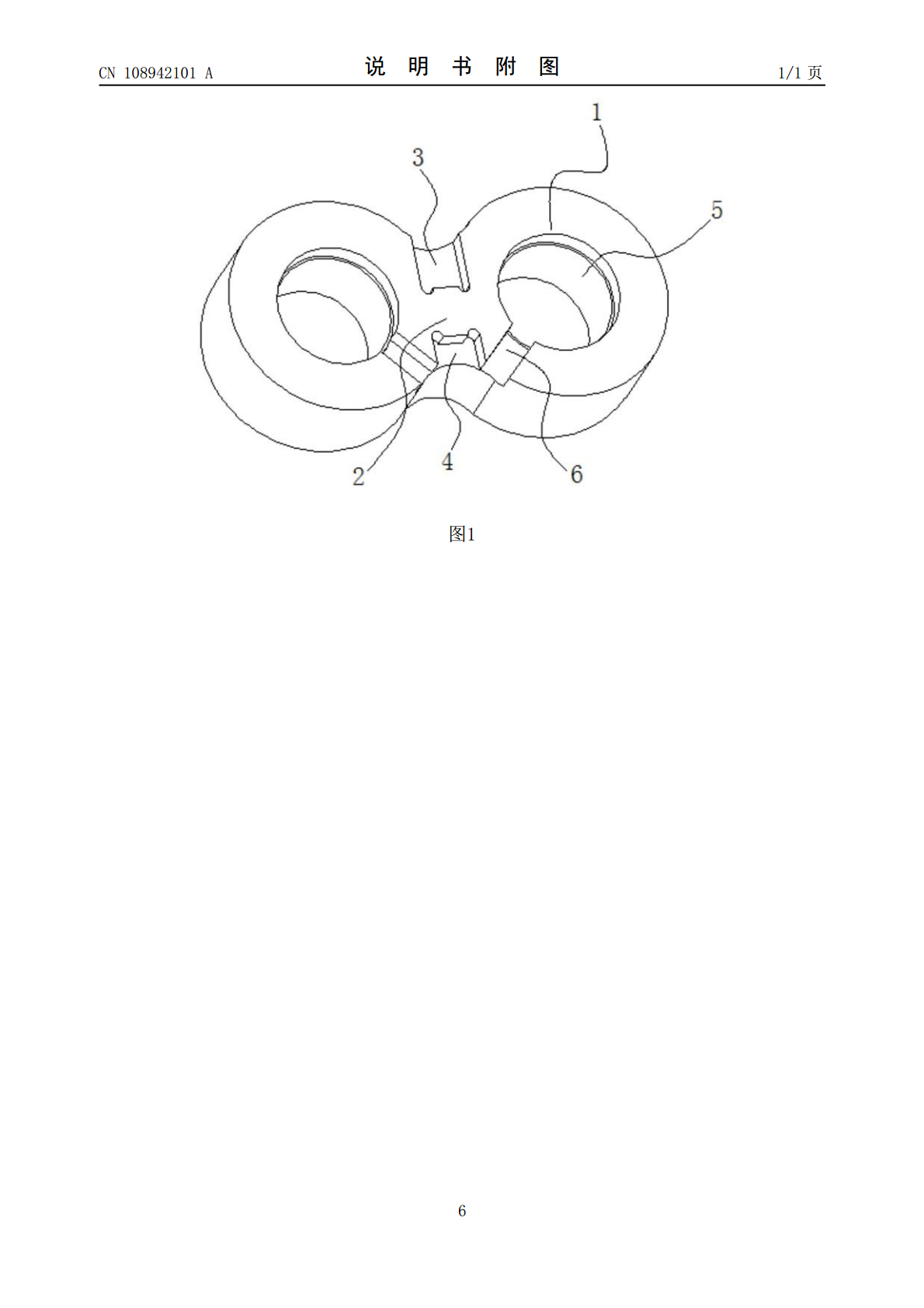
本发明公开了一种整体轴承套及其制造工艺,涉及齿轮油泵技术领域。本发明包括一组环形套,一组环形套之间设有连接块,连接块上开设有第一安装孔和第二安装孔,环形套内固定有衬套,环形套上开设有进油口,环形套与进油口的高度差与衬套的高度相同。本发明通过在毛坯件铸造成型时预留工艺台阶,实现加工前的定位,同时在第一步先铣出基准面,且在精车外表面时采用胀套夹紧固定,解决了现有的轴承套加工时同轴度无法保证的问题,通过在轴承套内壁铣出一凹槽,在衬套外表面车出凸起,凸起与凹槽的配合使用起到限位的作用,解决了过盈量不足衬套在内孔晃
一种精密陶瓷轴承套圈的制造工艺.pdf
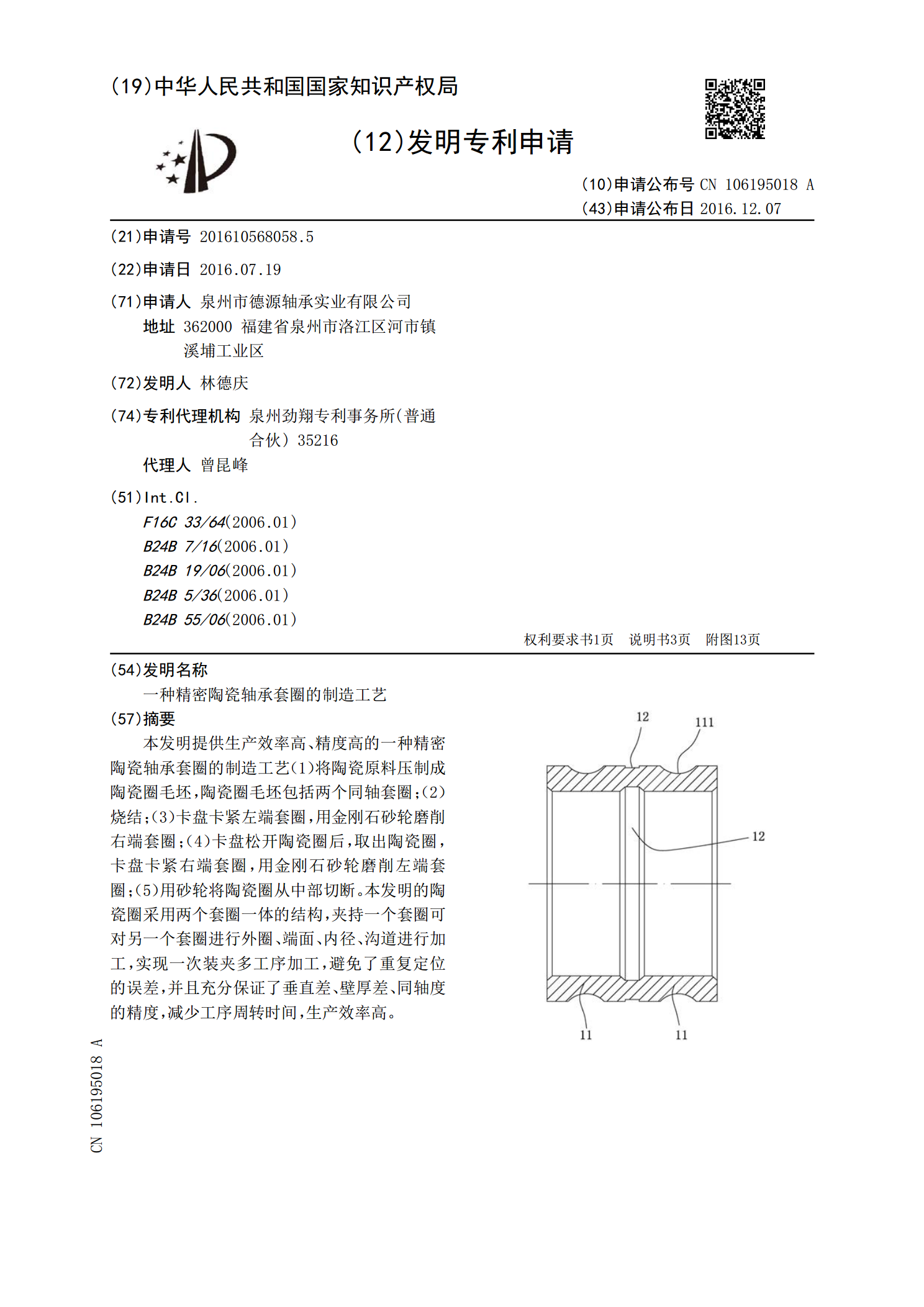
本发明提供生产效率高、精度高的一种精密陶瓷轴承套圈的制造工艺(1)将陶瓷原料压制成陶瓷圈毛坯,陶瓷圈毛坯包括两个同轴套圈;(2)烧结;(3)卡盘卡紧左端套圈,用金刚石砂轮磨削右端套圈;(4)卡盘松开陶瓷圈后,取出陶瓷圈,卡盘卡紧右端套圈,用金刚石砂轮磨削左端套圈;(5)用砂轮将陶瓷圈从中部切断。本发明的陶瓷圈采用两个套圈一体的结构,夹持一个套圈可对另一个套圈进行外圈、端面、内径、沟道进行加工,实现一次装夹多工序加工,避免了重复定位的误差,并且充分保证了垂直差、壁厚差、同轴度的精度,减少工序周转时间,生产效
一种金刚石径向轴承及其制造工艺.pdf
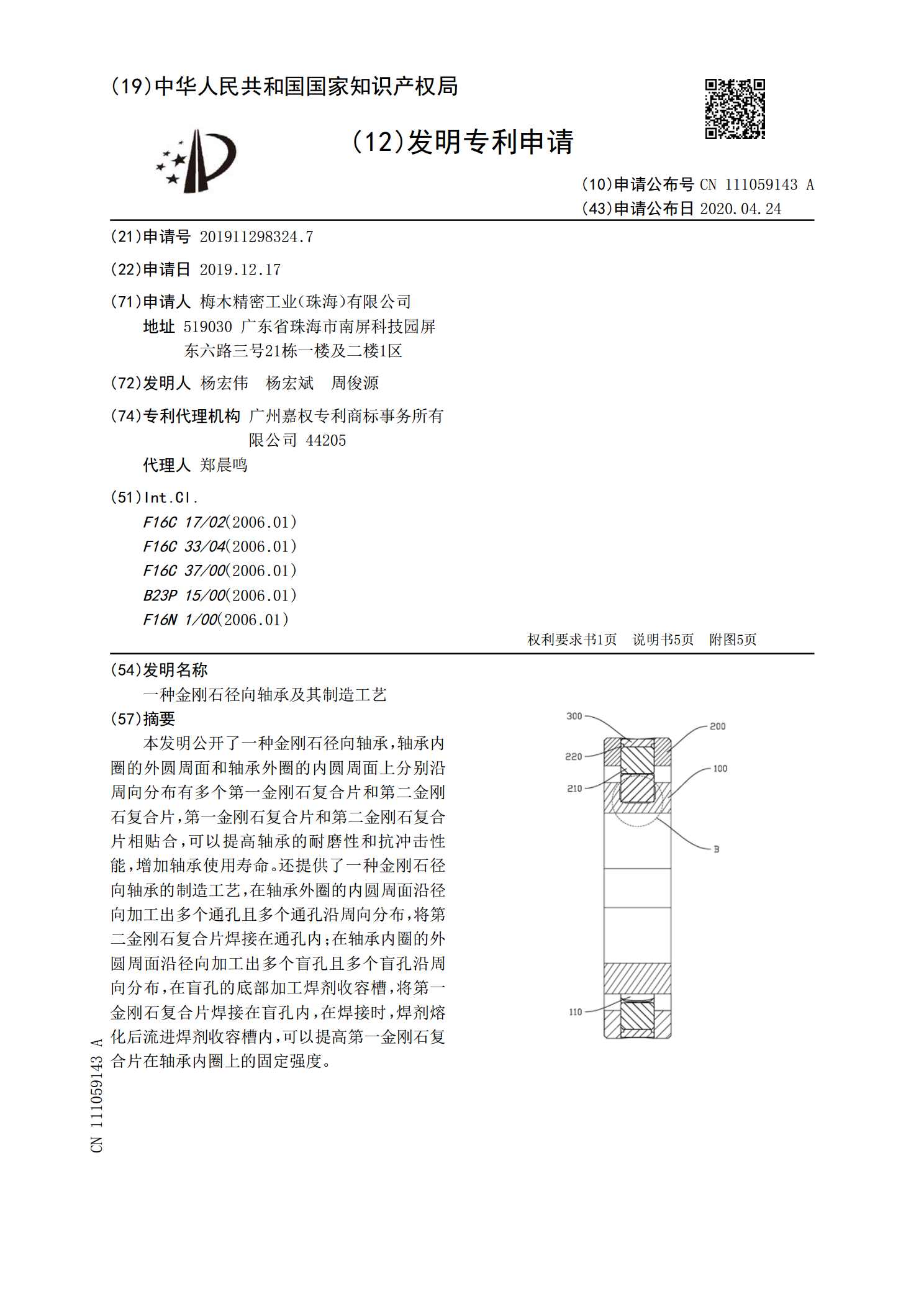
本发明公开了一种金刚石径向轴承,轴承内圈的外圆周面和轴承外圈的内圆周面上分别沿周向分布有多个第一金刚石复合片和第二金刚石复合片,第一金刚石复合片和第二金刚石复合片相贴合,可以提高轴承的耐磨性和抗冲击性能,增加轴承使用寿命。还提供了一种金刚石径向轴承的制造工艺,在轴承外圈的内圆周面沿径向加工出多个通孔且多个通孔沿周向分布,将第二金刚石复合片焊接在通孔内;在轴承内圈的外圆周面沿径向加工出多个盲孔且多个盲孔沿周向分布,在盲孔的底部加工焊剂收容槽,将第一金刚石复合片焊接在盲孔内,在焊接时,焊剂熔化后流进焊剂收容槽
一种整体式抗菌牙刷及其成型制造工艺.pdf
本发明涉及是一种整体式抗菌牙刷及其成型制造工艺,牙刷包括刷柄和具有刷毛的刷头,刷柄、刷头和刷毛为一体成型结构,刷头上设置的刷毛数量为75~210根/cm2;刷毛顶端呈尖锥形,刷毛底端与刷头连接处为方形或圆形,刷头与刷毛部分由抗菌无毒软胶注塑成型,刷柄部分由PP或无毒塑料注塑成型。本发明通过复合胶工艺使刷头表面无缝隙无孔洞,从根本上杜绝细菌的滋生,刷头和刷颈部分采用抗菌软胶包覆成型的工艺让使用的舒适性和卫生性大大提高,其超高密度的尖锥形刷毛能够更大范围的清洁口腔中的细小缝隙。本发明在注塑工艺中,克服了细小刷
一种金刚石端面止推轴承及其制造工艺.pdf
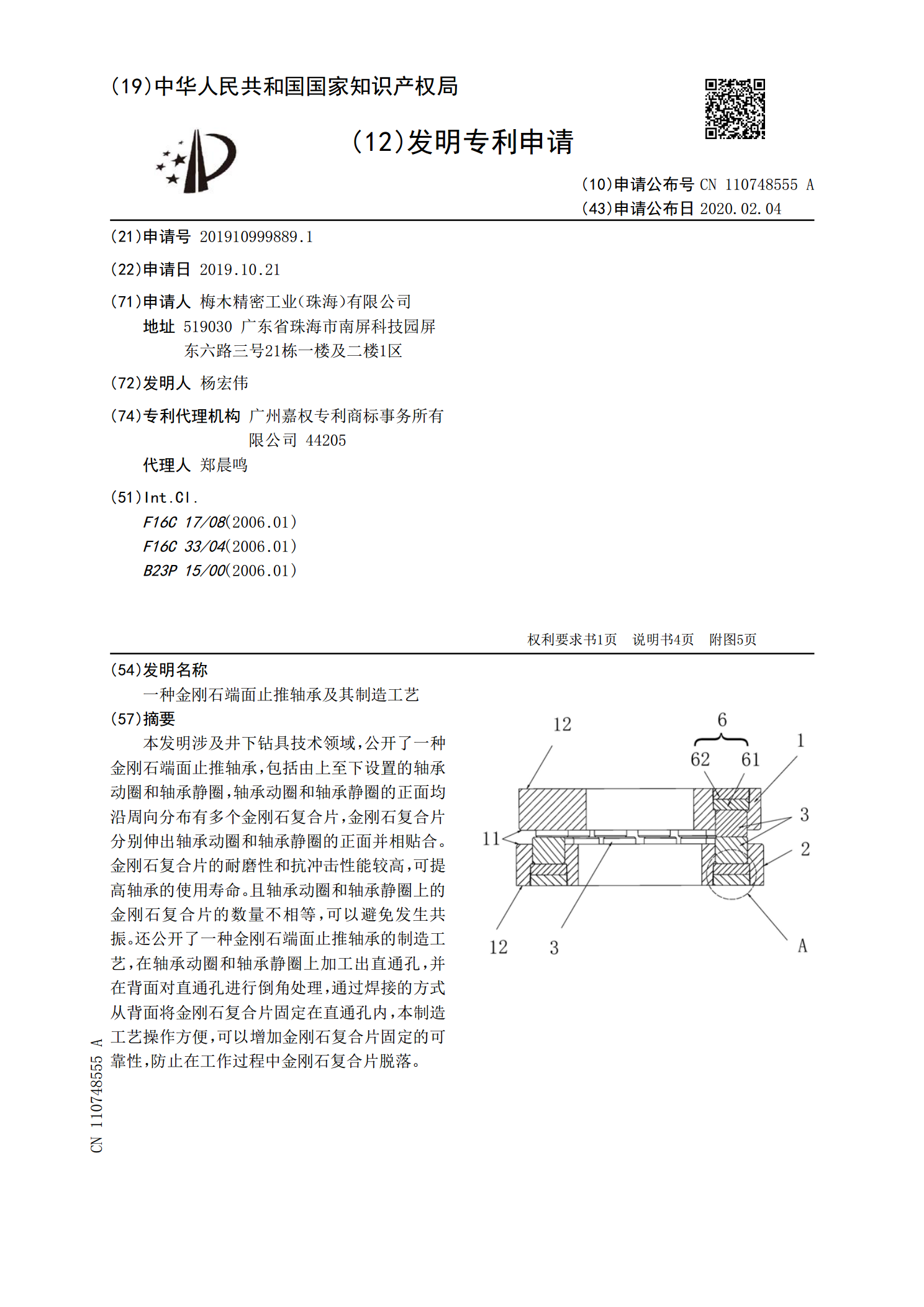
本发明涉及井下钻具技术领域,公开了一种金刚石端面止推轴承,包括由上至下设置的轴承动圈和轴承静圈,轴承动圈和轴承静圈的正面均沿周向分布有多个金刚石复合片,金刚石复合片分别伸出轴承动圈和轴承静圈的正面并相贴合。金刚石复合片的耐磨性和抗冲击性能较高,可提高轴承的使用寿命。且轴承动圈和轴承静圈上的金刚石复合片的数量不相等,可以避免发生共振。还公开了一种金刚石端面止推轴承的制造工艺,在轴承动圈和轴承静圈上加工出直通孔,并在背面对直通孔进行倒角处理,通过焊接的方式从背面将金刚石复合片固定在直通孔内,本制造工艺操作方便