
一种精密陶瓷轴承套圈的制造工艺.pdf

邻家****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种精密陶瓷轴承套圈的制造工艺.pdf
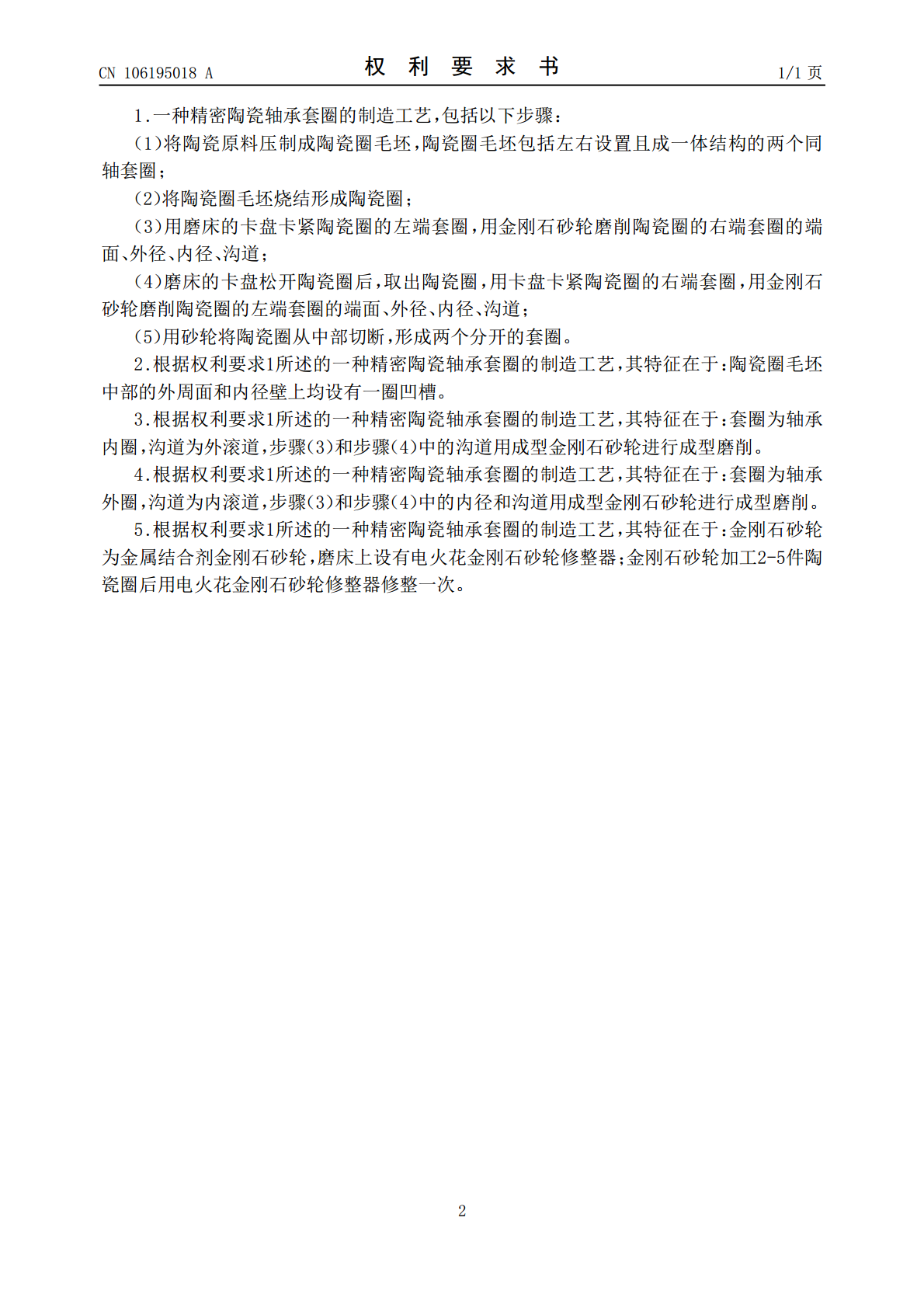
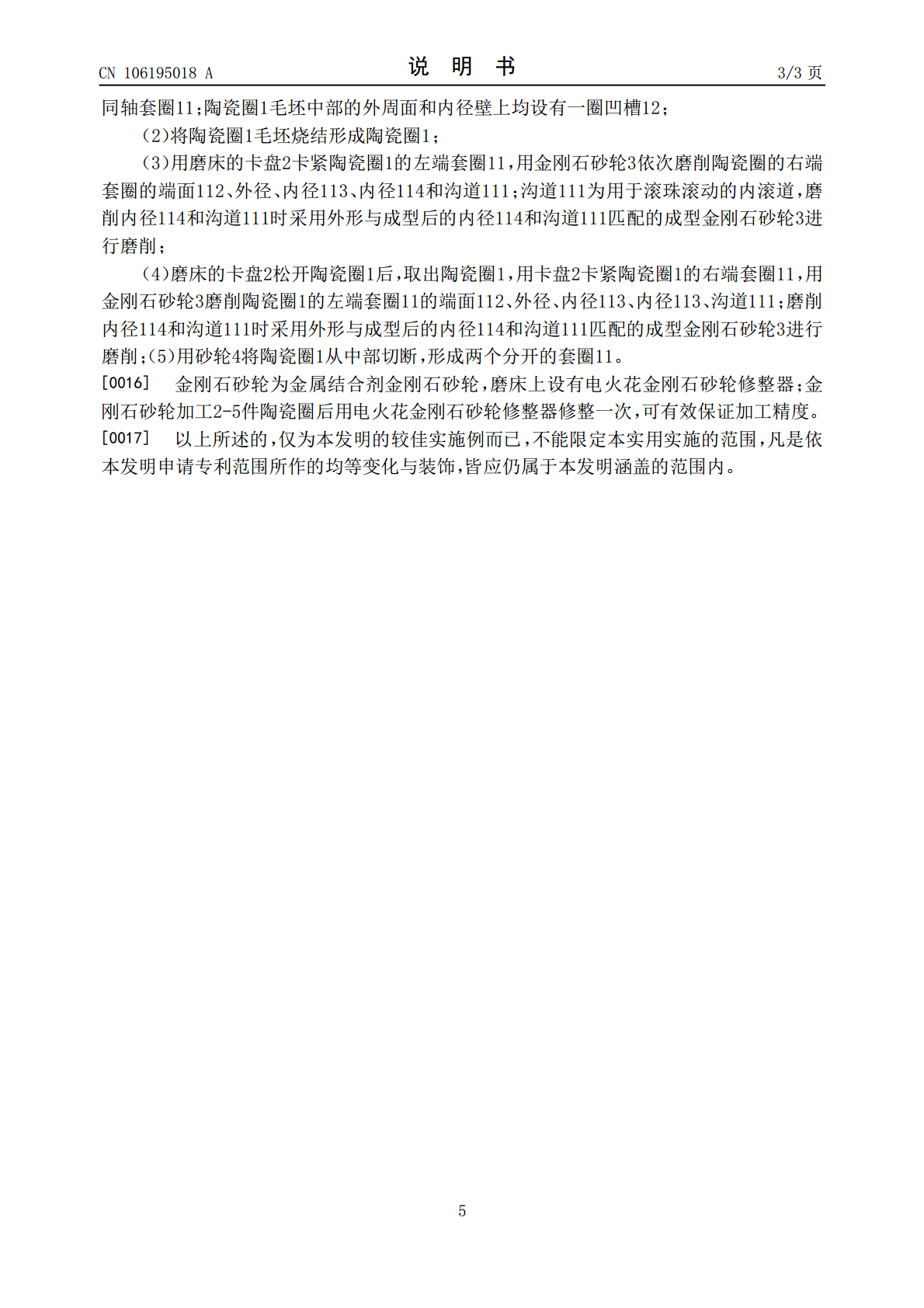
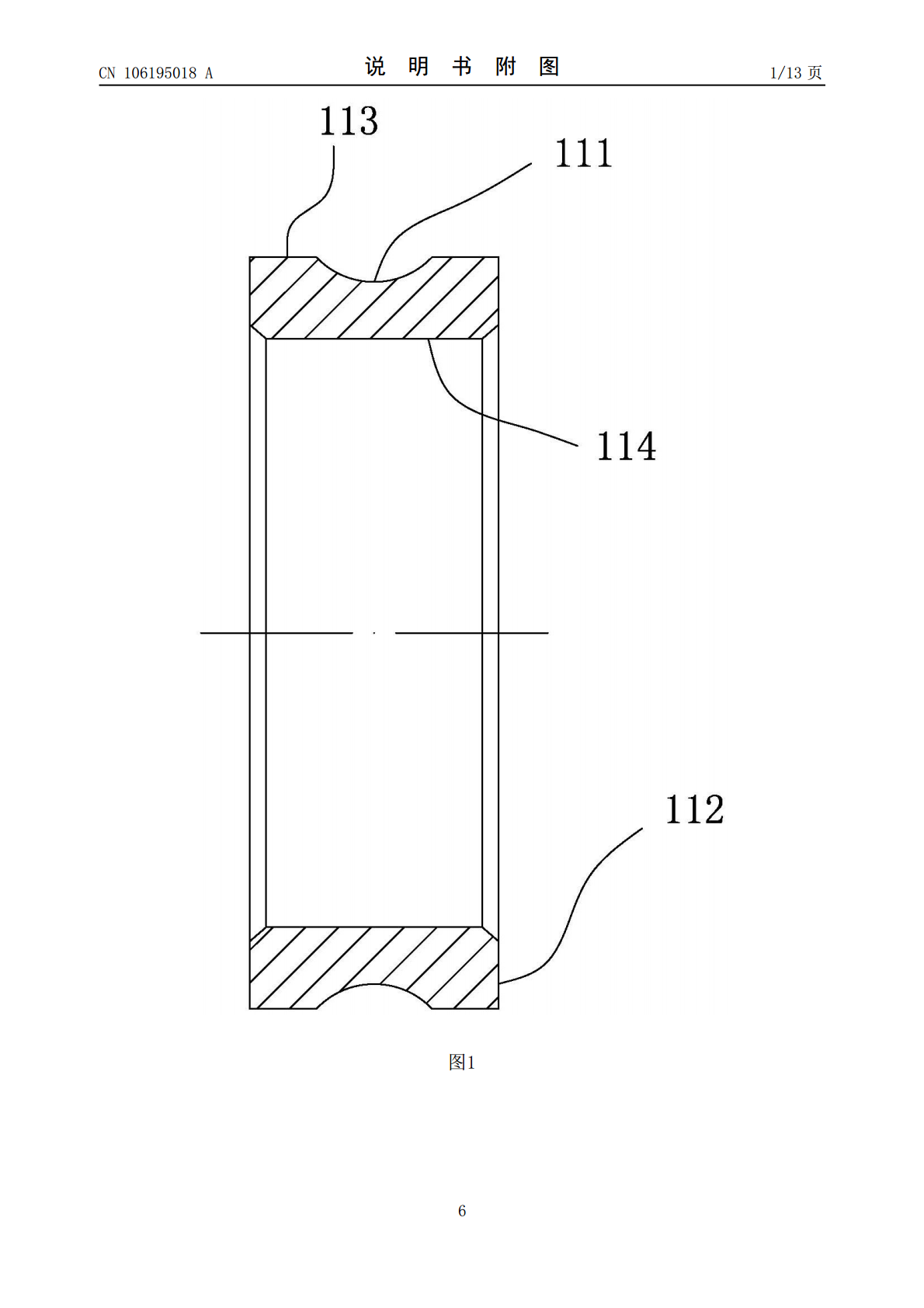
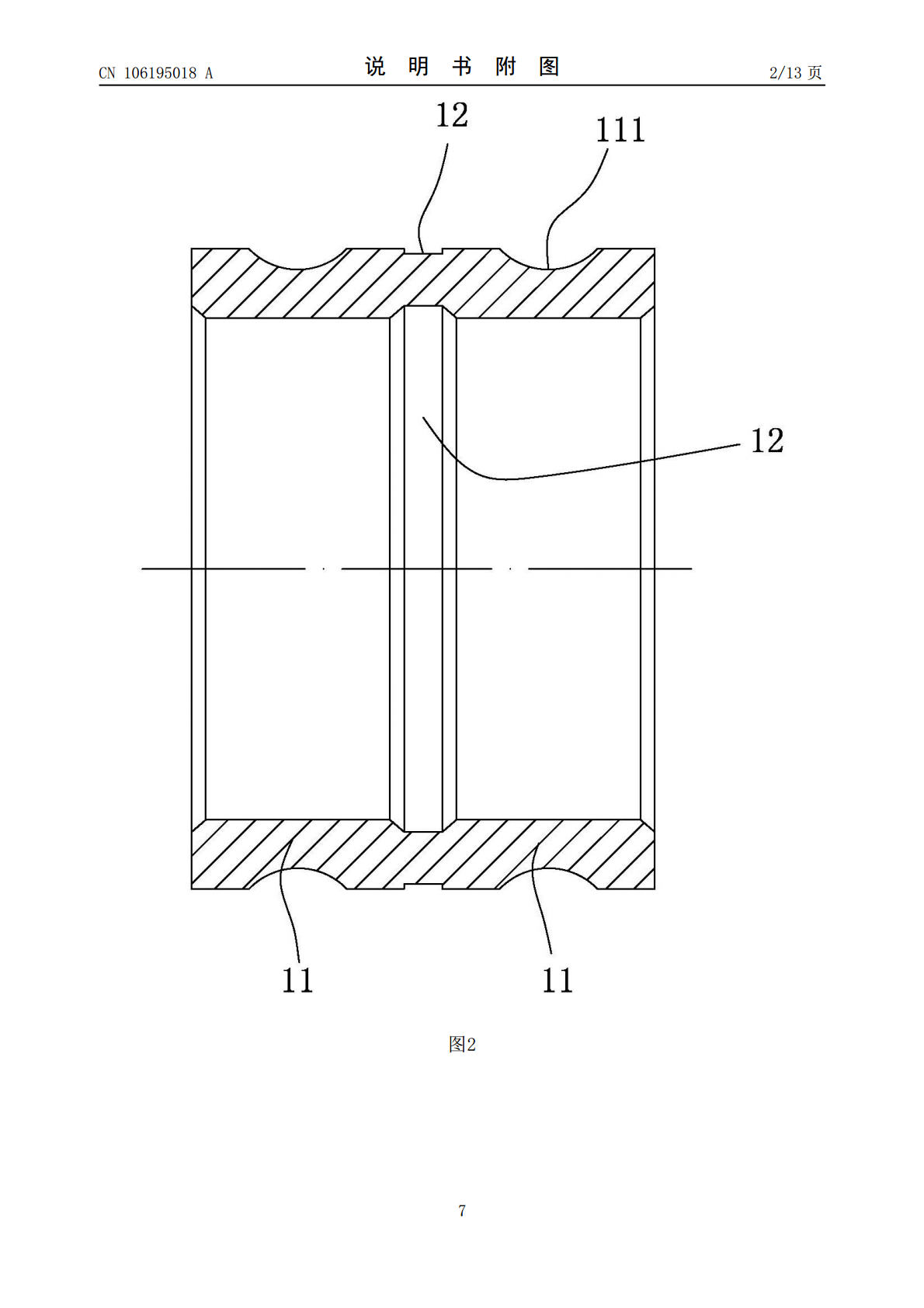
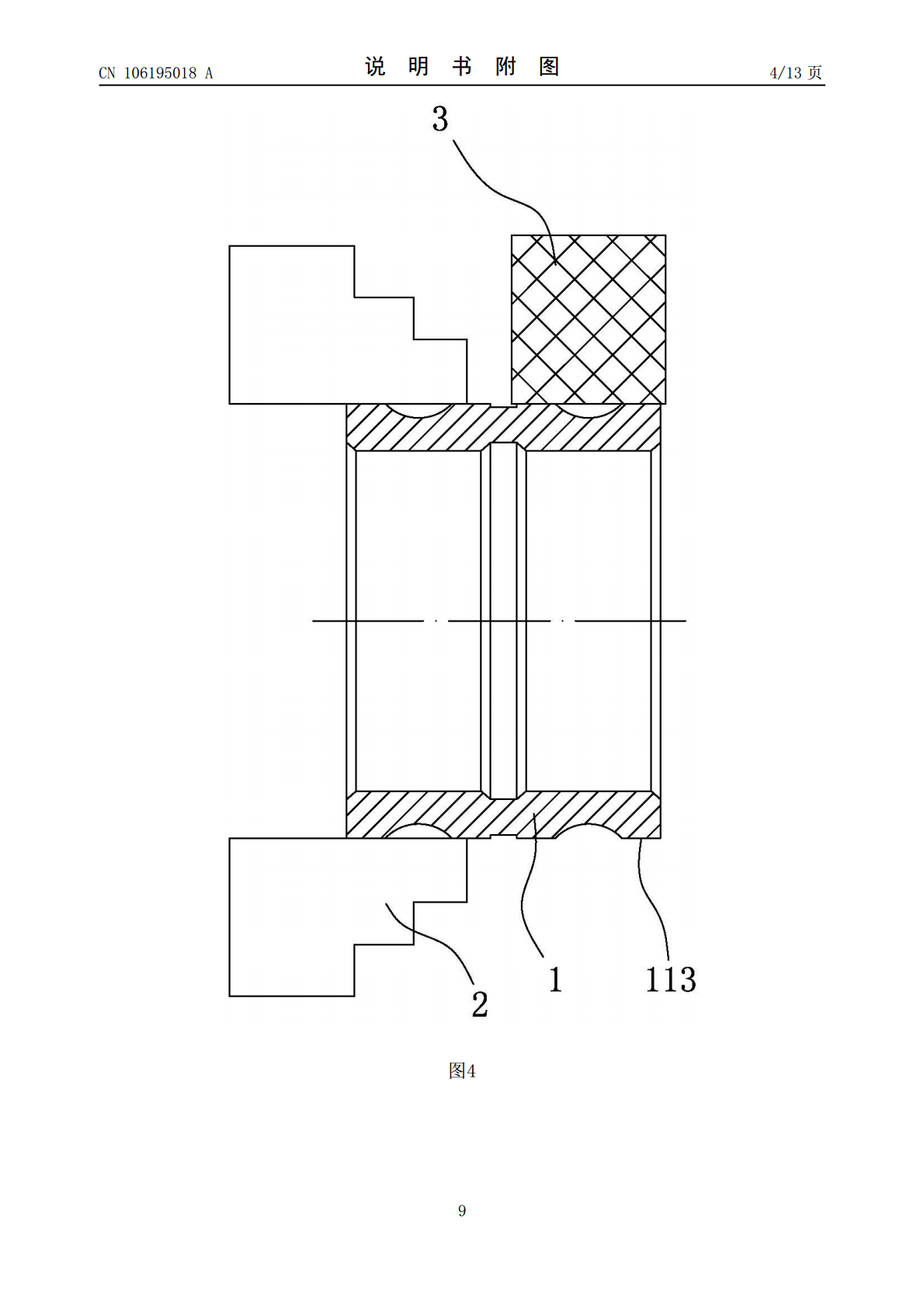
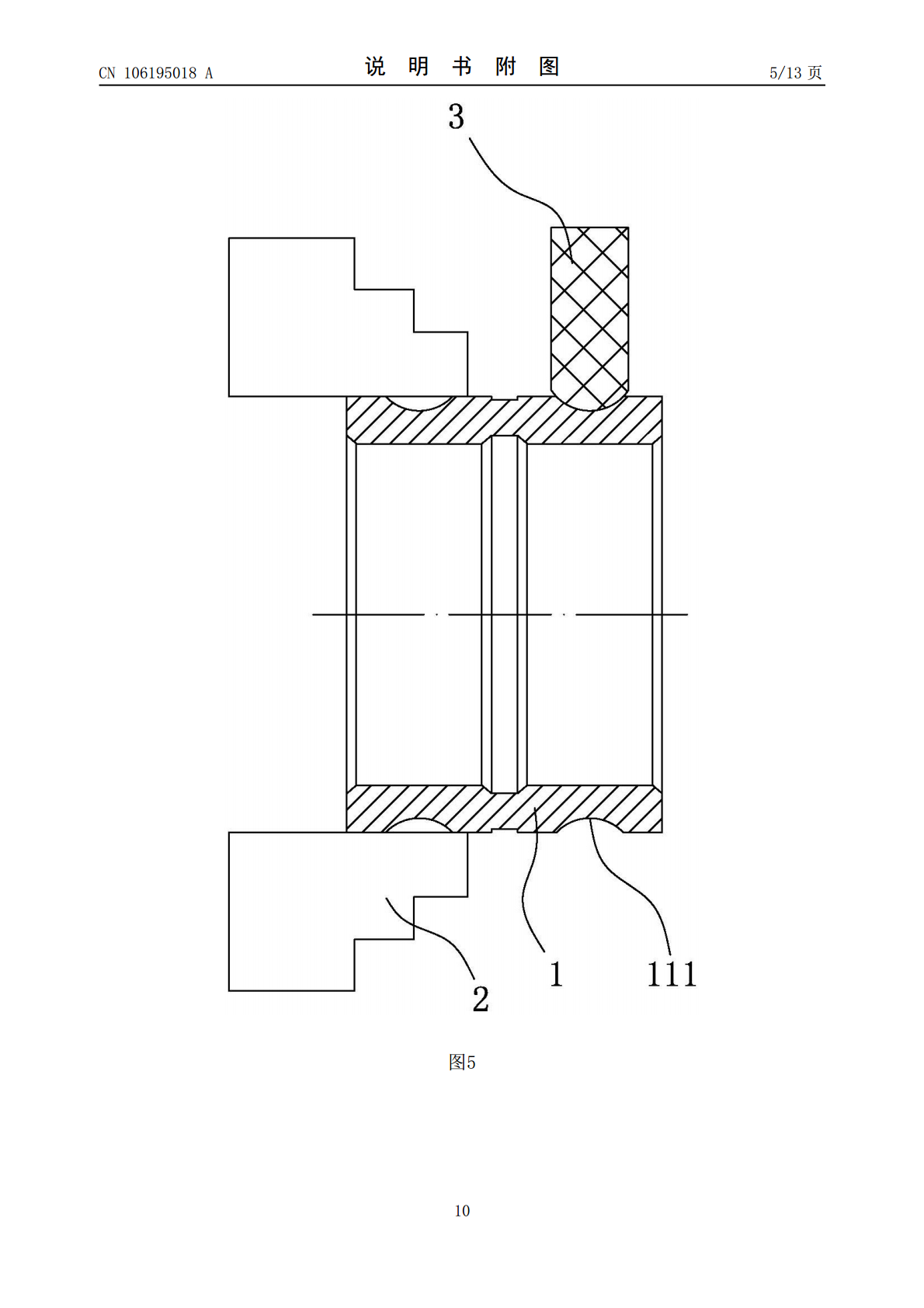
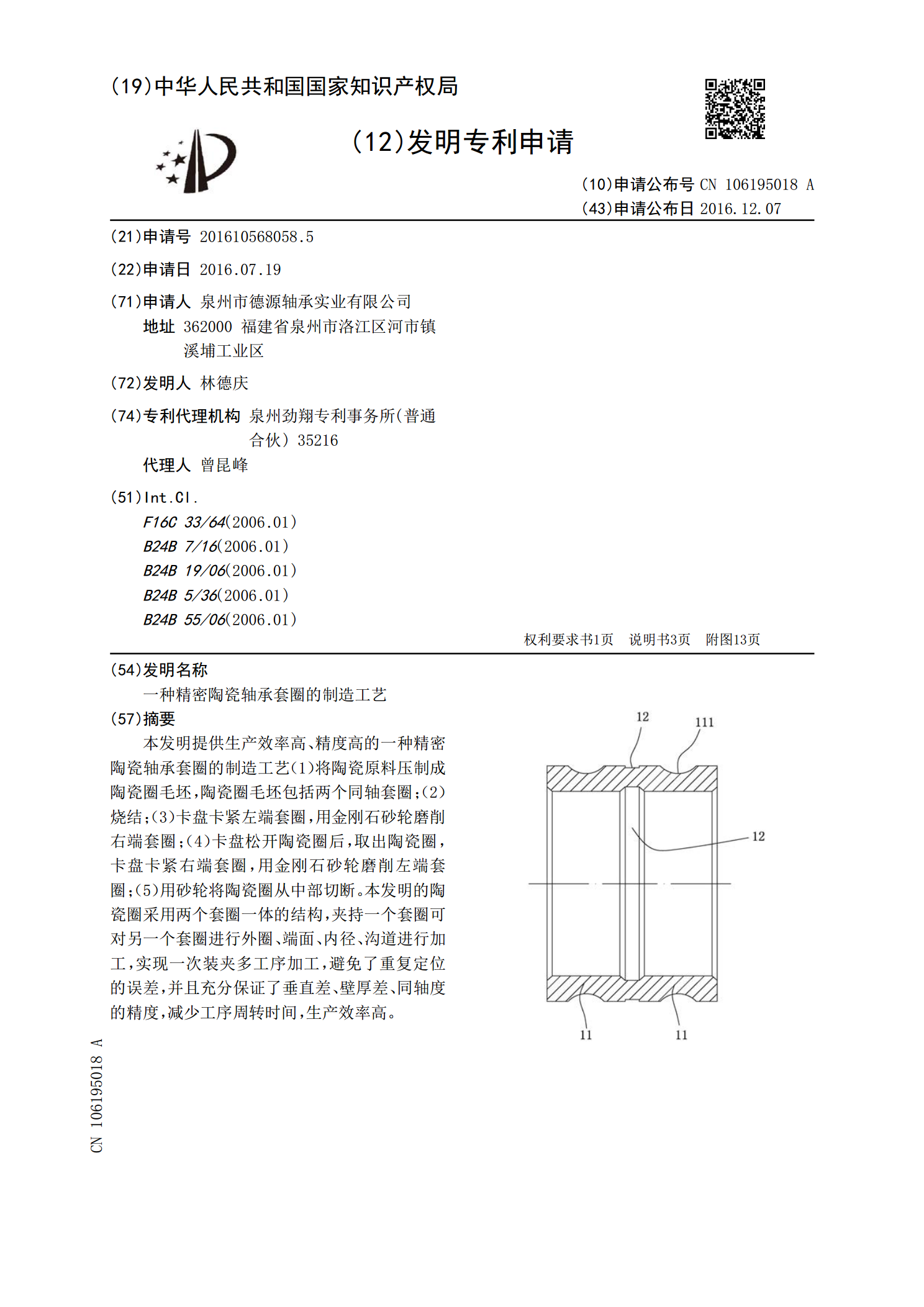
本发明提供生产效率高、精度高的一种精密陶瓷轴承套圈的制造工艺(1)将陶瓷原料压制成陶瓷圈毛坯,陶瓷圈毛坯包括两个同轴套圈;(2)烧结;(3)卡盘卡紧左端套圈,用金刚石砂轮磨削右端套圈;(4)卡盘松开陶瓷圈后,取出陶瓷圈,卡盘卡紧右端套圈,用金刚石砂轮磨削左端套圈;(5)用砂轮将陶瓷圈从中部切断。本发明的陶瓷圈采用两个套圈一体的结构,夹持一个套圈可对另一个套圈进行外圈、端面、内径、沟道进行加工,实现一次装夹多工序加工,避免了重复定位的误差,并且充分保证了垂直差、壁厚差、同轴度的精度,减少工序周转时间,生产效
一种精密轴承套圈或轴承的生产设备.pdf
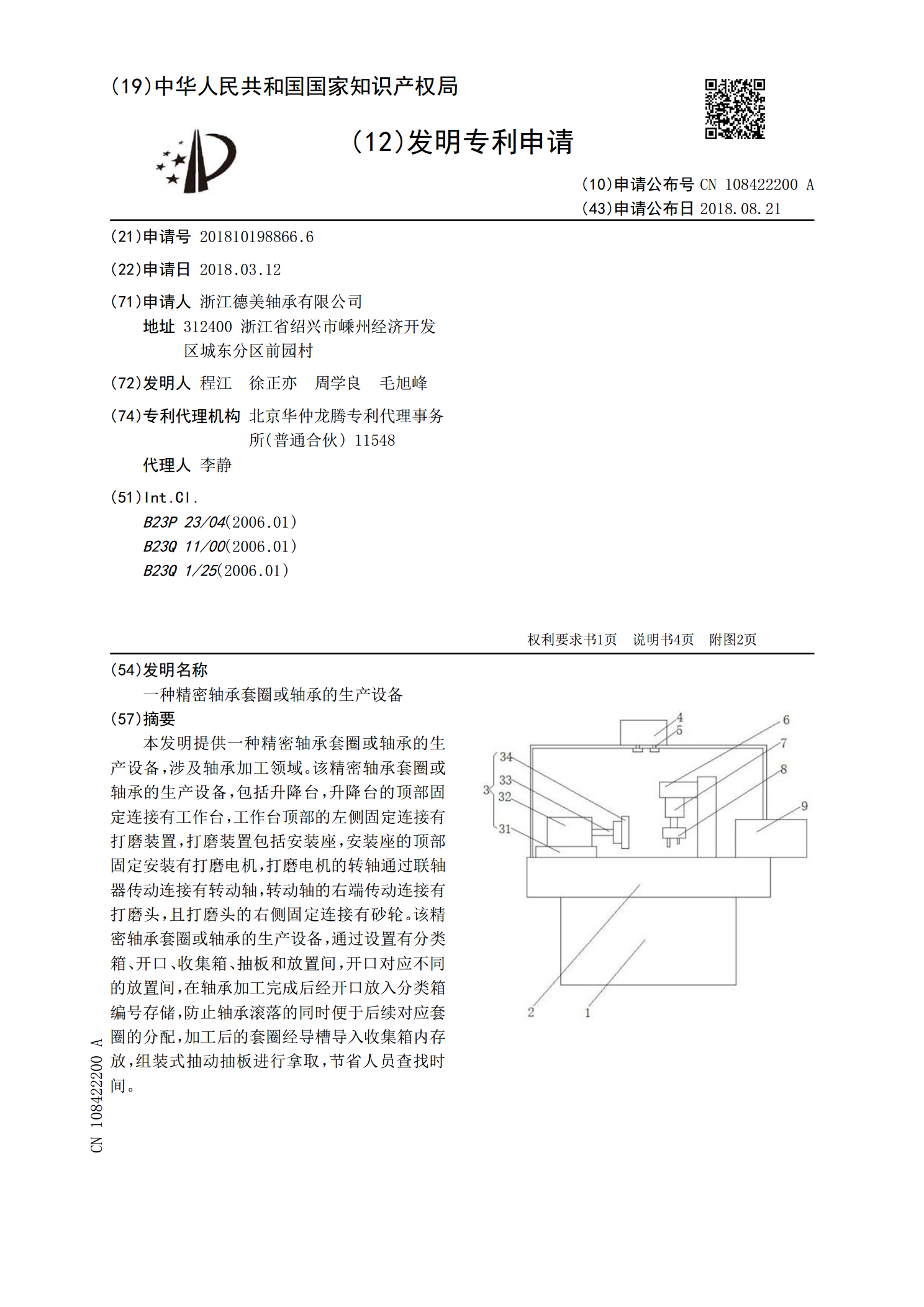
本发明提供一种精密轴承套圈或轴承的生产设备,涉及轴承加工领域。该精密轴承套圈或轴承的生产设备,包括升降台,升降台的顶部固定连接有工作台,工作台顶部的左侧固定连接有打磨装置,打磨装置包括安装座,安装座的顶部固定安装有打磨电机,打磨电机的转轴通过联轴器传动连接有转动轴,转动轴的右端传动连接有打磨头,且打磨头的右侧固定连接有砂轮。该精密轴承套圈或轴承的生产设备,通过设置有分类箱、开口、收集箱、抽板和放置间,开口对应不同的放置间,在轴承加工完成后经开口放入分类箱编号存储,防止轴承滚落的同时便于后续对应套圈的分配,
一种汽车用精密轴承圈及其加工工艺.pdf
本发明属于重要主机配套用的精密轴承制造技术领域,具体地,提供了一种汽车用精密轴承圈的加工工艺,包括如下工序:(a)采用中频感应加热炉对坯料加热;(b)根据模圈采用高速镦锻机进行锻造;(c)出模后在连续性氮基保护气氛火炉中进行球化退火;(d)进行抛丸;(e)进行冷辗扩7~10s;(f)清洗处理;(g)辗扩后外观分选。本发明的有益效果:本发明的通过结合锻造工艺与冷辗扩工艺、优化工艺条件、自动化操作,来改进了加工工艺,进一步提高了轴承外圈的硬度和耐磨性等性能;通过清洗处理,使轴承外圈无微小垃圾,增加了清洁度,延

一种整体轴承套及其制造工艺.pdf
本发明公开了一种整体轴承套及其制造工艺,涉及齿轮油泵技术领域。本发明包括一组环形套,一组环形套之间设有连接块,连接块上开设有第一安装孔和第二安装孔,环形套内固定有衬套,环形套上开设有进油口,环形套与进油口的高度差与衬套的高度相同。本发明通过在毛坯件铸造成型时预留工艺台阶,实现加工前的定位,同时在第一步先铣出基准面,且在精车外表面时采用胀套夹紧固定,解决了现有的轴承套加工时同轴度无法保证的问题,通过在轴承套内壁铣出一凹槽,在衬套外表面车出凸起,凸起与凹槽的配合使用起到限位的作用,解决了过盈量不足衬套在内孔晃

一种高精密轴承套圈平面磨床.pdf
一种高精密轴承套圈平面磨床,包括一机床底座,在机床底座上表面的一侧设有径向滑动槽,在机床底座上表面的另一侧设有与径向滑动槽相垂直的轴向滑动槽,设在机床底座上方的工件拖板的底部滑动卡装在径向滑动槽内,工件拖板的一端与设在机床底座上的径向驱动机构相连,在工件拖板上设有一工件箱,在工件箱靠近轴向滑动槽一端的底部设有两个浮动支撑块,在工件箱内设有一工件轴,在工件轴靠近轴向滑动槽的一端设有一磁极,工件轴的另一端通过皮带与设在工件拖板上的工件电机相连。它结构设计合理,在砂轮进给加工的同时,待加工工件还可进行水平方向的