
综合支吊架用高强铝合金C型槽及其成型工艺.pdf

一只****懿呀

1/8
2/8

3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
综合支吊架用高强铝合金C型槽及其成型工艺.pdf
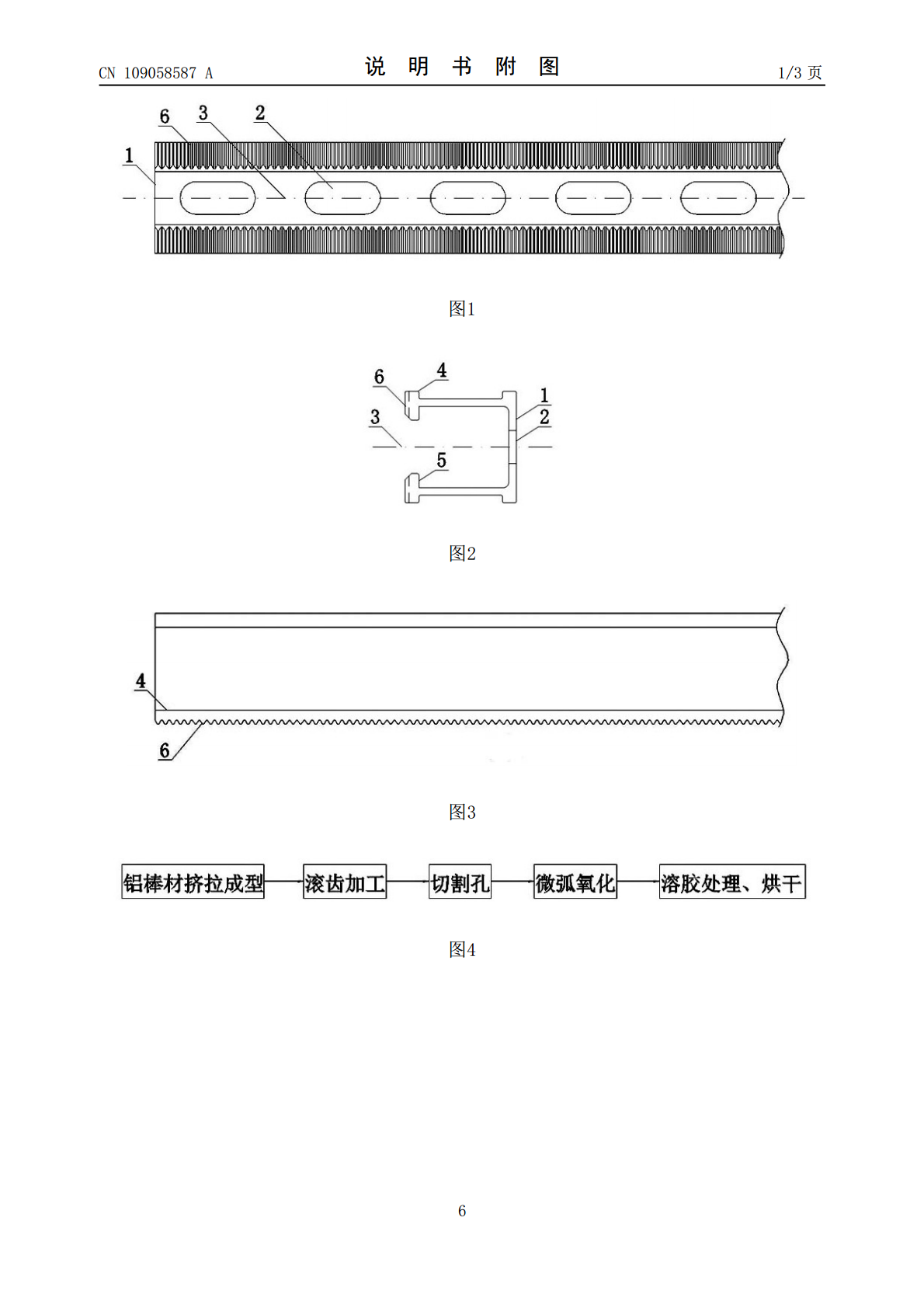
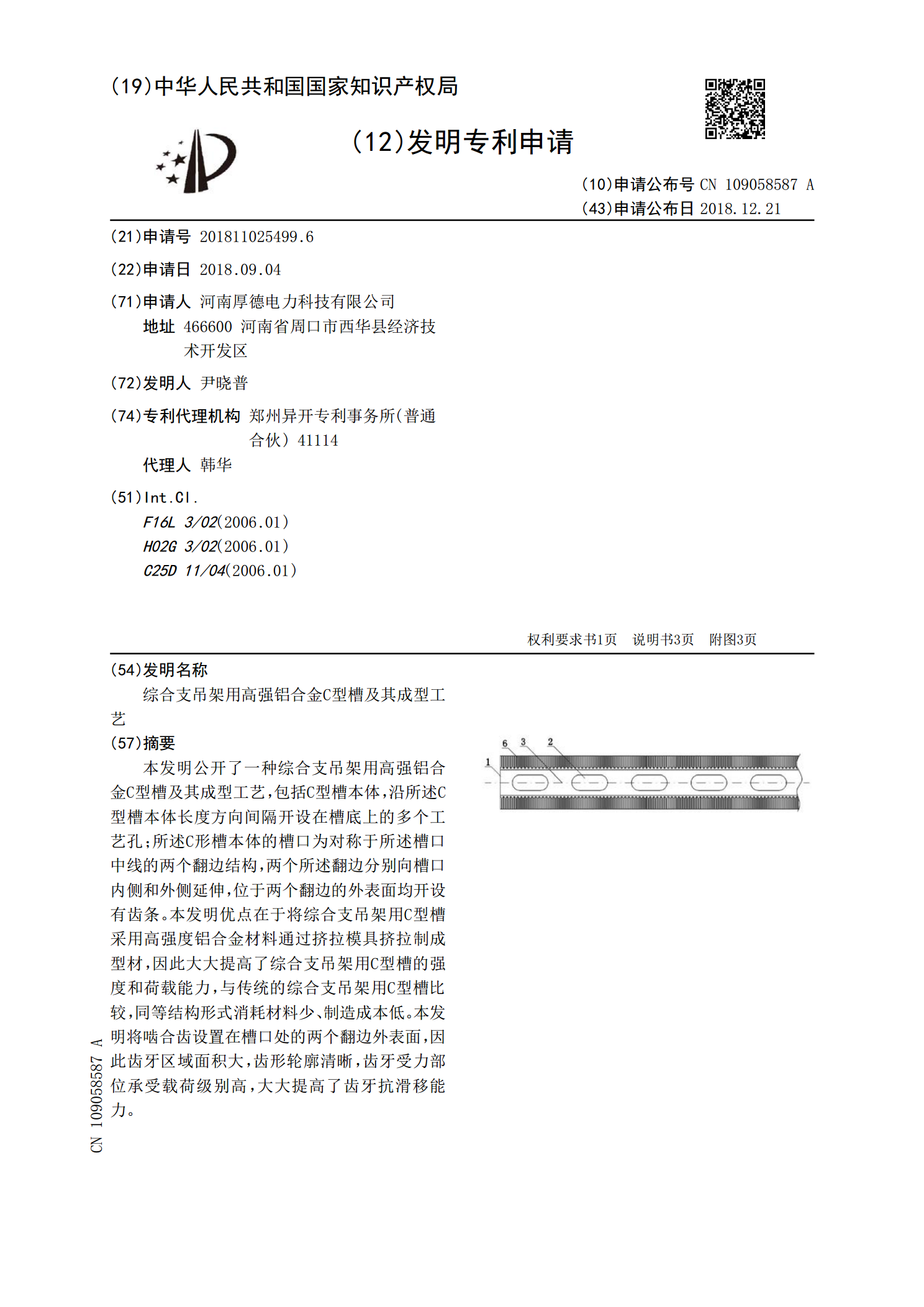
本发明公开了一种综合支吊架用高强铝合金C型槽及其成型工艺,包括C型槽本体,沿所述C型槽本体长度方向间隔开设在槽底上的多个工艺孔;所述C形槽本体的槽口为对称于所述槽口中线的两个翻边结构,两个所述翻边分别向槽口内侧和外侧延伸,位于两个翻边的外表面均开设有齿条。本发明优点在于将综合支吊架用C型槽采用高强度铝合金材料通过挤拉模具挤拉制成型材,因此大大提高了综合支吊架用C型槽的强度和荷载能力,与传统的综合支吊架用C型槽比较,同等结构形式消耗材料少、制造成本低。本发明将啮合齿设置在槽口处的两个翻边外表面,因此齿牙区域

综合支吊架用高强铝合金C型槽组件及C型槽成型工艺.pdf
本发明公开了一种综合支吊架用高强铝合金C型槽组件,包括高强铝合金制成的C型槽本体、角度连接件、旋翼螺母,C形槽本体的槽口为对称于槽口中线的两个翻边结构,两个翻边分别向槽口内侧和外侧延伸,位于两个翻边的外表面均开设有齿条;角度连接件为直角板,直角板的第一直角板面开设有与齿条相啮合的啮合齿,直角板的第二直角板面为平面;旋翼螺母包括螺母本体和套装在所述螺母本体外的塑料套。本发明优点在于将综合支吊架用C型槽组件中的C型槽本体采用高强度铝合金材料通过挤拉模具挤拉制成型材,因此大大提高了综合支吊架用C型槽的强度和荷载
高强铝合金预埋槽道及其成型工艺.pdf
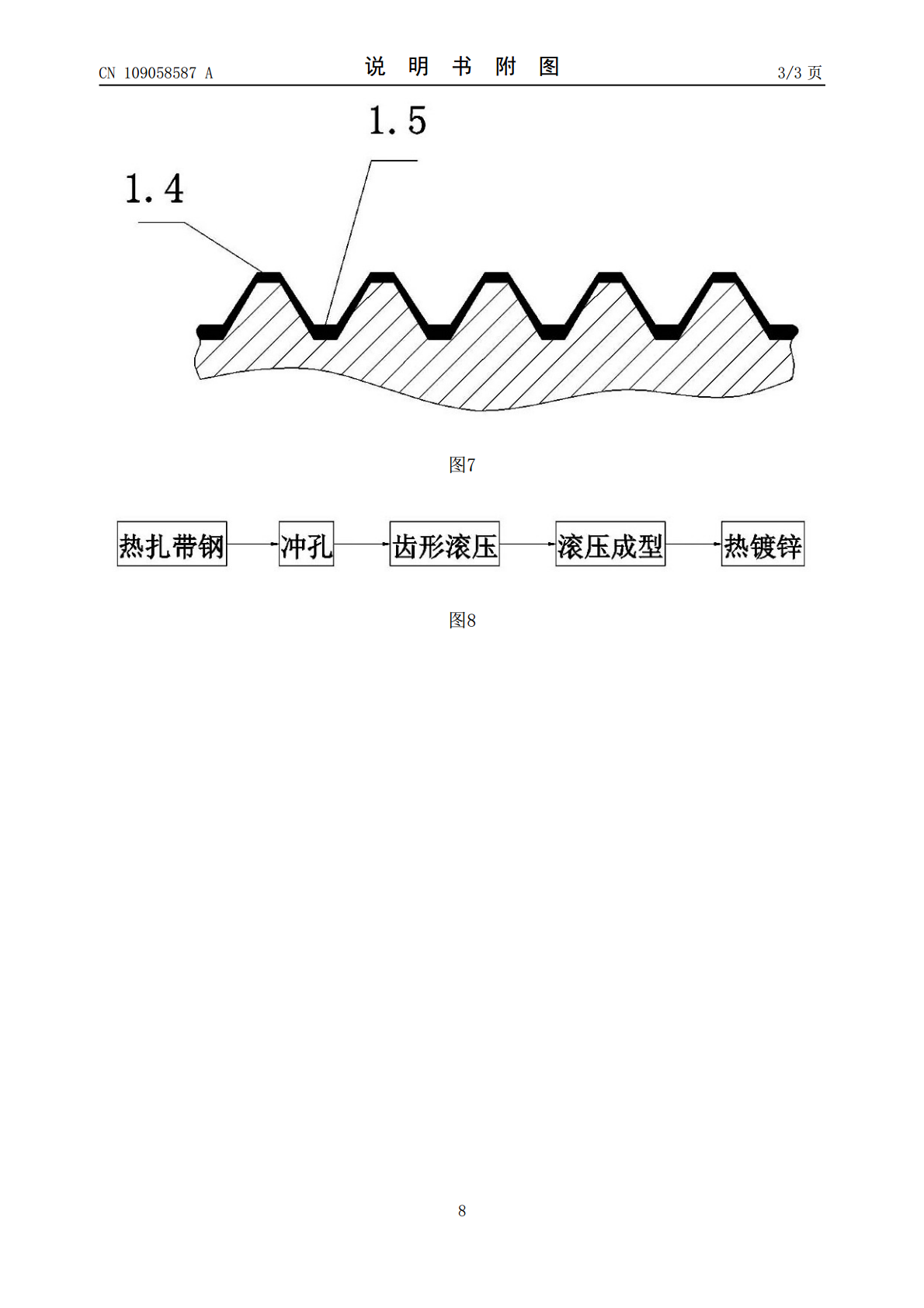
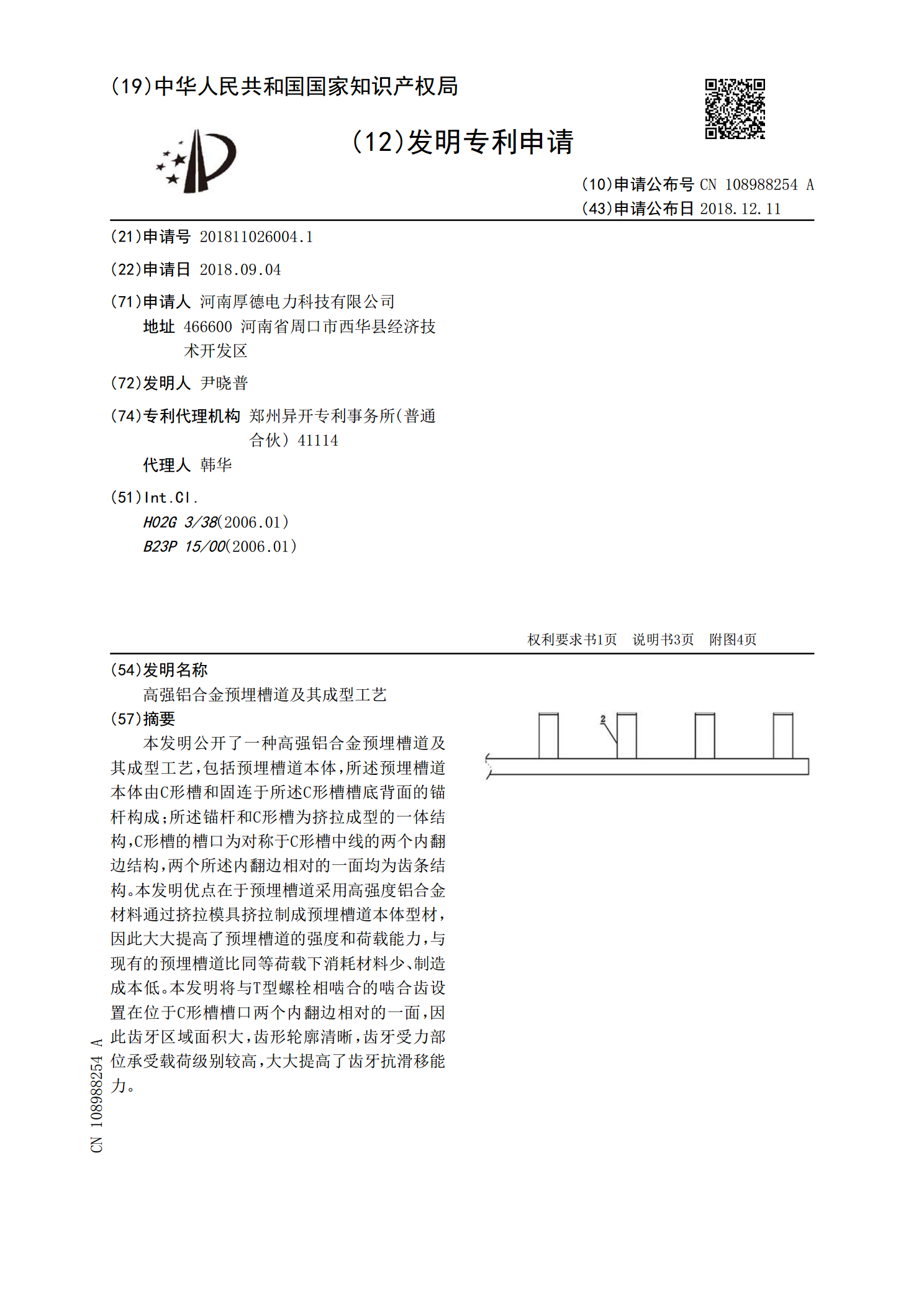
本发明公开了一种高强铝合金预埋槽道及其成型工艺,包括预埋槽道本体,所述预埋槽道本体由C形槽和固连于所述C形槽槽底背面的锚杆构成;所述锚杆和C形槽为挤拉成型的一体结构,C形槽的槽口为对称于C形槽中线的两个内翻边结构,两个所述内翻边相对的一面均为齿条结构。本发明优点在于预埋槽道采用高强度铝合金材料通过挤拉模具挤拉制成预埋槽道本体型材,因此大大提高了预埋槽道的强度和荷载能力,与现有的预埋槽道比同等荷载下消耗材料少、制造成本低。本发明将与T型螺栓相啮合的啮合齿设置在位于C形槽槽口两个内翻边相对的一面,因此齿牙区域
高强铝合金预埋槽道组件及预埋槽道成型工艺.pdf
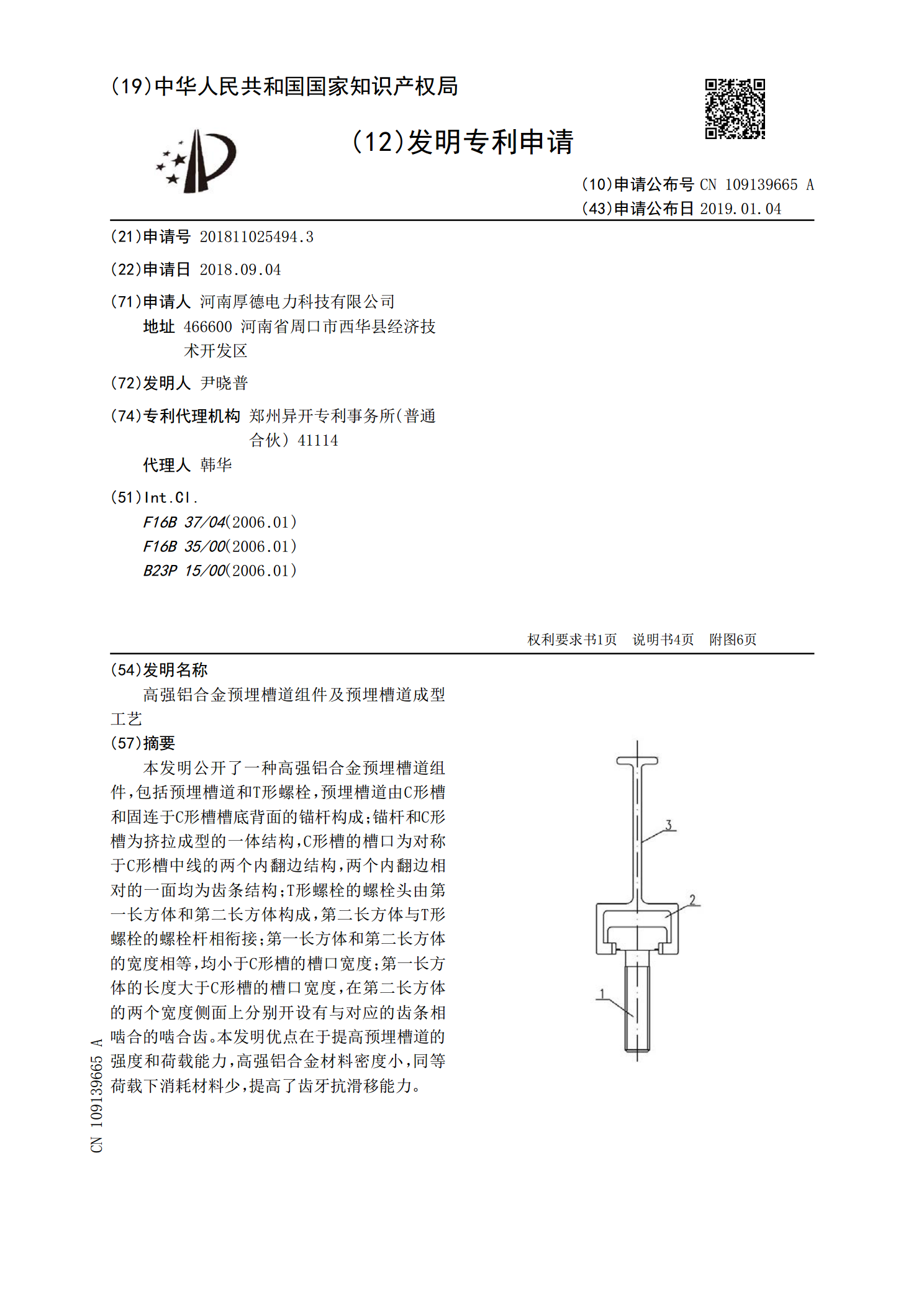
本发明公开了一种高强铝合金预埋槽道组件,包括预埋槽道和T形螺栓,预埋槽道由C形槽和固连于C形槽槽底背面的锚杆构成;锚杆和C形槽为挤拉成型的一体结构,C形槽的槽口为对称于C形槽中线的两个内翻边结构,两个内翻边相对的一面均为齿条结构;T形螺栓的螺栓头由第一长方体和第二长方体构成,第二长方体与T形螺栓的螺栓杆相衔接;第一长方体和第二长方体的宽度相等,均小于C形槽的槽口宽度;第一长方体的长度大于C形槽的槽口宽度,在第二长方体的两个宽度侧面上分别开设有与对应的齿条相啮合的啮合齿。本发明优点在于提高预埋槽道的强度和荷

空调支吊架工艺.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:目录一、管道支吊架………………………………………………………………………(3)1垂直管道支架……………………………………………………………………(3)1.1垂直管道主承重支架………………………………………………………(3)1.2垂直管道承重支架…………………………………………………………(4)2水平管道支架……………………………………………………………