
高强铝合金预埋槽道组件及预埋槽道成型工艺.pdf

是你****晨呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高强铝合金预埋槽道组件及预埋槽道成型工艺.pdf
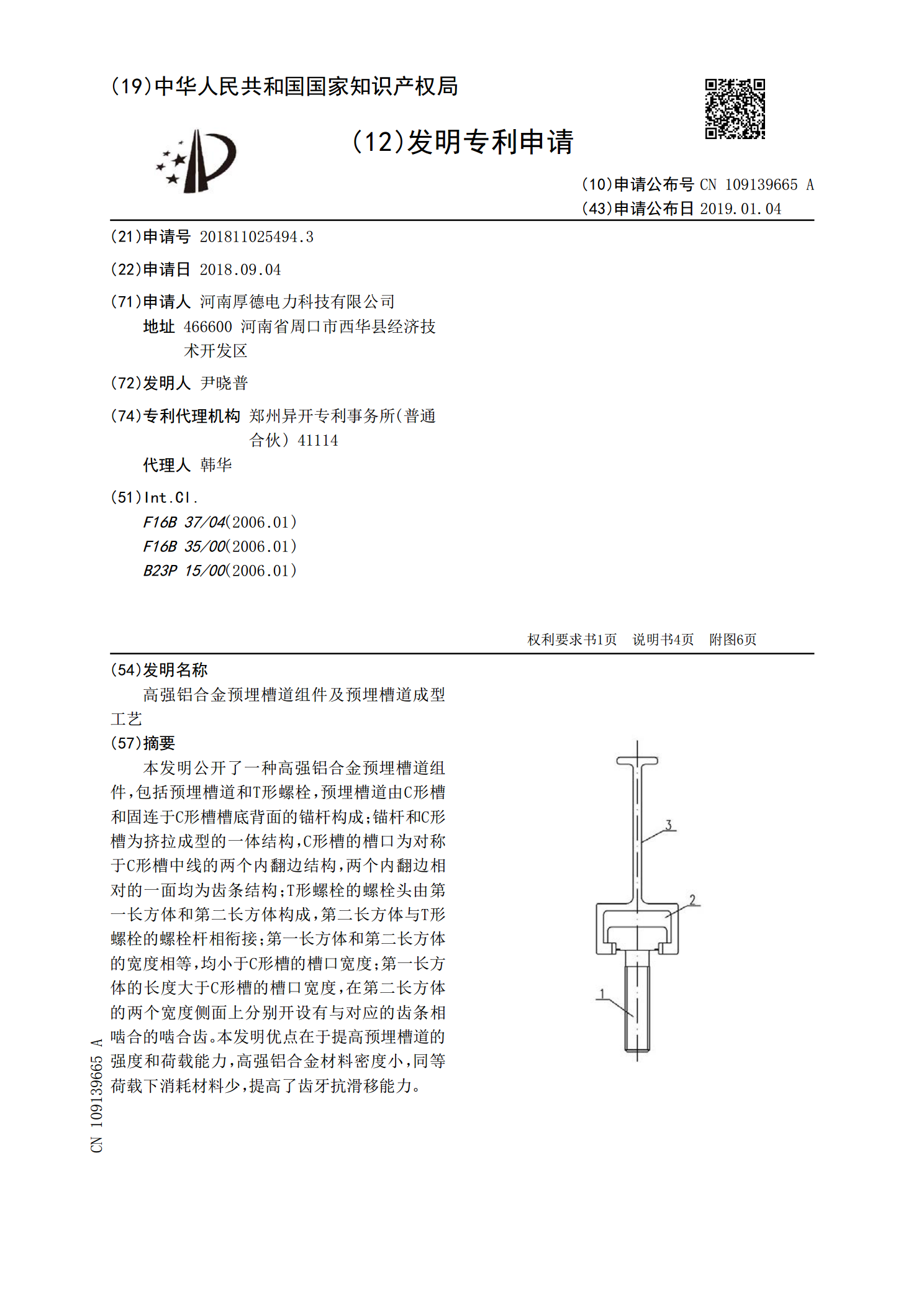
本发明公开了一种高强铝合金预埋槽道组件,包括预埋槽道和T形螺栓,预埋槽道由C形槽和固连于C形槽槽底背面的锚杆构成;锚杆和C形槽为挤拉成型的一体结构,C形槽的槽口为对称于C形槽中线的两个内翻边结构,两个内翻边相对的一面均为齿条结构;T形螺栓的螺栓头由第一长方体和第二长方体构成,第二长方体与T形螺栓的螺栓杆相衔接;第一长方体和第二长方体的宽度相等,均小于C形槽的槽口宽度;第一长方体的长度大于C形槽的槽口宽度,在第二长方体的两个宽度侧面上分别开设有与对应的齿条相啮合的啮合齿。本发明优点在于提高预埋槽道的强度和荷
高强铝合金预埋槽道及其成型工艺.pdf
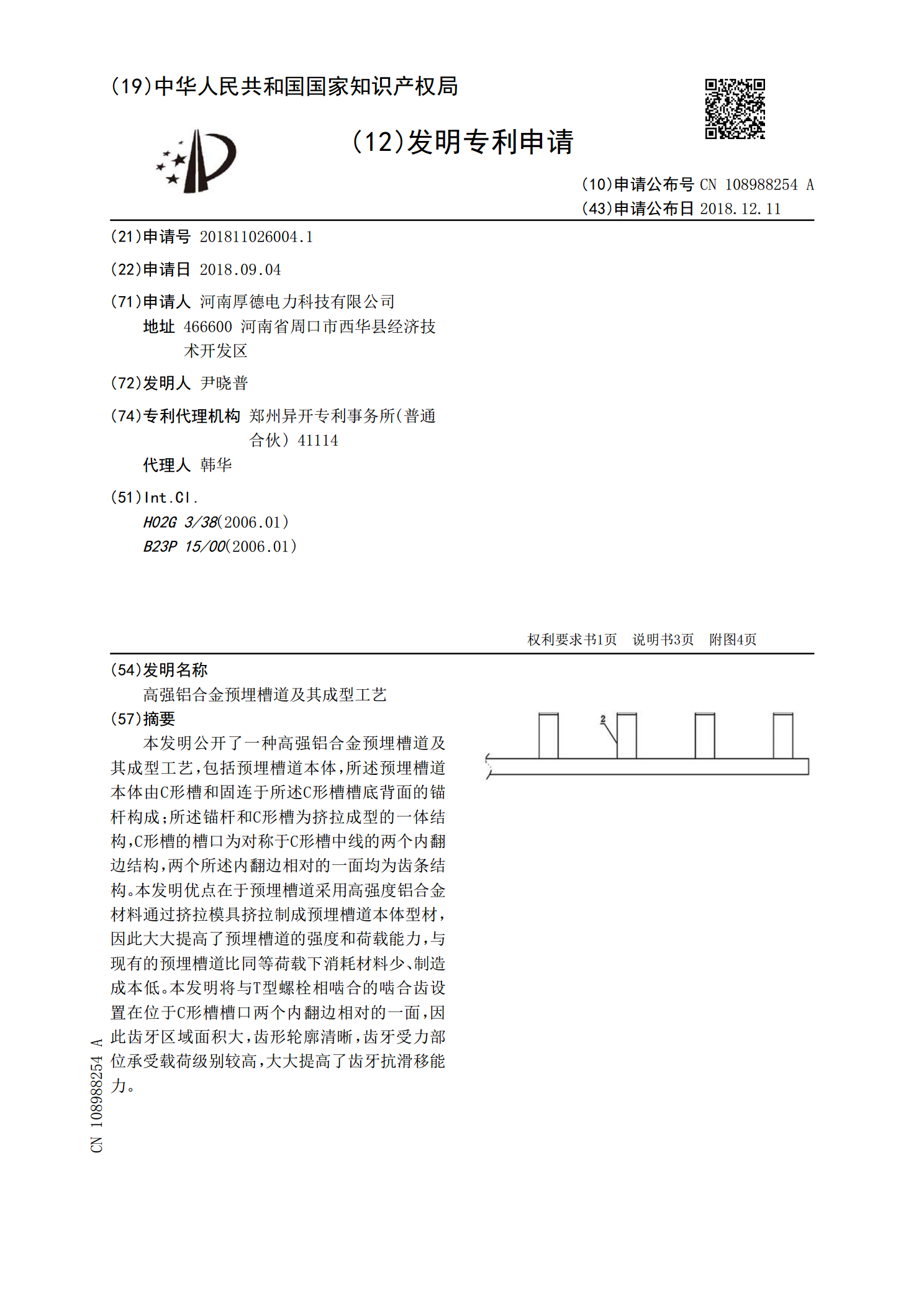
本发明公开了一种高强铝合金预埋槽道及其成型工艺,包括预埋槽道本体,所述预埋槽道本体由C形槽和固连于所述C形槽槽底背面的锚杆构成;所述锚杆和C形槽为挤拉成型的一体结构,C形槽的槽口为对称于C形槽中线的两个内翻边结构,两个所述内翻边相对的一面均为齿条结构。本发明优点在于预埋槽道采用高强度铝合金材料通过挤拉模具挤拉制成预埋槽道本体型材,因此大大提高了预埋槽道的强度和荷载能力,与现有的预埋槽道比同等荷载下消耗材料少、制造成本低。本发明将与T型螺栓相啮合的啮合齿设置在位于C形槽槽口两个内翻边相对的一面,因此齿牙区域

预埋槽道安装工艺.pptx
衬砌浇注、脱模;槽道组及环向接地钢筋焊接,(成型效果图)如下图:将槽道在地面固定在槽道模具的相应位置。槽道放置在模具上后,用直尺固定好间距,合适后,先点焊固定。用扁钢将槽道固定,扁钢不少于三道,扁钢尺寸6cm(宽)*5mm(厚度)。槽道间距确定无误后,将各个部位满焊,焊渣饱满,切忌焊伤槽道。选一根直径不小于16的圆钢,(带肋钢筋不小于18),作为环向接地钢筋。与扁钢施作有效焊接。环向钢筋长度以能伸到台车最近的天窗位置为准。(见下图)用T型螺栓将槽道与台车,模板进行固定(效果图)台车就位并伸展到设计尺寸槽道

一种用于预埋槽道组件圆弧成型的设备.pdf
本发明公开了一种用于预埋槽道组件圆弧成型的设备,包括工作平台;所述的工作平台上设置有若干个呈圆弧分布的固定滚轮机构;每两个相邻的固定滚轮机构的前方中间位置还设有一个可调滚轮机构,所述的可调滚轮机构与相邻的两个固定滚轮机构呈品字形分布;所述的固定滚轮机构包括主动滚轮;所述的可调滚轮机构包括上随动滚轮和下随动滚轮;当主动滚轮辊压预埋槽道组件中C型钢的槽口处时,上、下随动滚轮抵压在C型钢槽口的背面,该设备可多次折弯、同时可根据预埋槽道组件的厚度进行灵活调整。

外置预埋槽道处理方案.docx
合福铁路安徽段站前八标七分部预埋槽道处理方案编制:审核:批准:中铁隧道集团合福铁路HFZQ-8标项目经理部二〇一三年八月一、工程概况合福八标七分部管段内槽道需进行返工处理的槽道共计9处,分别为小尖山隧道横洞DK339+686.52,A1型槽道和五城隧道DK341+411.9的C2型槽道、DK341+422.3的C2型槽道、DK341+430.6的A1型槽道、DK341+451.4的F3型槽道、DK341+451.4的F3型槽道、DK341+505.4的A2型槽道、DK341+515.8的A2型槽道、DK3