
一种内弧定位块及其加工方法.pdf

一吃****永贺

1/7
2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内弧定位块及其加工方法.pdf
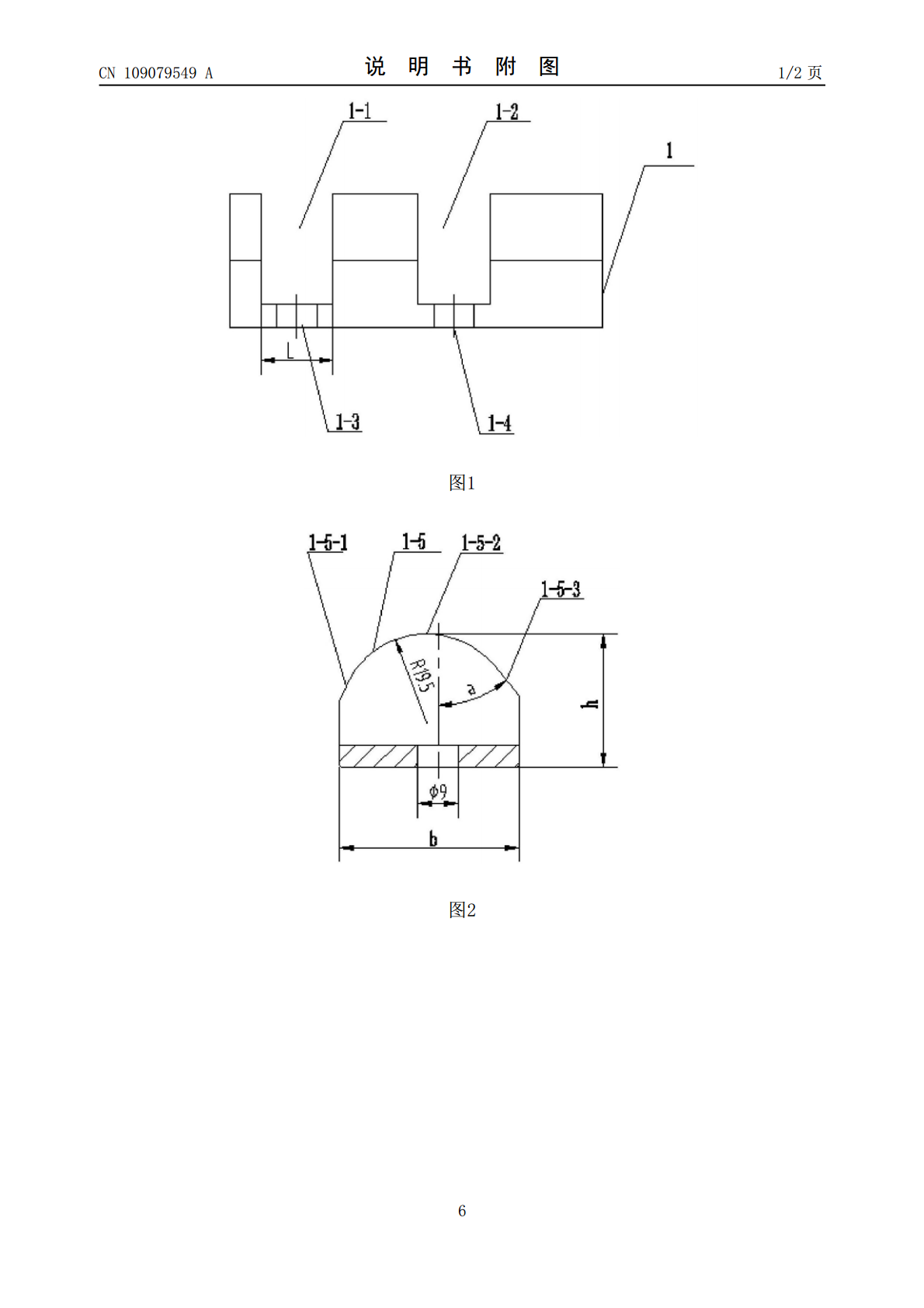
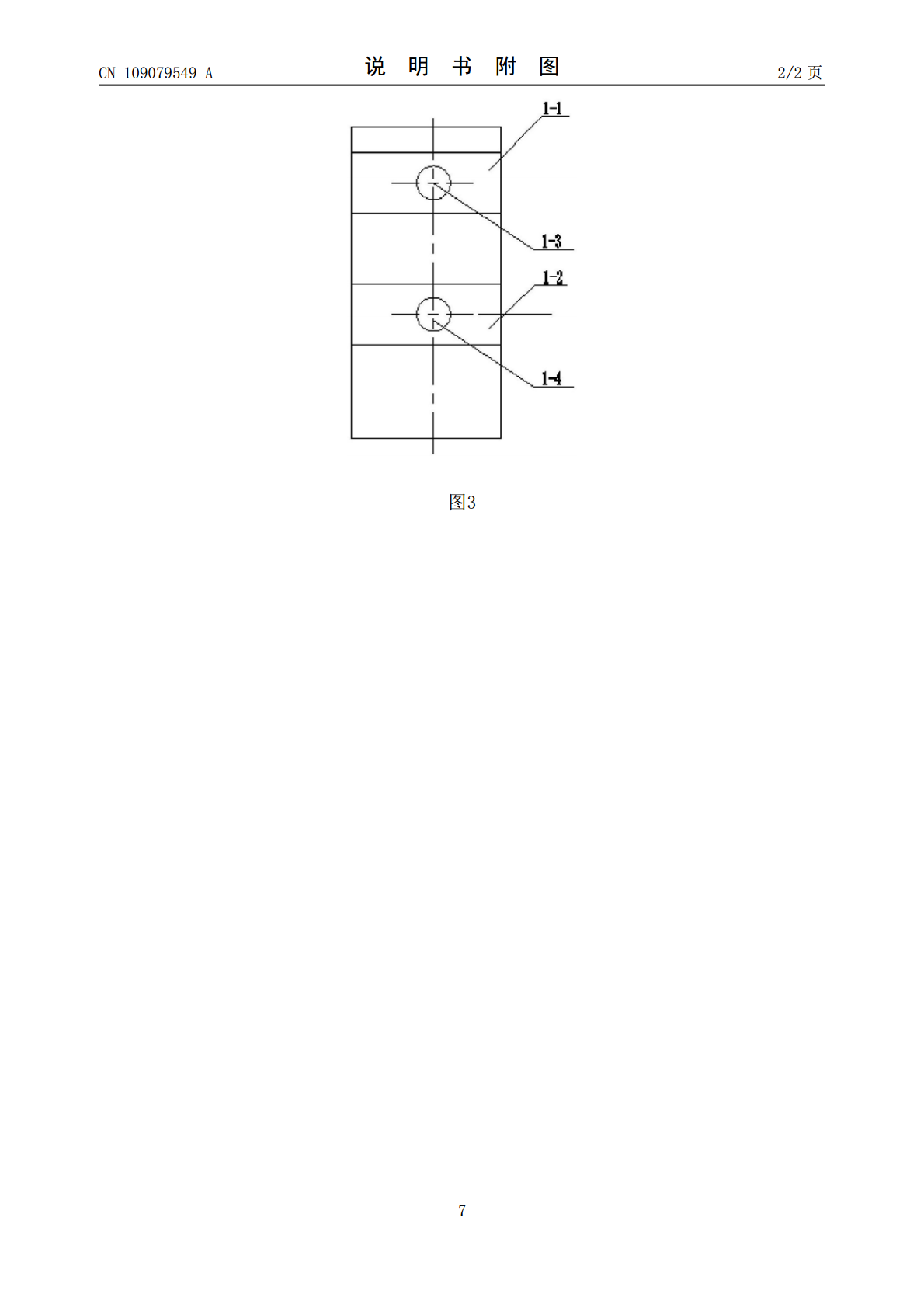
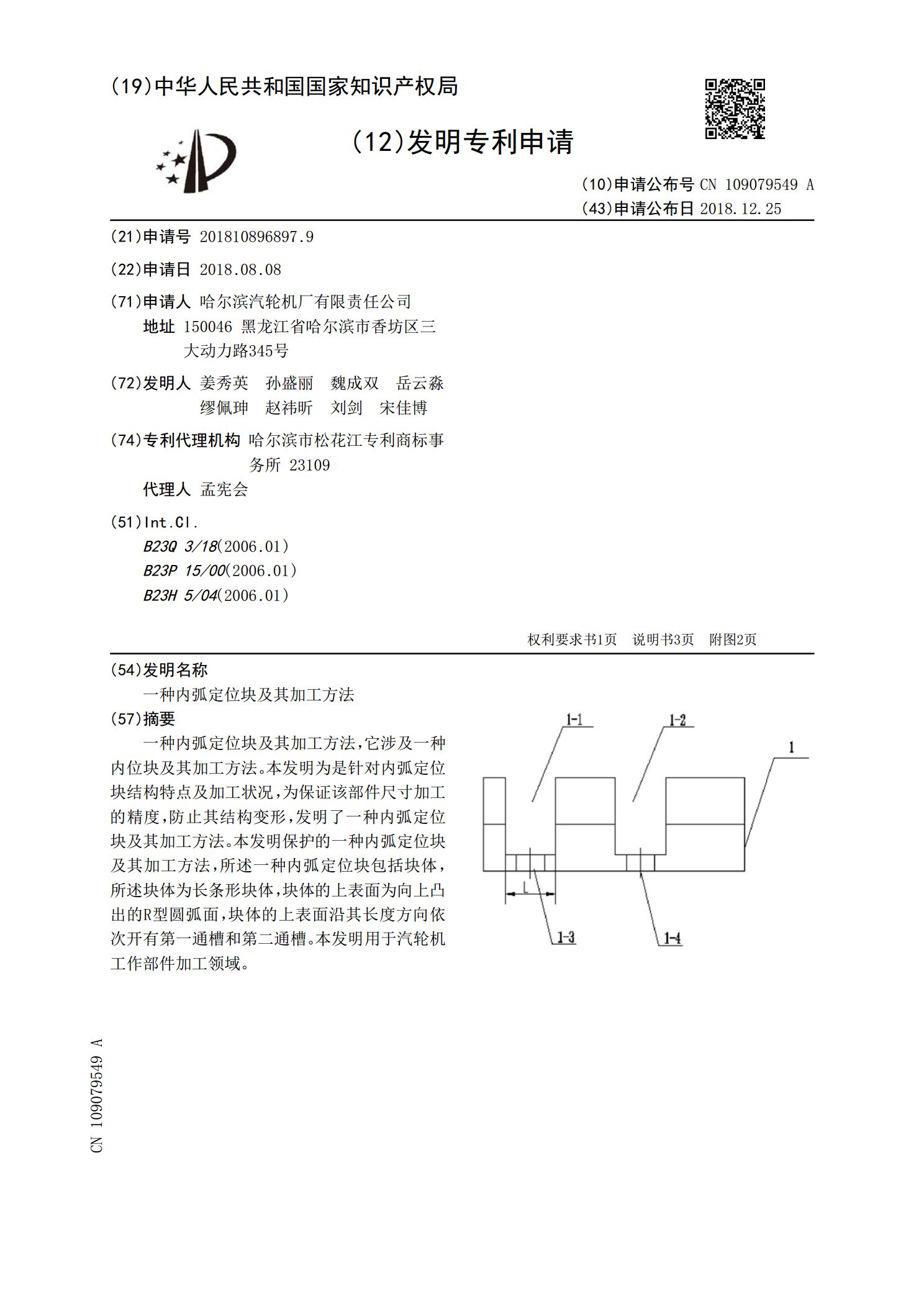
一种内弧定位块及其加工方法,它涉及一种内位块及其加工方法。本发明为是针对内弧定位块结构特点及加工状况,为保证该部件尺寸加工的精度,防止其结构变形,发明了一种内弧定位块及其加工方法。本发明保护的一种内弧定位块及其加工方法,所述一种内弧定位块包括块体,所述块体为长条形块体,块体的上表面为向上凸出的R型圆弧面,块体的上表面沿其长度方向依次开有第一通槽和第二通槽。本发明用于汽轮机工作部件加工领域。
一种内星轮模具出气孔加工定位块及其加工方法.pdf
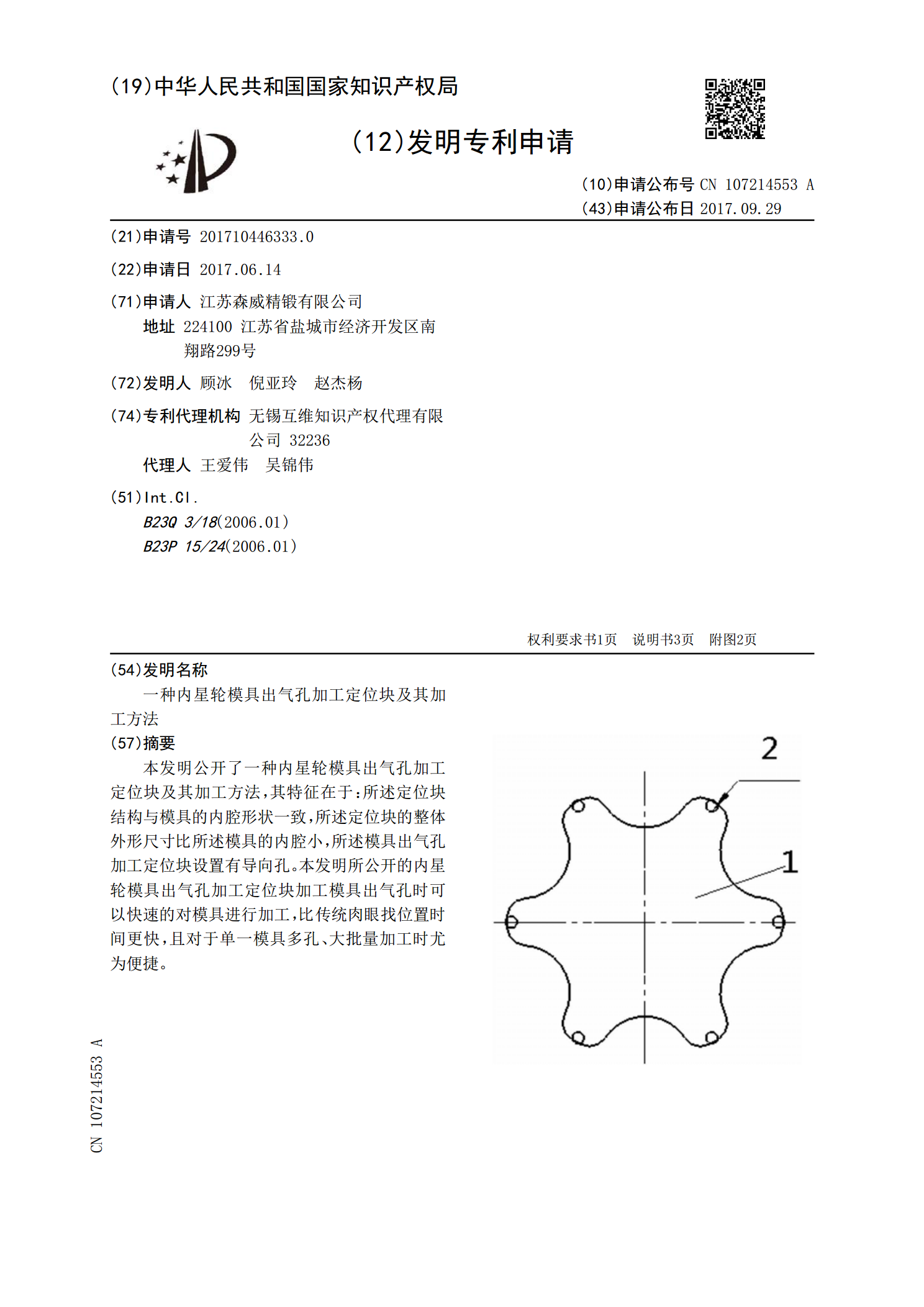
本发明公开了一种内星轮模具出气孔加工定位块及其加工方法,其特征在于:所述定位块结构与模具的内腔形状一致,所述定位块的整体外形尺寸比所述模具的内腔小,所述模具出气孔加工定位块设置有导向孔。本发明所公开的内星轮模具出气孔加工定位块加工模具出气孔时可以快速的对模具进行加工,比传统肉眼找位置时间更快,且对于单一模具多孔、大批量加工时尤为便捷。
一种内花键齿轮节圆快速定位装置及其加工方法.pdf
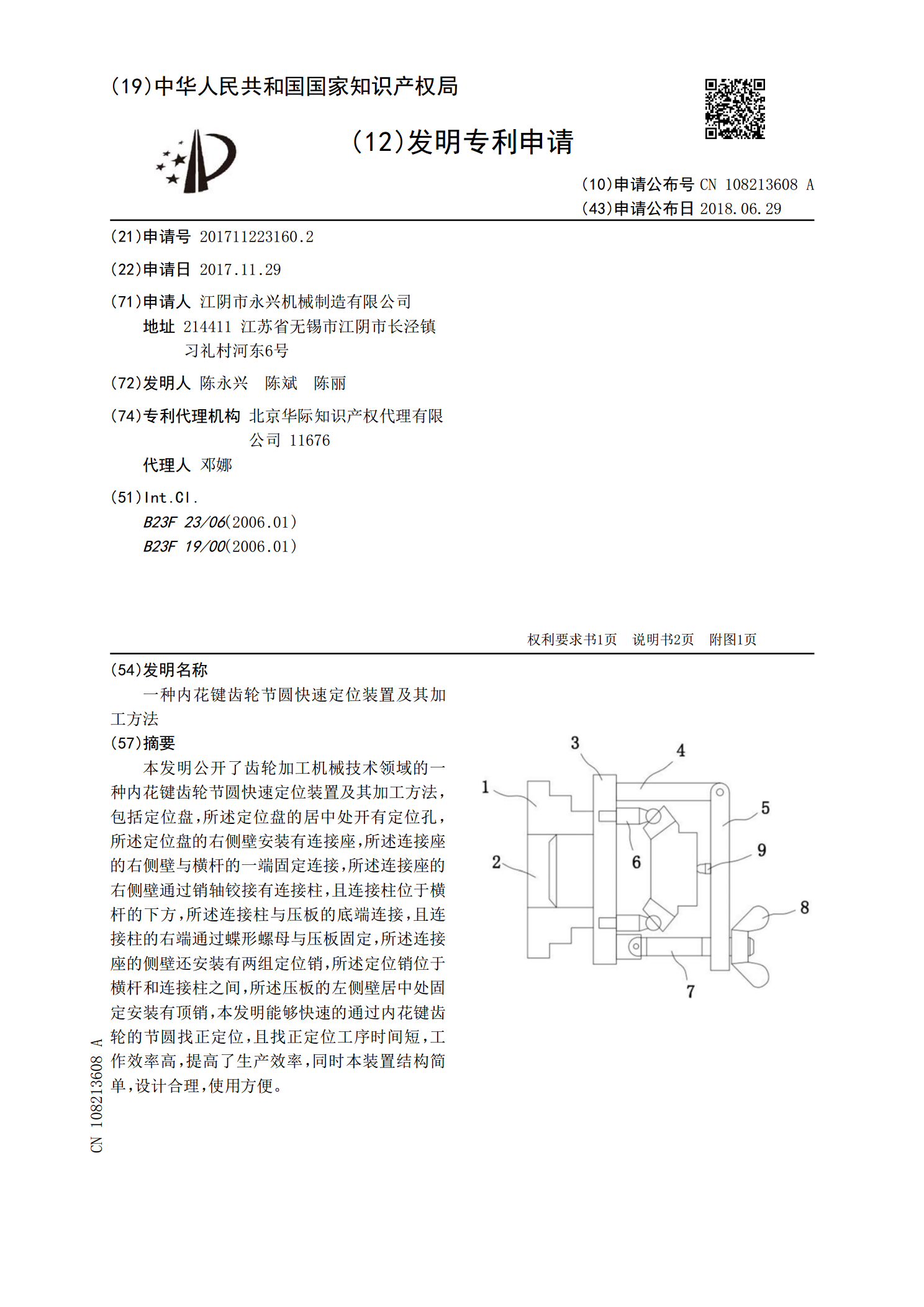
本发明公开了齿轮加工机械技术领域的一种内花键齿轮节圆快速定位装置及其加工方法,包括定位盘,所述定位盘的居中处开有定位孔,所述定位盘的右侧壁安装有连接座,所述连接座的右侧壁与横杆的一端固定连接,所述连接座的右侧壁通过销轴铰接有连接柱,且连接柱位于横杆的下方,所述连接柱与压板的底端连接,且连接柱的右端通过蝶形螺母与压板固定,所述连接座的侧壁还安装有两组定位销,所述定位销位于横杆和连接柱之间,所述压板的左侧壁居中处固定安装有顶销,本发明能够快速的通过内花键齿轮的节圆找正定位,且找正定位工序时间短,工作效率高,提

一种内花键齿轮节圆快速定位装置及其加工方法.pdf
本发明提供了一种内花键齿轮节圆快速定位装置及其加工方法,包括一可容纳内花键齿轮的圆筒和一保持架,所述圆筒的内壁上均匀分布有三段相同的圆弧形缺口;所述保持架套装在所述圆筒的顶部,所述保持架的下部柔性悬挂有沿圆周方向均匀分布的三串至少包括一个滚珠的滚珠串,所述滚珠串分别被所述三段圆弧形缺口及其对应的内花键齿轮的齿槽所卡接。本发明的一种内花键齿轮节圆快速定位装置,能够快速的进行内花键齿轮的节圆找正定位,然后以节圆为基准加工内花键,降低了热处理变形造成的齿形轴线与内花键轴线的偏离,提高了生产效率,结构简单,使用方
一种内齿轮加工的定位方法.pdf
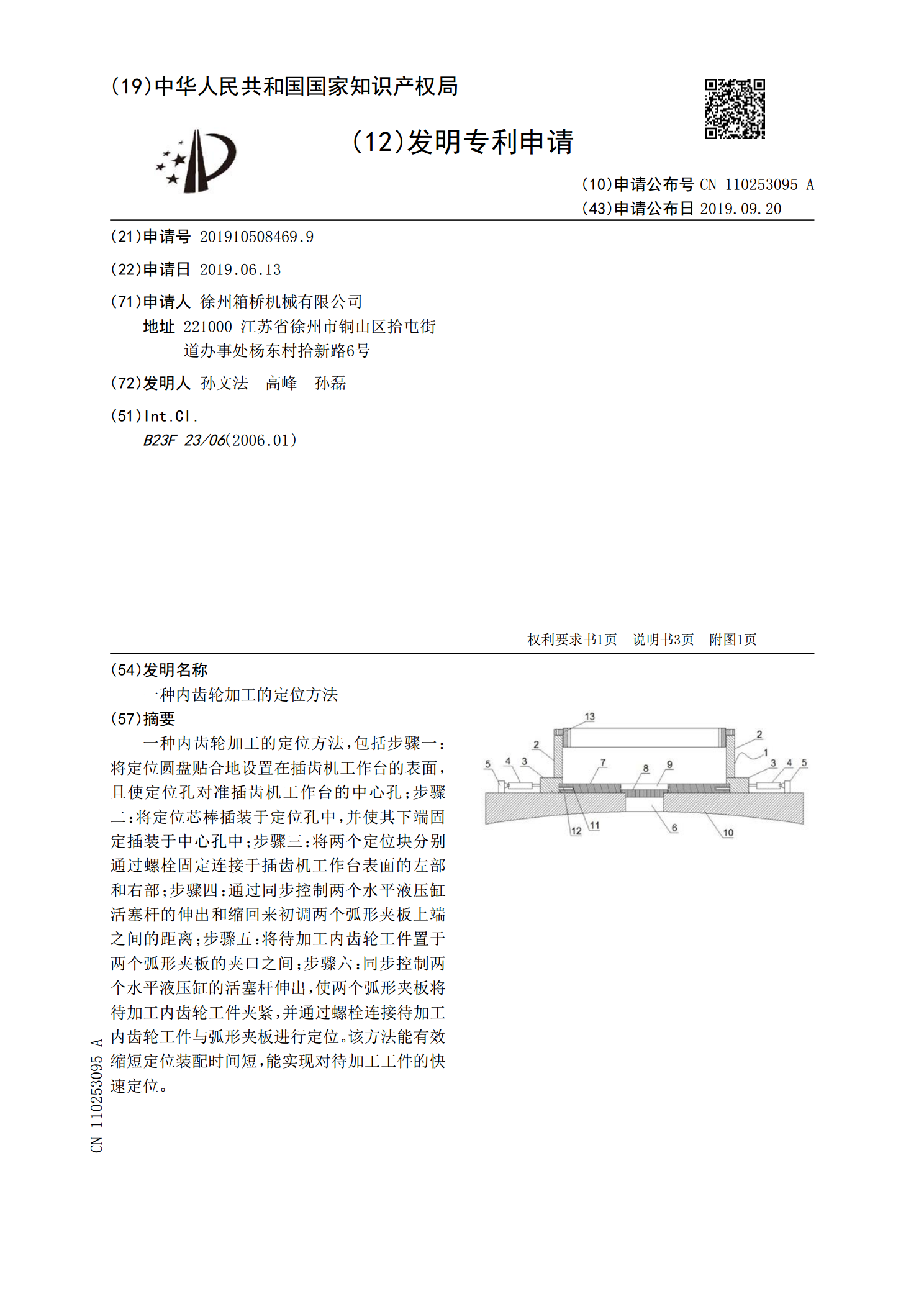
一种内齿轮加工的定位方法,包括步骤一:将定位圆盘贴合地设置在插齿机工作台的表面,且使定位孔对准插齿机工作台的中心孔;步骤二:将定位芯棒插装于定位孔中,并使其下端固定插装于中心孔中;步骤三:将两个定位块分别通过螺栓固定连接于插齿机工作台表面的左部和右部;步骤四:通过同步控制两个水平液压缸活塞杆的伸出和缩回来初调两个弧形夹板上端之间的距离;步骤五:将待加工内齿轮工件置于两个弧形夹板的夹口之间;步骤六:同步控制两个水平液压缸的活塞杆伸出,使两个弧形夹板将待加工内齿轮工件夹紧,并通过螺栓连接待加工内齿轮工件与弧形