
一种内星轮模具出气孔加工定位块及其加工方法.pdf

高格****gu


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内星轮模具出气孔加工定位块及其加工方法.pdf
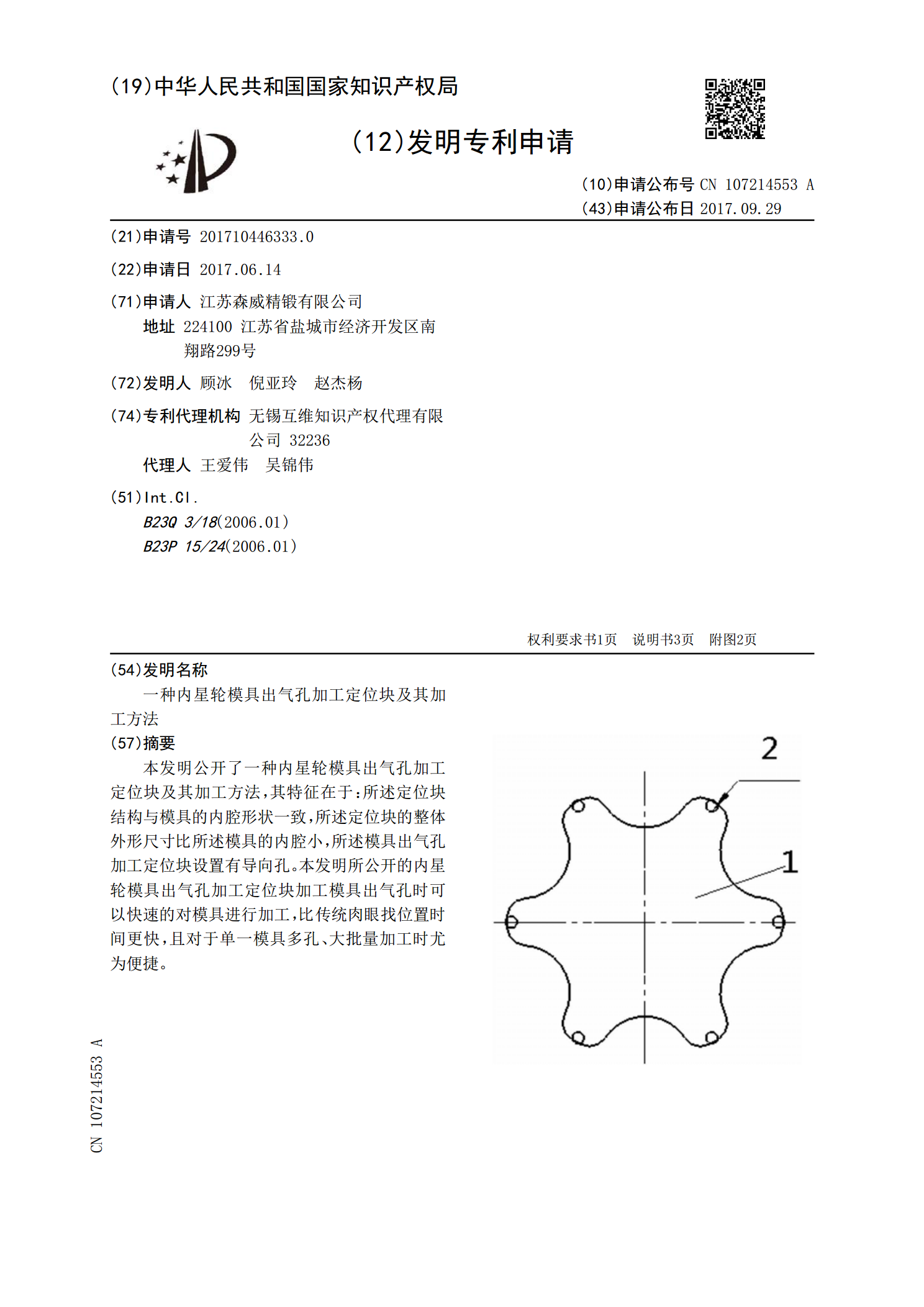
本发明公开了一种内星轮模具出气孔加工定位块及其加工方法,其特征在于:所述定位块结构与模具的内腔形状一致,所述定位块的整体外形尺寸比所述模具的内腔小,所述模具出气孔加工定位块设置有导向孔。本发明所公开的内星轮模具出气孔加工定位块加工模具出气孔时可以快速的对模具进行加工,比传统肉眼找位置时间更快,且对于单一模具多孔、大批量加工时尤为便捷。
一种内弧定位块及其加工方法.pdf
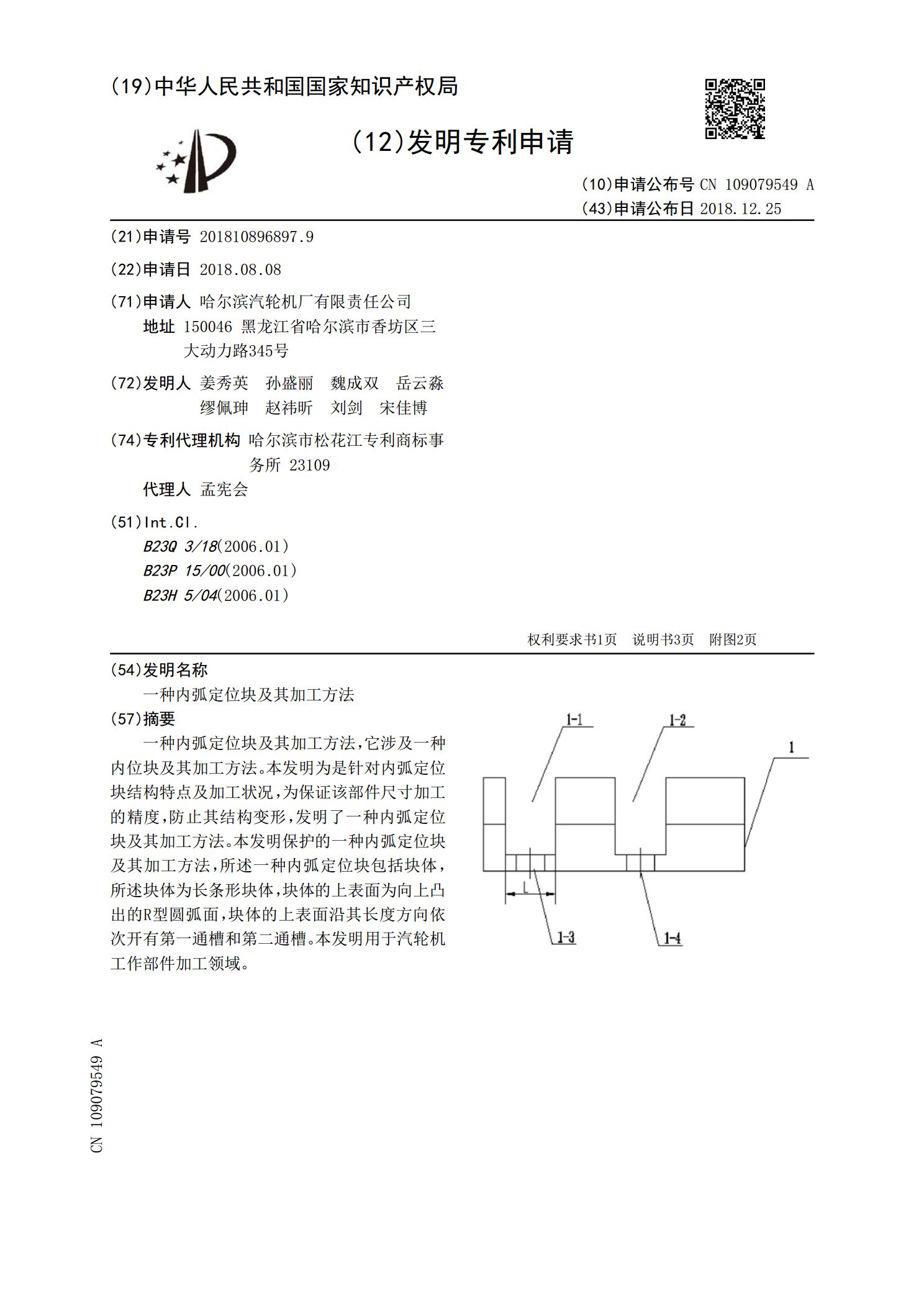
一种内弧定位块及其加工方法,它涉及一种内位块及其加工方法。本发明为是针对内弧定位块结构特点及加工状况,为保证该部件尺寸加工的精度,防止其结构变形,发明了一种内弧定位块及其加工方法。本发明保护的一种内弧定位块及其加工方法,所述一种内弧定位块包括块体,所述块体为长条形块体,块体的上表面为向上凸出的R型圆弧面,块体的上表面沿其长度方向依次开有第一通槽和第二通槽。本发明用于汽轮机工作部件加工领域。
加工定位模具及定位加工方法.pdf
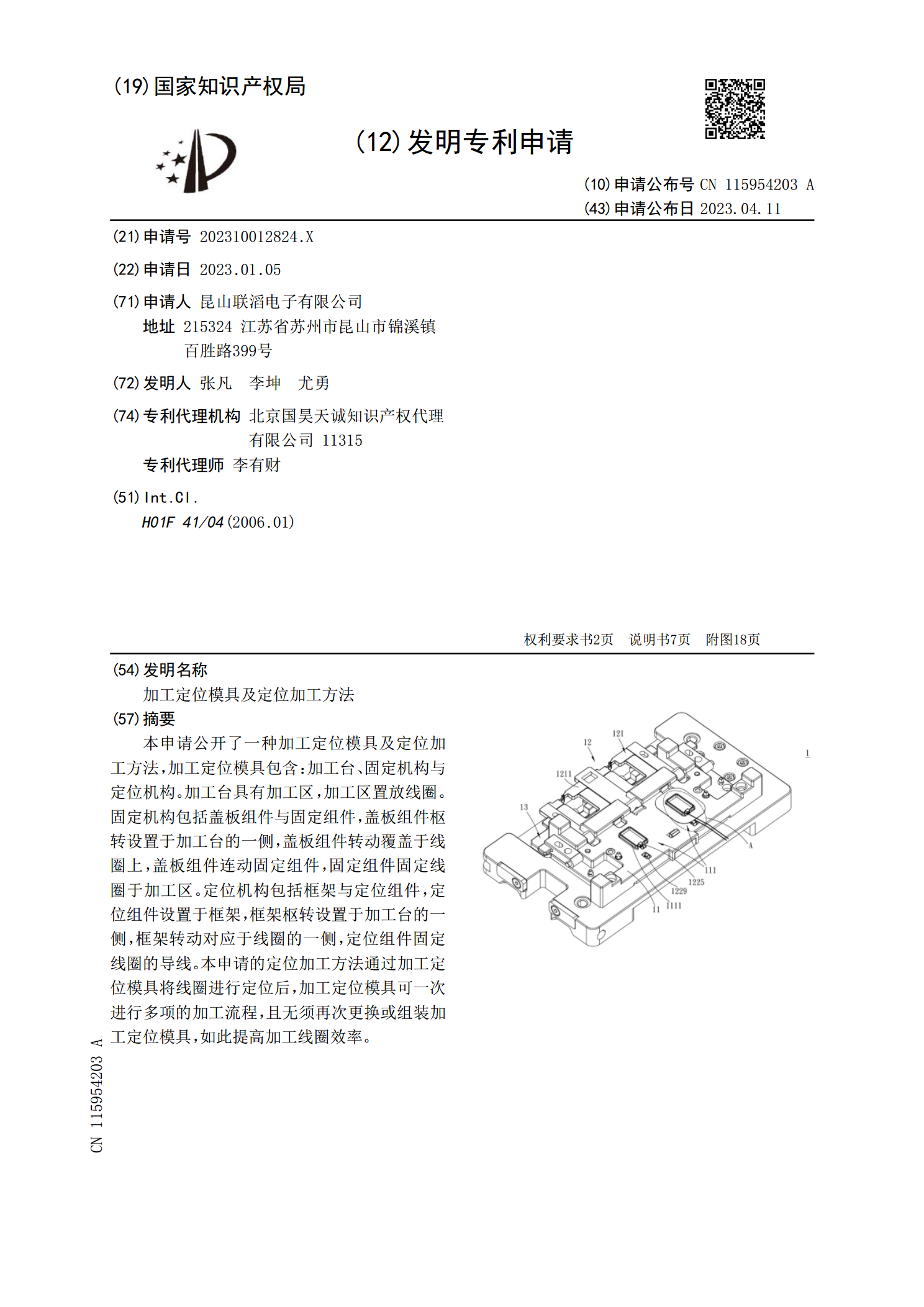
本申请公开了一种加工定位模具及定位加工方法,加工定位模具包含:加工台、固定机构与定位机构。加工台具有加工区,加工区置放线圈。固定机构包括盖板组件与固定组件,盖板组件枢转设置于加工台的一侧,盖板组件转动覆盖于线圈上,盖板组件连动固定组件,固定组件固定线圈于加工区。定位机构包括框架与定位组件,定位组件设置于框架,框架枢转设置于加工台的一侧,框架转动对应于线圈的一侧,定位组件固定线圈的导线。本申请的定位加工方法通过加工定位模具将线圈进行定位后,加工定位模具可一次进行多项的加工流程,且无须再次更换或组装加工定位模

一种用于轮胎花纹块模具电加工气孔的工装.pdf
本发明公开了一种用于轮胎模具花纹块电加工气孔的工装,包括工装基准板、精密圆导柱、精密圆柱导套,活络定位块,托盘。工装基准板上面四个角落各有一个按中心线对称布置的标准活络定位块,用螺丝固定在工装基准板上,四个标准活络定位块组成花纹块的四点支撑,而且根据不同型号的轮胎模具可以更换成对应的活络定位块;工装基准板长度方向中心线上有两个对称布置的通孔,用作花纹块与工装基准板之间固定连接的螺丝孔;上述通孔是腰型孔;工装基准板正面中间设置有花纹块定位销;基准板背面设置有两个精密圆柱导套,托盘上设置有两个精密圆导柱。快速

轮胎模具气孔加工装置及加工方法.pdf
本发明公开了一种轮胎模具气孔加工装置及加工方法,气孔加工装置包括工作台、摆动板、花纹块轴向摆动块、伺服电机、转动轴、花纹块周向摆动块,摆动板安装于花纹块轴向摆动块上,花纹块轴向摆动块与转动轴连接,转动轴与伺服电机传动连接,花纹块周向摆动块安装于摆动板上。利用花纹块轴向摆动块和花纹块周向摆动块实现花纹块轴向和周向两个方向的摆动,摆动灵活,保证了花纹块气孔位置的法向方向,摆动角度范围大,且利用伺服电机控制轴向摆动,摆动角度精确可调。