
一种内齿轮加工的定位方法.pdf

fa****楠吖

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内齿轮加工的定位方法.pdf
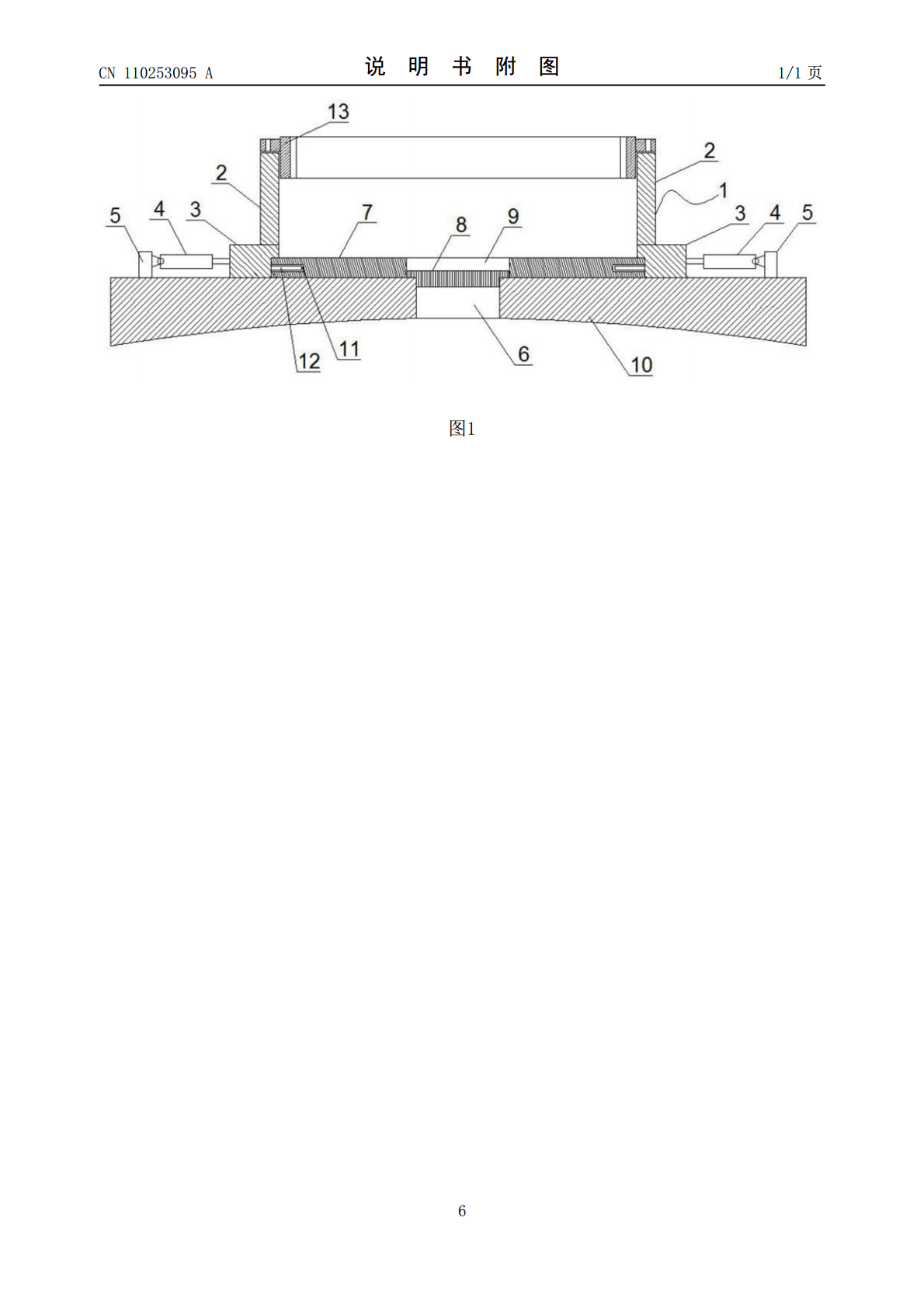
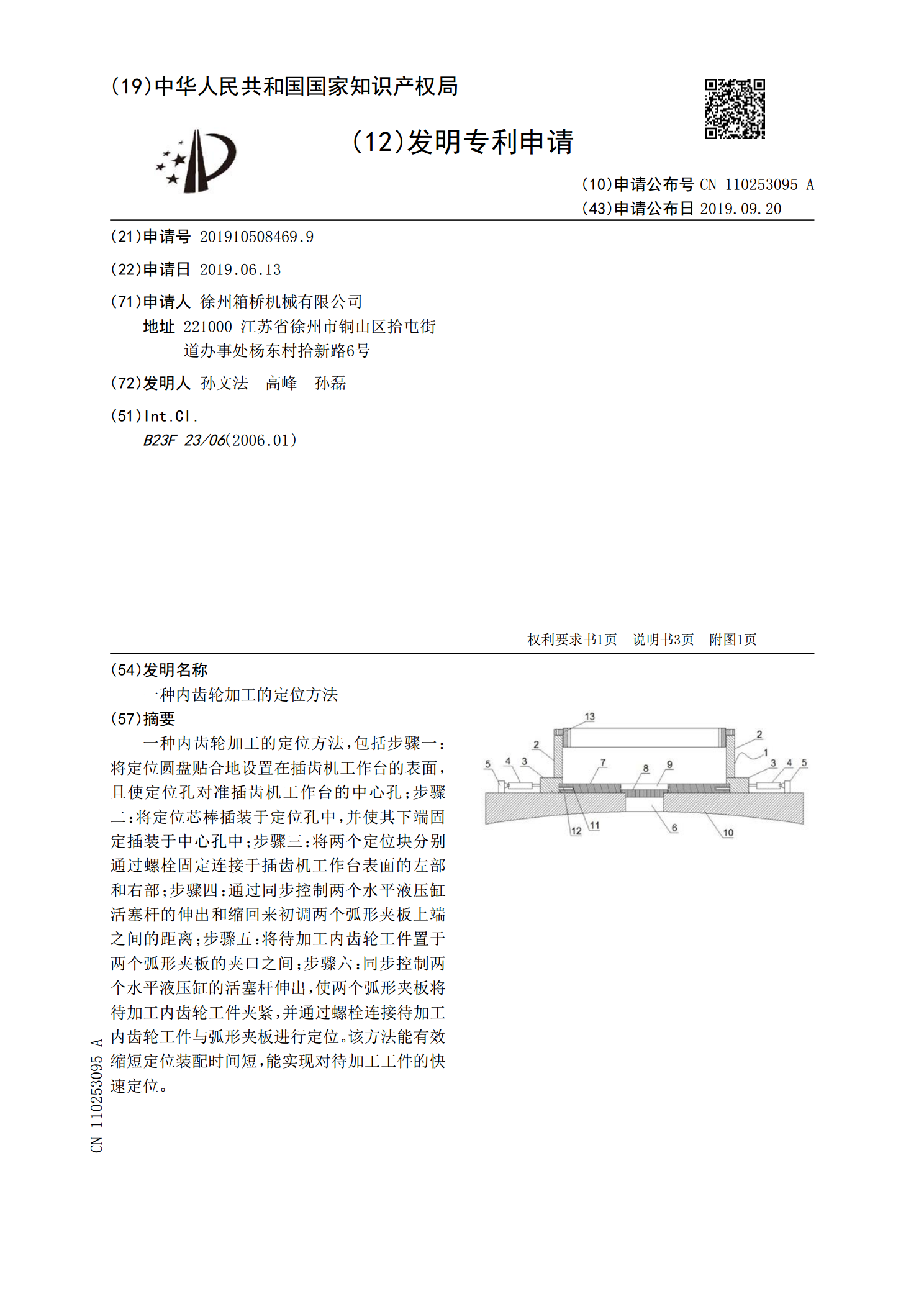
一种内齿轮加工的定位方法,包括步骤一:将定位圆盘贴合地设置在插齿机工作台的表面,且使定位孔对准插齿机工作台的中心孔;步骤二:将定位芯棒插装于定位孔中,并使其下端固定插装于中心孔中;步骤三:将两个定位块分别通过螺栓固定连接于插齿机工作台表面的左部和右部;步骤四:通过同步控制两个水平液压缸活塞杆的伸出和缩回来初调两个弧形夹板上端之间的距离;步骤五:将待加工内齿轮工件置于两个弧形夹板的夹口之间;步骤六:同步控制两个水平液压缸的活塞杆伸出,使两个弧形夹板将待加工内齿轮工件夹紧,并通过螺栓连接待加工内齿轮工件与弧形

一种加工齿轮内孔的定位方法.docx
一种加工齿轮内孔的定位方法论文题目:一种加工齿轮内孔的定位方法摘要:齿轮是机械传动中常用的零部件之一,其内孔的加工定位对于齿轮的性能和传动精度具有重要影响。本论文提出了一种新的加工齿轮内孔的定位方法,通过数控机床和传感器的协同工作,实现对齿轮内孔位置和形状的高精度定位与加工。该方法具有定位精度高、加工效率高、操作简单等优点,适用于各种规格和精度要求的齿轮内孔加工。关键词:齿轮加工;内孔定位;数控机床;传感器1.引言齿轮是机械传动中常用的零部件之一,广泛应用于各种机械设备中。齿轮的内孔作为安装在轴上传动的关
一种用于内齿轮加工的定位装置.pdf
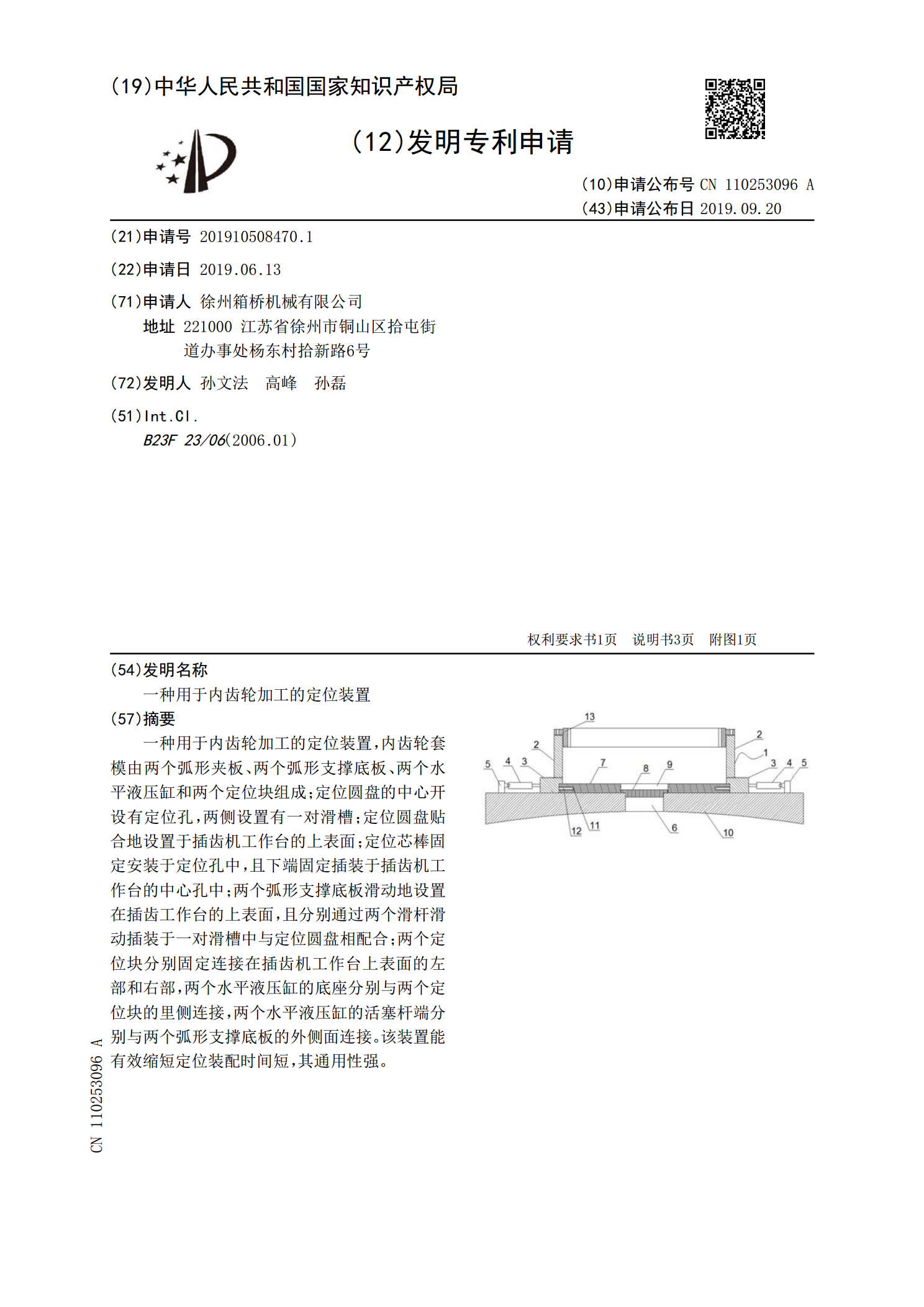
一种用于内齿轮加工的定位装置,内齿轮套模由两个弧形夹板、两个弧形支撑底板、两个水平液压缸和两个定位块组成;定位圆盘的中心开设有定位孔,两侧设置有一对滑槽;定位圆盘贴合地设置于插齿机工作台的上表面;定位芯棒固定安装于定位孔中,且下端固定插装于插齿机工作台的中心孔中;两个弧形支撑底板滑动地设置在插齿工作台的上表面,且分别通过两个滑杆滑动插装于一对滑槽中与定位圆盘相配合;两个定位块分别固定连接在插齿机工作台上表面的左部和右部,两个水平液压缸的底座分别与两个定位块的里侧连接,两个水平液压缸的活塞杆端分别与两个弧形
内齿轮加工方法及内齿轮加工机.pdf
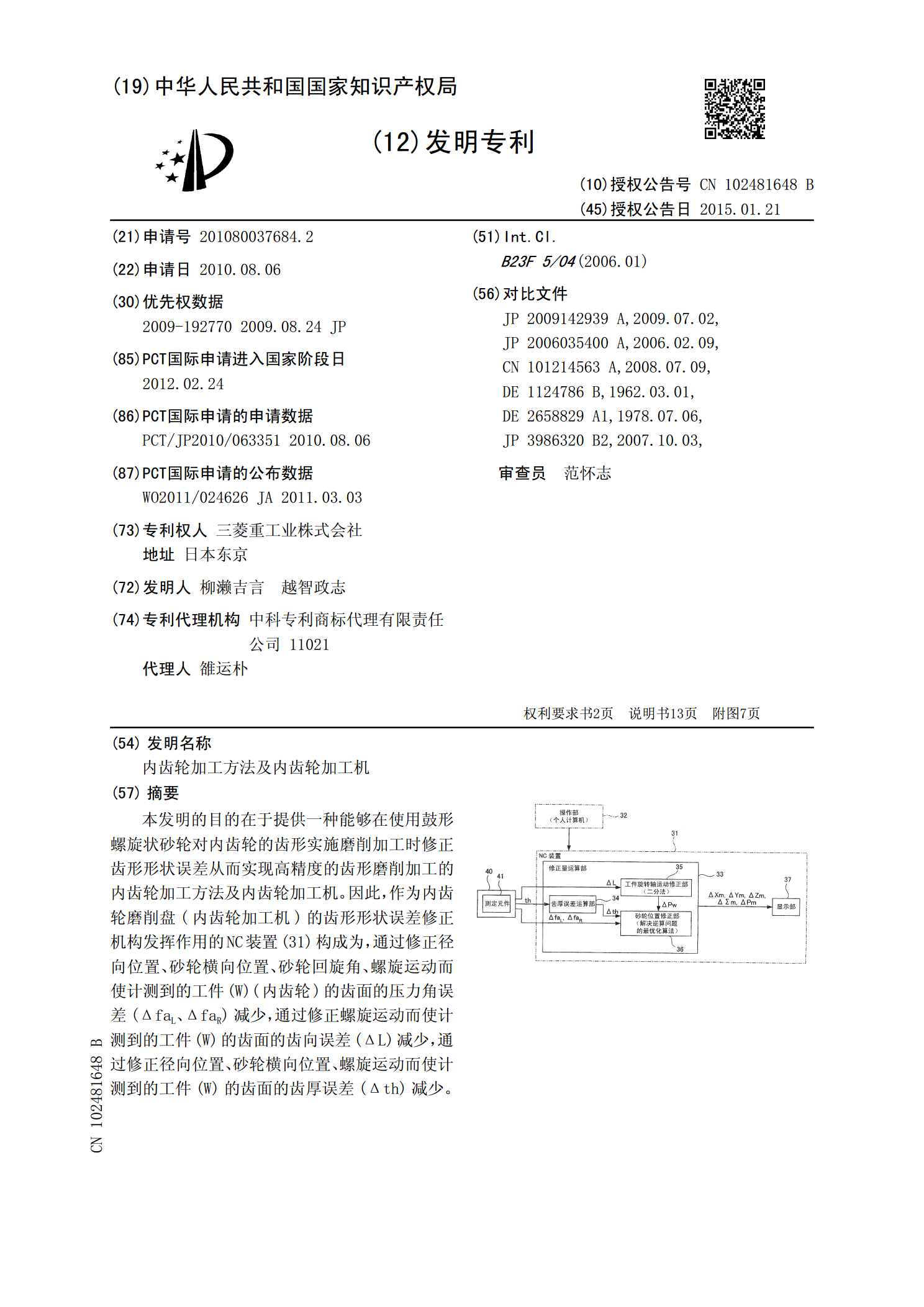
本发明的目的在于提供一种能够在使用鼓形螺旋状砂轮对内齿轮的齿形实施磨削加工时修正齿形形状误差从而实现高精度的齿形磨削加工的内齿轮加工方法及内齿轮加工机。因此,作为内齿轮磨削盘(内齿轮加工机)的齿形形状误差修正机构发挥作用的NC装置(31)构成为,通过修正径向位置、砂轮横向位置、砂轮回旋角、螺旋运动而使计测到的工件(W)(内齿轮)的齿面的压力角误差(ΔfaL、ΔfaR)减少,通过修正螺旋运动而使计测到的工件(W)的齿面的齿向误差(ΔL)减少,通过修正径向位置、砂轮横向位置、螺旋运动而使计测到的工件(W)的齿
一种内花键齿轮节圆快速定位装置及其加工方法.pdf
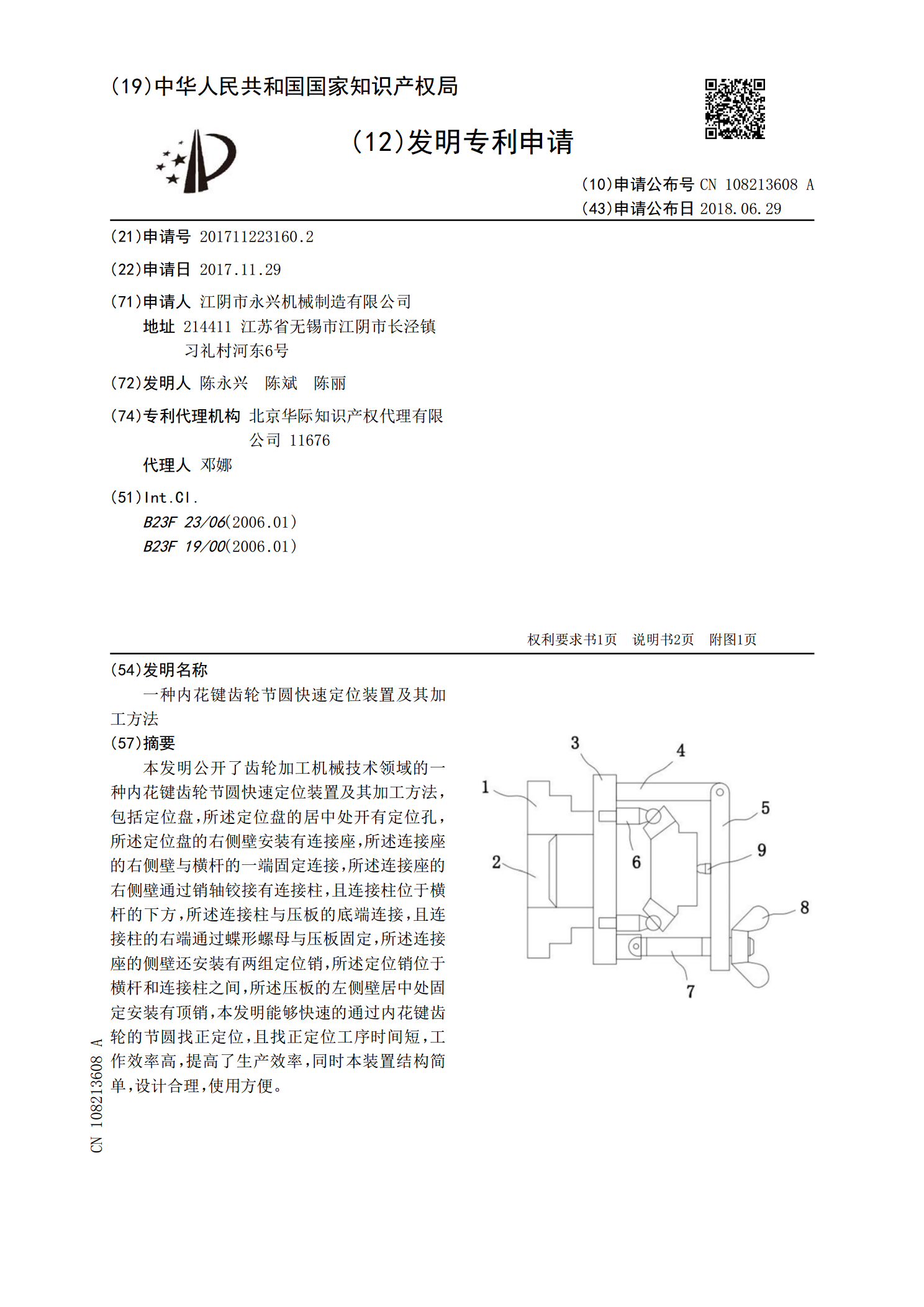
本发明公开了齿轮加工机械技术领域的一种内花键齿轮节圆快速定位装置及其加工方法,包括定位盘,所述定位盘的居中处开有定位孔,所述定位盘的右侧壁安装有连接座,所述连接座的右侧壁与横杆的一端固定连接,所述连接座的右侧壁通过销轴铰接有连接柱,且连接柱位于横杆的下方,所述连接柱与压板的底端连接,且连接柱的右端通过蝶形螺母与压板固定,所述连接座的侧壁还安装有两组定位销,所述定位销位于横杆和连接柱之间,所述压板的左侧壁居中处固定安装有顶销,本发明能够快速的通过内花键齿轮的节圆找正定位,且找正定位工序时间短,工作效率高,提