
一种内花键齿轮节圆快速定位装置及其加工方法.pdf

明轩****la


1/8
2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内花键齿轮节圆快速定位装置及其加工方法.pdf
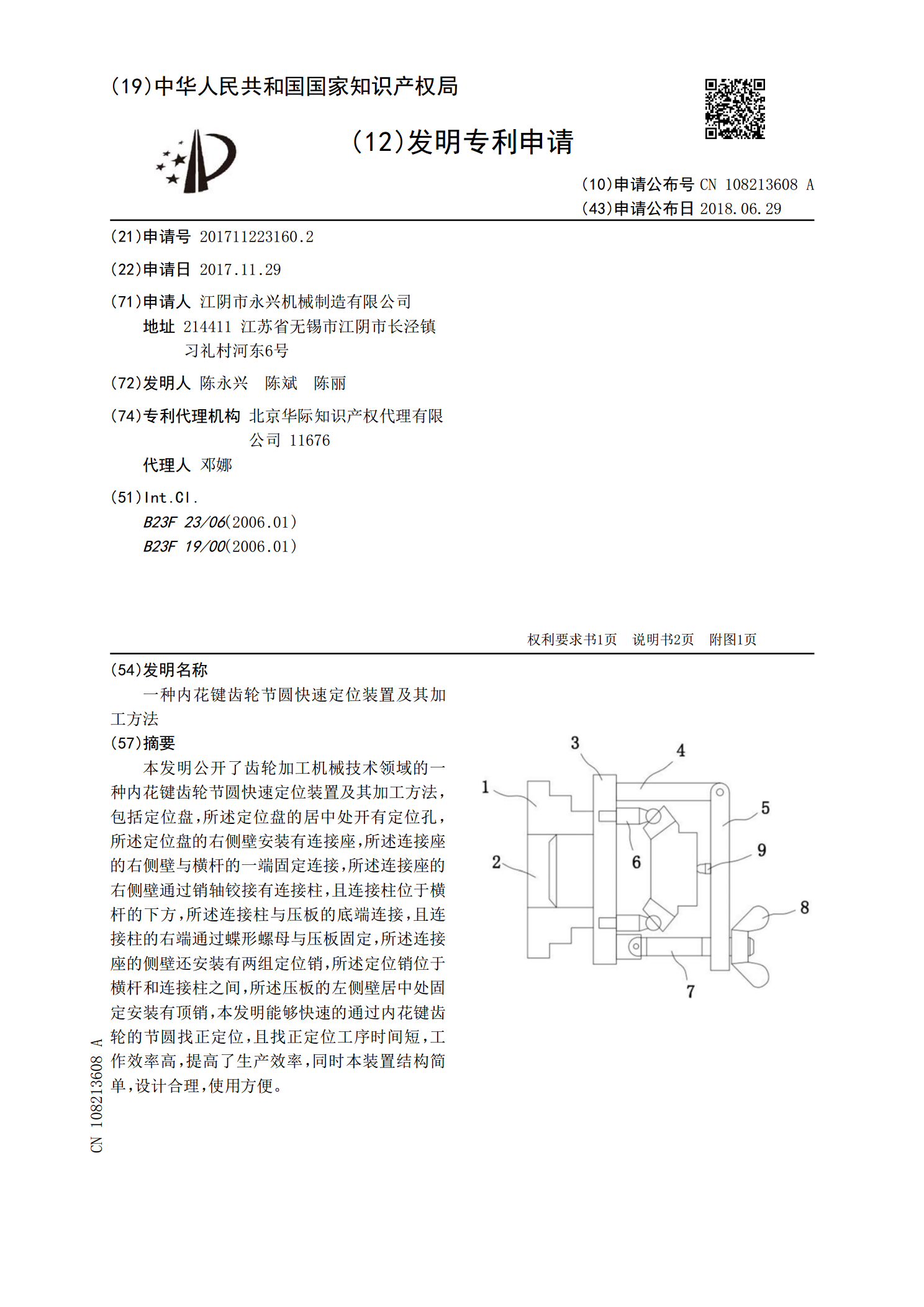
本发明公开了齿轮加工机械技术领域的一种内花键齿轮节圆快速定位装置及其加工方法,包括定位盘,所述定位盘的居中处开有定位孔,所述定位盘的右侧壁安装有连接座,所述连接座的右侧壁与横杆的一端固定连接,所述连接座的右侧壁通过销轴铰接有连接柱,且连接柱位于横杆的下方,所述连接柱与压板的底端连接,且连接柱的右端通过蝶形螺母与压板固定,所述连接座的侧壁还安装有两组定位销,所述定位销位于横杆和连接柱之间,所述压板的左侧壁居中处固定安装有顶销,本发明能够快速的通过内花键齿轮的节圆找正定位,且找正定位工序时间短,工作效率高,提

一种内花键齿轮节圆快速定位装置及其加工方法.pdf
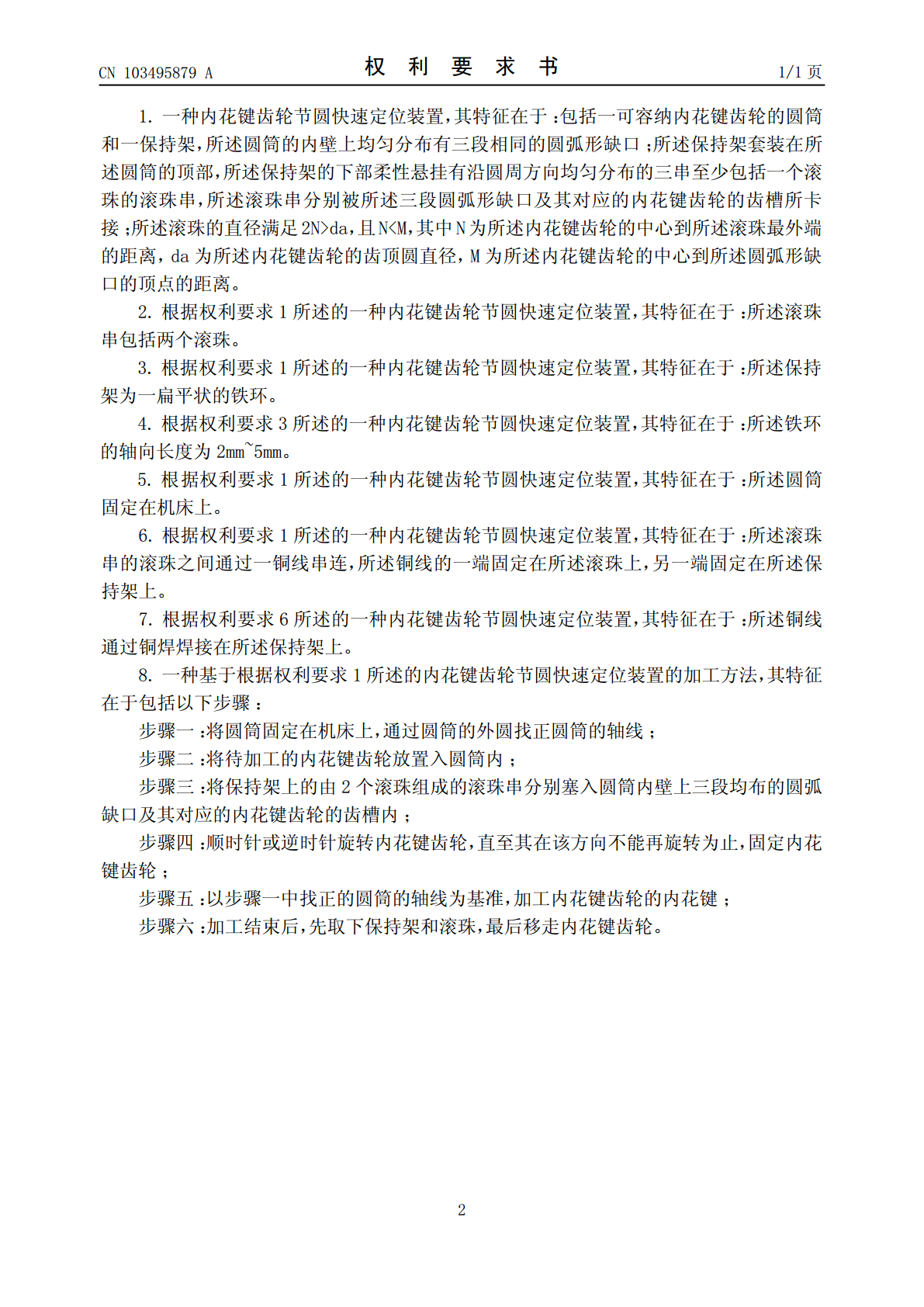
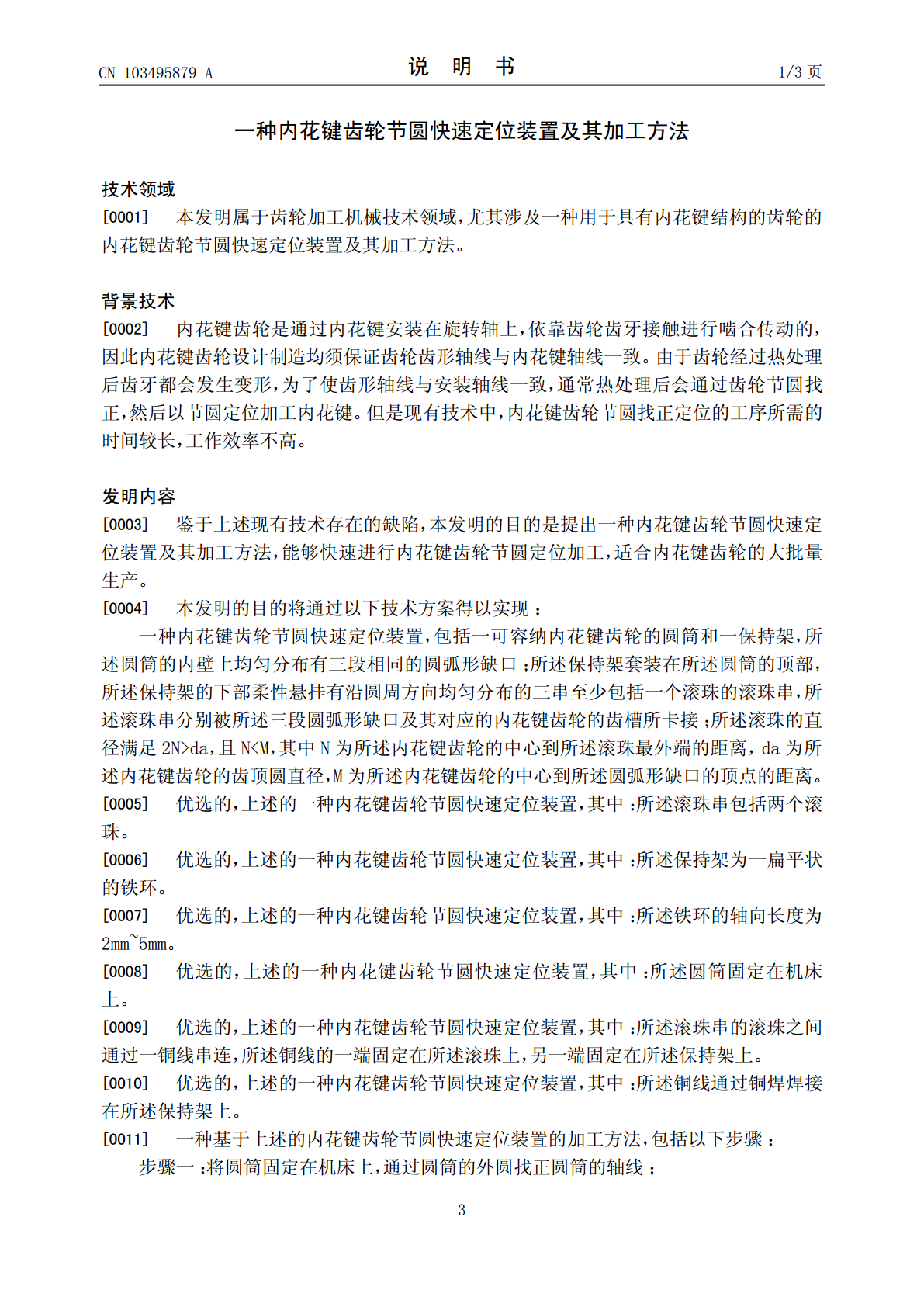
本发明提供了一种内花键齿轮节圆快速定位装置及其加工方法,包括一可容纳内花键齿轮的圆筒和一保持架,所述圆筒的内壁上均匀分布有三段相同的圆弧形缺口;所述保持架套装在所述圆筒的顶部,所述保持架的下部柔性悬挂有沿圆周方向均匀分布的三串至少包括一个滚珠的滚珠串,所述滚珠串分别被所述三段圆弧形缺口及其对应的内花键齿轮的齿槽所卡接。本发明的一种内花键齿轮节圆快速定位装置,能够快速的进行内花键齿轮的节圆找正定位,然后以节圆为基准加工内花键,降低了热处理变形造成的齿形轴线与内花键轴线的偏离,提高了生产效率,结构简单,使用方

一种内齿轮花键的加工工艺.pdf
本发明涉及一种内齿轮花键的加工工艺,其加工步骤为:首先在油压机上采用压刀进行内齿粗加工,再在拉床上用整体拉刀进行精拉成形内齿轮花键。采用油压机通过压刀进行粗加工,再利用拉床通过拉刀进行精拉成形,有利于提高产品质量、生产效率和刀具使用寿命,解决了国内因刀具材料问题导致成形刀具使用寿命的问题,降低生产成本。
一种用于内齿轮加工的定位装置.pdf
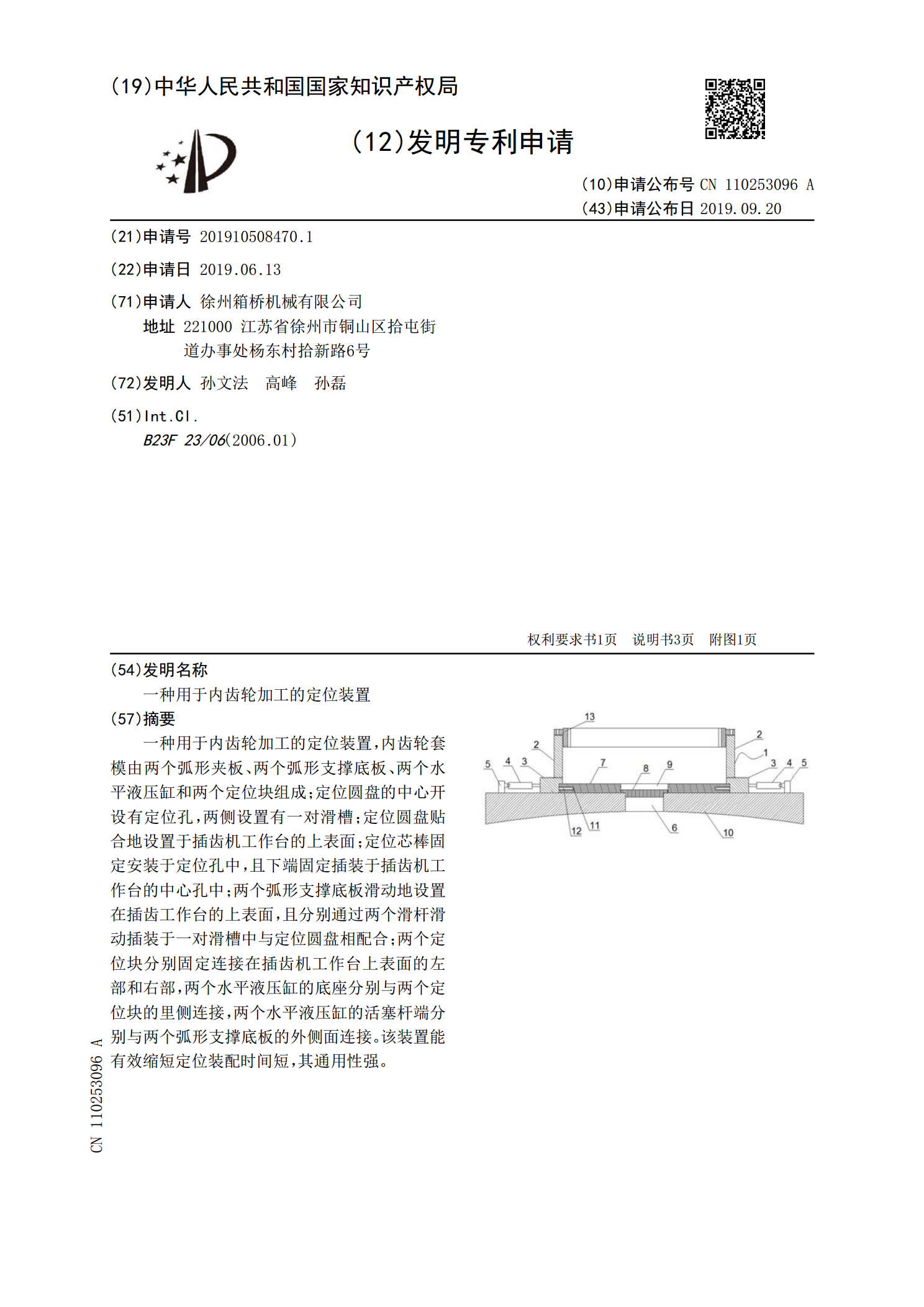
一种用于内齿轮加工的定位装置,内齿轮套模由两个弧形夹板、两个弧形支撑底板、两个水平液压缸和两个定位块组成;定位圆盘的中心开设有定位孔,两侧设置有一对滑槽;定位圆盘贴合地设置于插齿机工作台的上表面;定位芯棒固定安装于定位孔中,且下端固定插装于插齿机工作台的中心孔中;两个弧形支撑底板滑动地设置在插齿工作台的上表面,且分别通过两个滑杆滑动插装于一对滑槽中与定位圆盘相配合;两个定位块分别固定连接在插齿机工作台上表面的左部和右部,两个水平液压缸的底座分别与两个定位块的里侧连接,两个水平液压缸的活塞杆端分别与两个弧形
一种内齿轮加工的定位方法.pdf
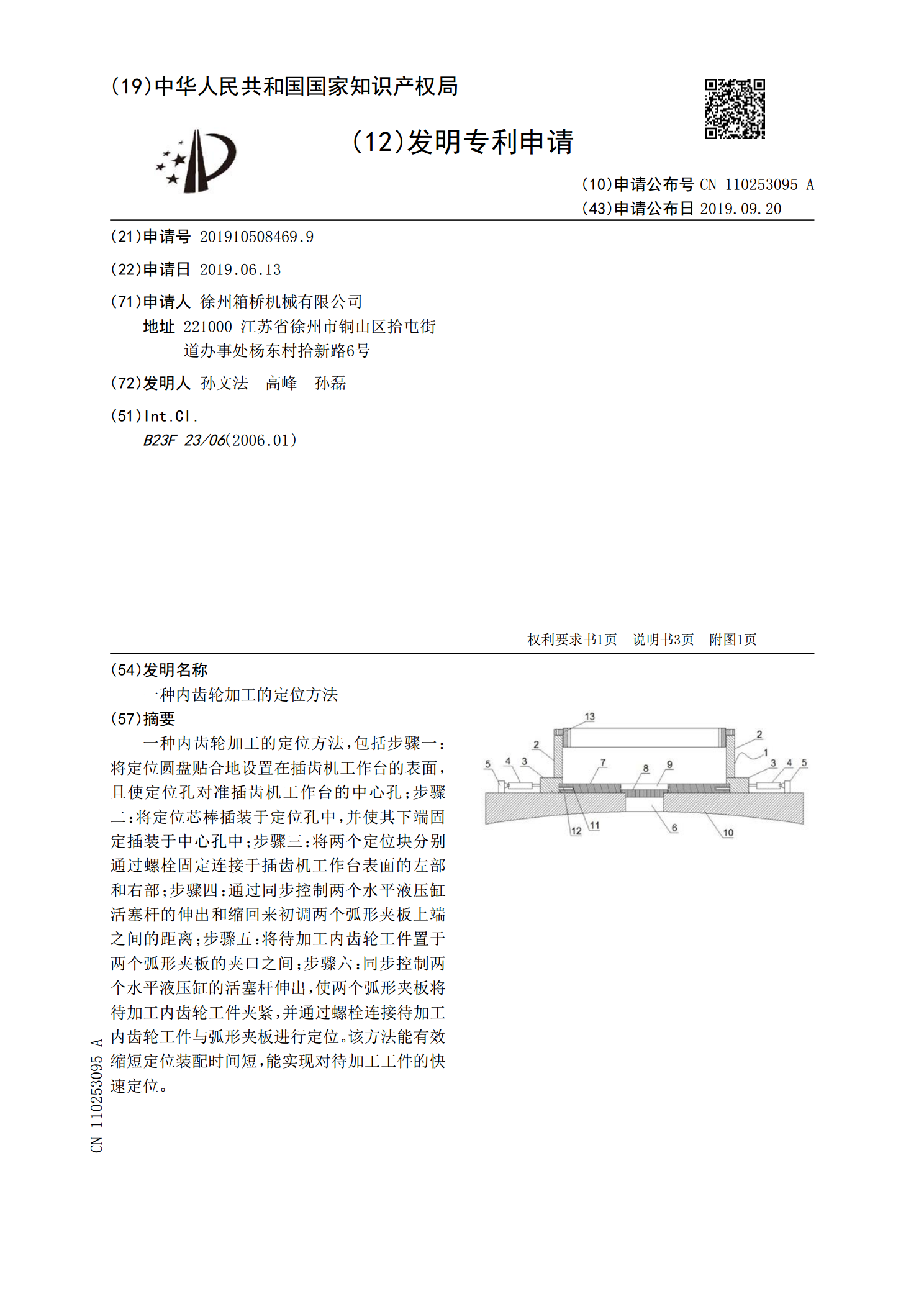
一种内齿轮加工的定位方法,包括步骤一:将定位圆盘贴合地设置在插齿机工作台的表面,且使定位孔对准插齿机工作台的中心孔;步骤二:将定位芯棒插装于定位孔中,并使其下端固定插装于中心孔中;步骤三:将两个定位块分别通过螺栓固定连接于插齿机工作台表面的左部和右部;步骤四:通过同步控制两个水平液压缸活塞杆的伸出和缩回来初调两个弧形夹板上端之间的距离;步骤五:将待加工内齿轮工件置于两个弧形夹板的夹口之间;步骤六:同步控制两个水平液压缸的活塞杆伸出,使两个弧形夹板将待加工内齿轮工件夹紧,并通过螺栓连接待加工内齿轮工件与弧形