
一种数控机床动态轮廓误差视觉测量装置.pdf

雨巷****轶丽


1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种数控机床动态轮廓误差视觉测量装置.pdf
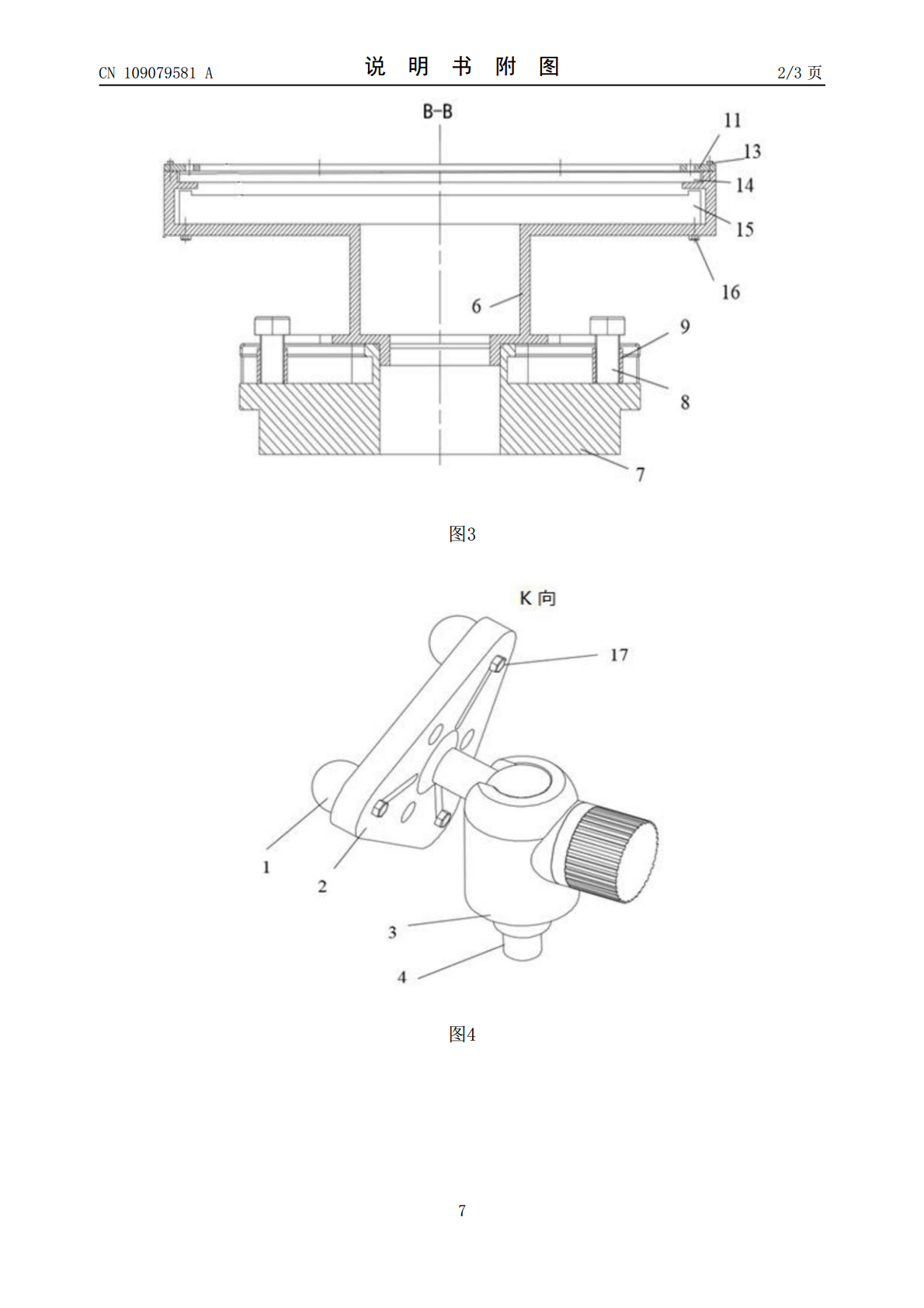
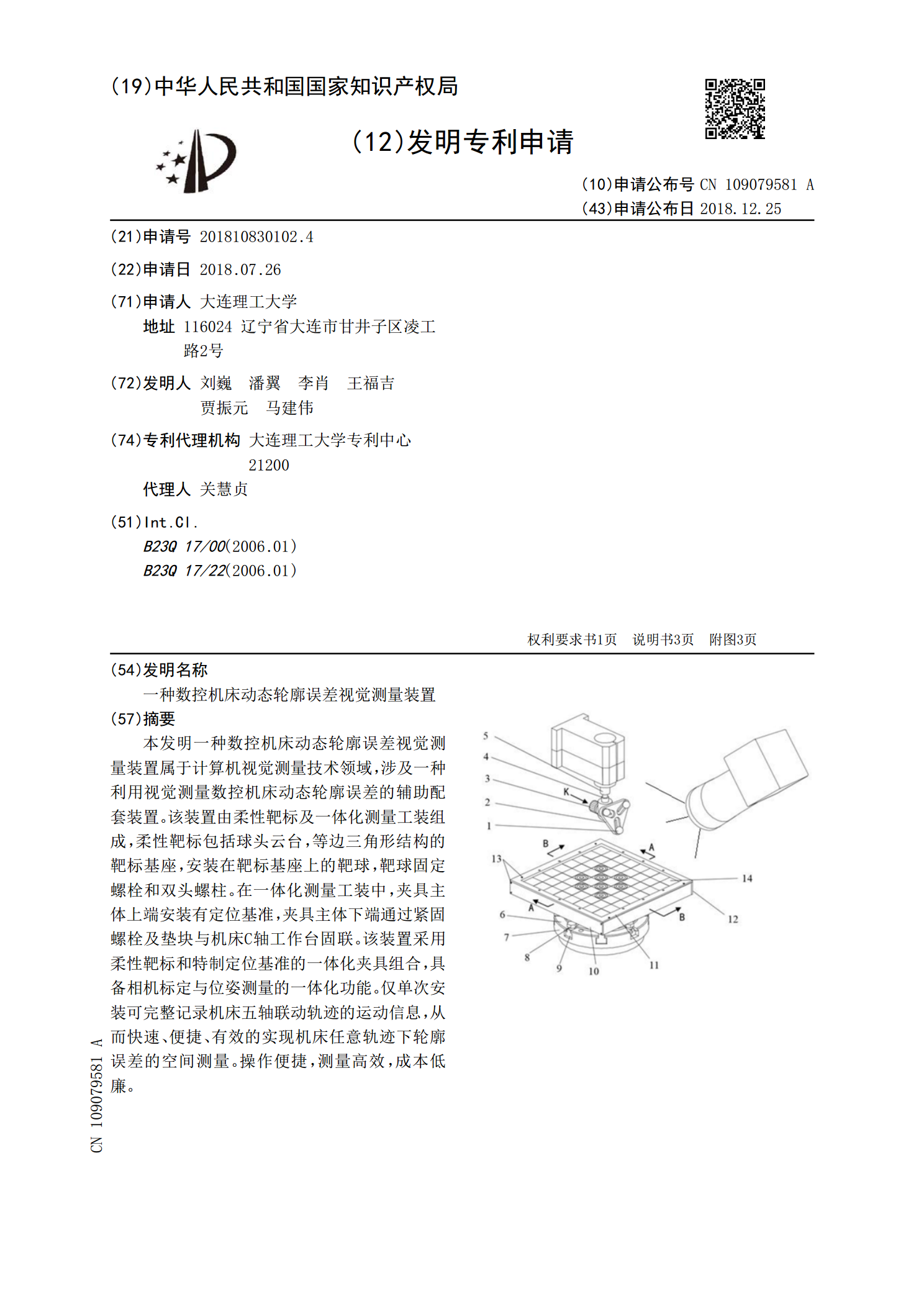
本发明一种数控机床动态轮廓误差视觉测量装置属于计算机视觉测量技术领域,涉及一种利用视觉测量数控机床动态轮廓误差的辅助配套装置。该装置由柔性靶标及一体化测量工装组成,柔性靶标包括球头云台,等边三角形结构的靶标基座,安装在靶标基座上的靶球,靶球固定螺栓和双头螺柱。在一体化测量工装中,夹具主体上端安装有定位基准,夹具主体下端通过紧固螺栓及垫块与机床C轴工作台固联。该装置采用柔性靶标和特制定位基准的一体化夹具组合,具备相机标定与位姿测量的一体化功能。仅单次安装可完整记录机床五轴联动轨迹的运动信息,从而快速、便捷、

数控机床轮廓误差的视觉测量关键技术研究的任务书.docx
数控机床轮廓误差的视觉测量关键技术研究的任务书任务书:一、研究背景和意义随着制造业和科技的不断发展,数控机床已成为主流生产手段之一,其高精度、高效率、高质量的加工能力不断被工业界所认可。数控机床的轮廓误差是数控加工过程中常见的问题,因此研究如何准确地进行数控机床轮廓误差的视觉测量,对于提高生产效率、降低成本、提高产品质量以及保证工业安全具有重要的现实意义和经济意义。因此,基于这一现状,本研究制定了“数控机床轮廓误差的视觉测量关键技术研究”的任务书,旨在通过对数控机床轮廓误差的视觉测量关键技术进行深入分析和

基于单目视觉的数控机床轮廓误差三维测量方法.pdf
本发明基于单目视觉的数控机床轮廓误差三维测量方法属于计算机视觉测量技术领域,涉及一种基于单目视觉的轮廓误差数控机床三维测量方法。该方法首先将单目相机安装在测量系统安装架上,并位于机床工作台的斜上方。结合张正友标定法与高精度棋盘格标定板,标定单目相机的内参数与畸变参数。标定后安装测量基准,驱使机床运行生成动态轨迹,同时触发单目相机拍摄测量基准上的四个编码点的运动序列图像,利用迭代算法对每帧图像进行数据处理计算基准点空间坐标,将处理算法遍历每帧图像后连接基准点即可得到相机坐标系下机床运动轨迹。随后将此轨迹投影
数控机床高动态大范围任意轮廓误差单目六维测量方法.pdf
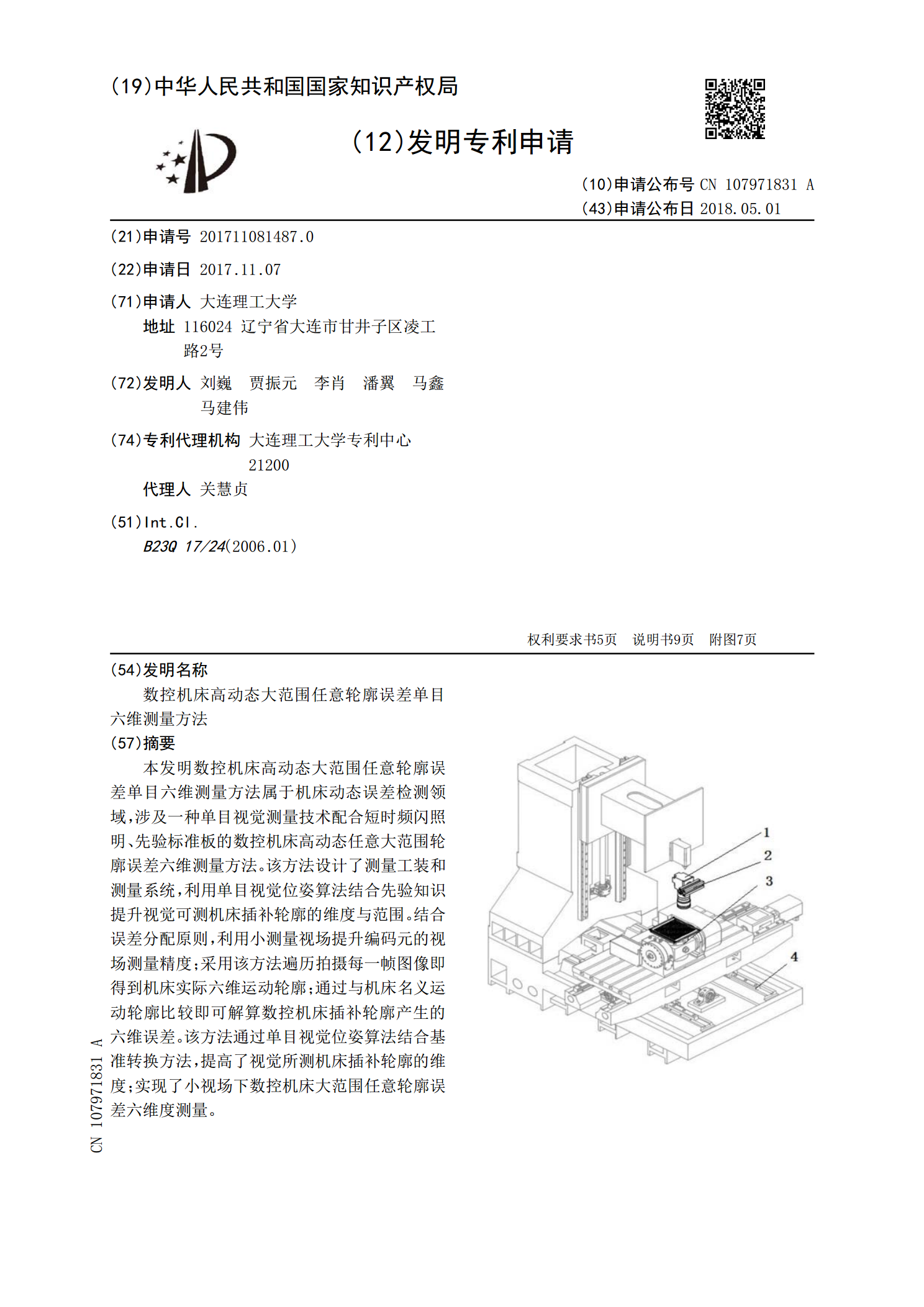
本发明数控机床高动态大范围任意轮廓误差单目六维测量方法属于机床动态误差检测领域,涉及一种单目视觉测量技术配合短时频闪照明、先验标准板的数控机床高动态任意大范围轮廓误差六维测量方法。该方法设计了测量工装和测量系统,利用单目视觉位姿算法结合先验知识提升视觉可测机床插补轮廓的维度与范围。结合误差分配原则,利用小测量视场提升编码元的视场测量精度;采用该方法遍历拍摄每一帧图像即得到机床实际六维运动轮廓;通过与机床名义运动轮廓比较即可解算数控机床插补轮廓产生的六维误差。该方法通过单目视觉位姿算法结合基准转换方法,提高

轮胎动态外轮廓测量装置.pdf
本发明公开了一种轮胎动态外轮廓测量装置,其特征是:该装置包括底板、支撑板、设置在支撑板上的导轮测量机构和位移传感器及设置在支撑板下的气缸和导轮,所述导轮测量装置由导柱和设置在导柱上可左右滑动的滑块组成,导柱一端与底板固接,滑块通过支撑板与导轮铰接,位移传感器与测量软件的信号处理器连接。该测量装置可以在轮胎动态试验的时候进行,具有结构简单、方便实用的特点,而且经济实用,测量精度高。