
一种800MPa级冷轧热镀锌双相钢及其生产方法.pdf

是你****盟主

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种800MPa级冷轧热镀锌双相钢及其生产方法.pdf
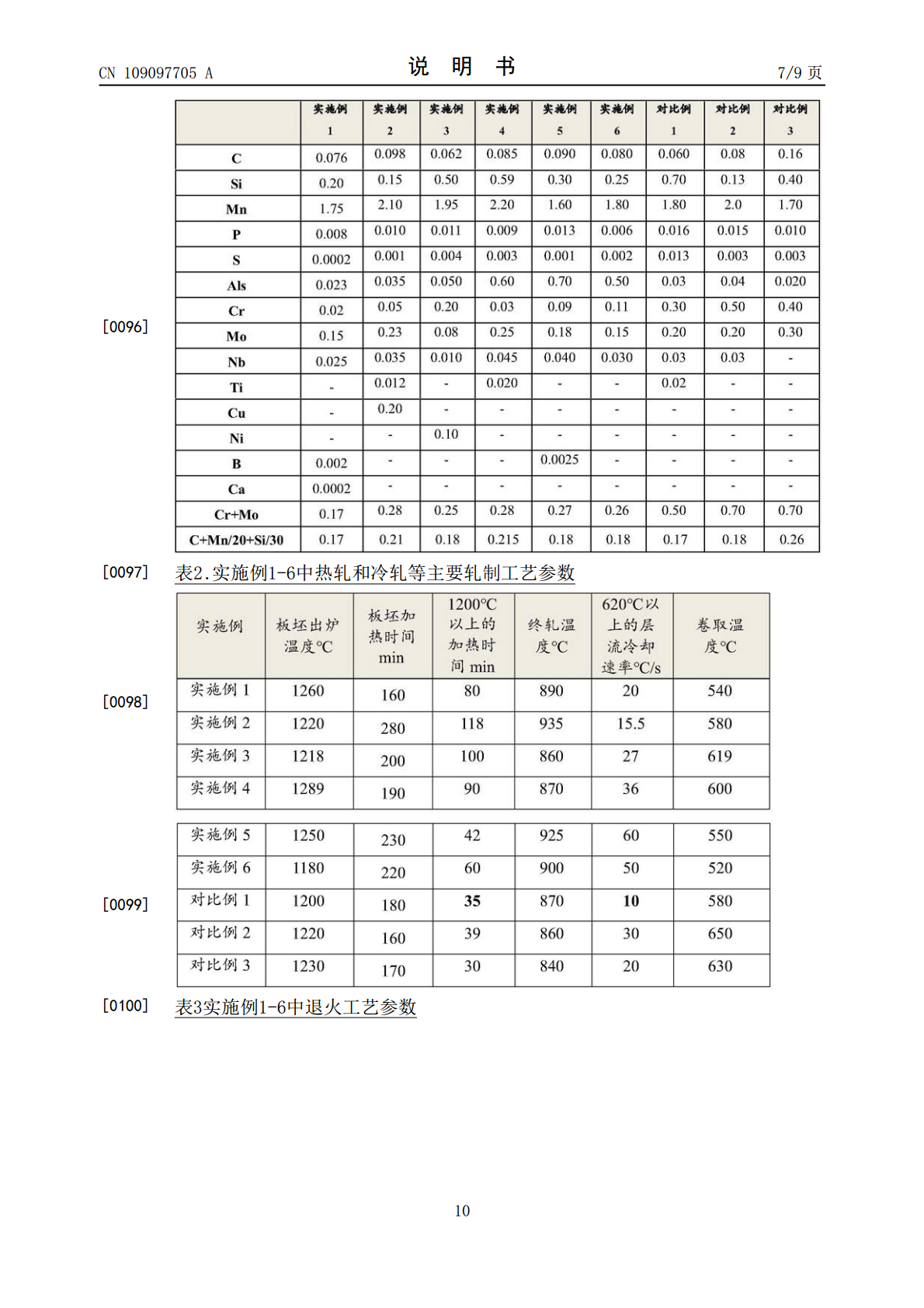
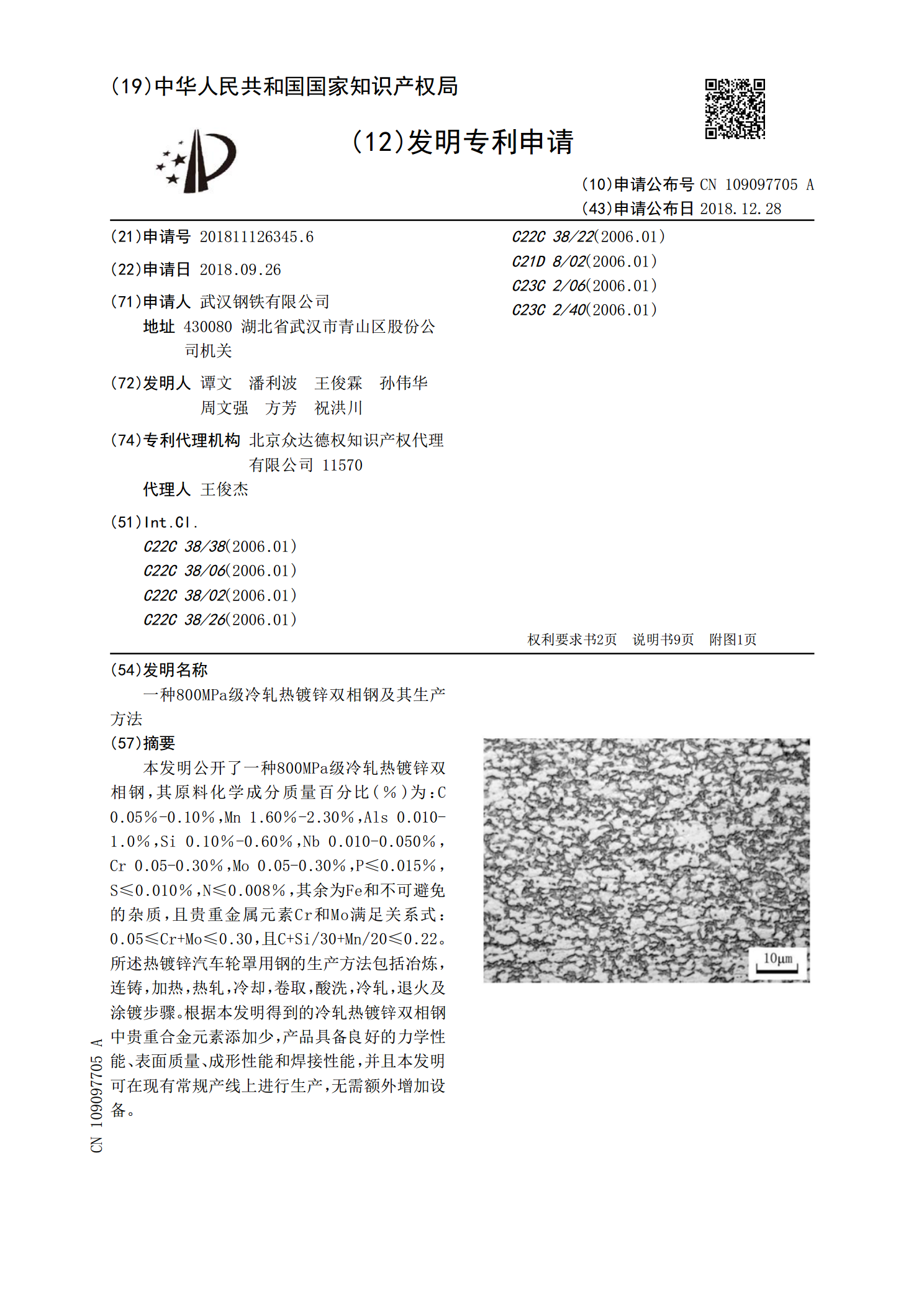
本发明公开了一种800MPa级冷轧热镀锌双相钢,其原料化学成分质量百分比(%)为:C0.05%‑0.10%,Mn1.60%‑2.30%,Als0.010‑1.0%,Si0.10%‑0.60%,Nb0.010‑0.050%,Cr0.05‑0.30%,Mo0.05‑0.30%,P≤0.015%,S≤0.010%,N≤0.008%,其余为Fe和不可避免的杂质,且贵重金属元素Cr和Mo满足关系式:0.05≤Cr+Mo≤0.30,且C+Si/30+Mn/20≤0.22。所述热镀锌汽车轮罩用钢的生产方法
800MPa级冷轧双相钢及其制造方法.pdf
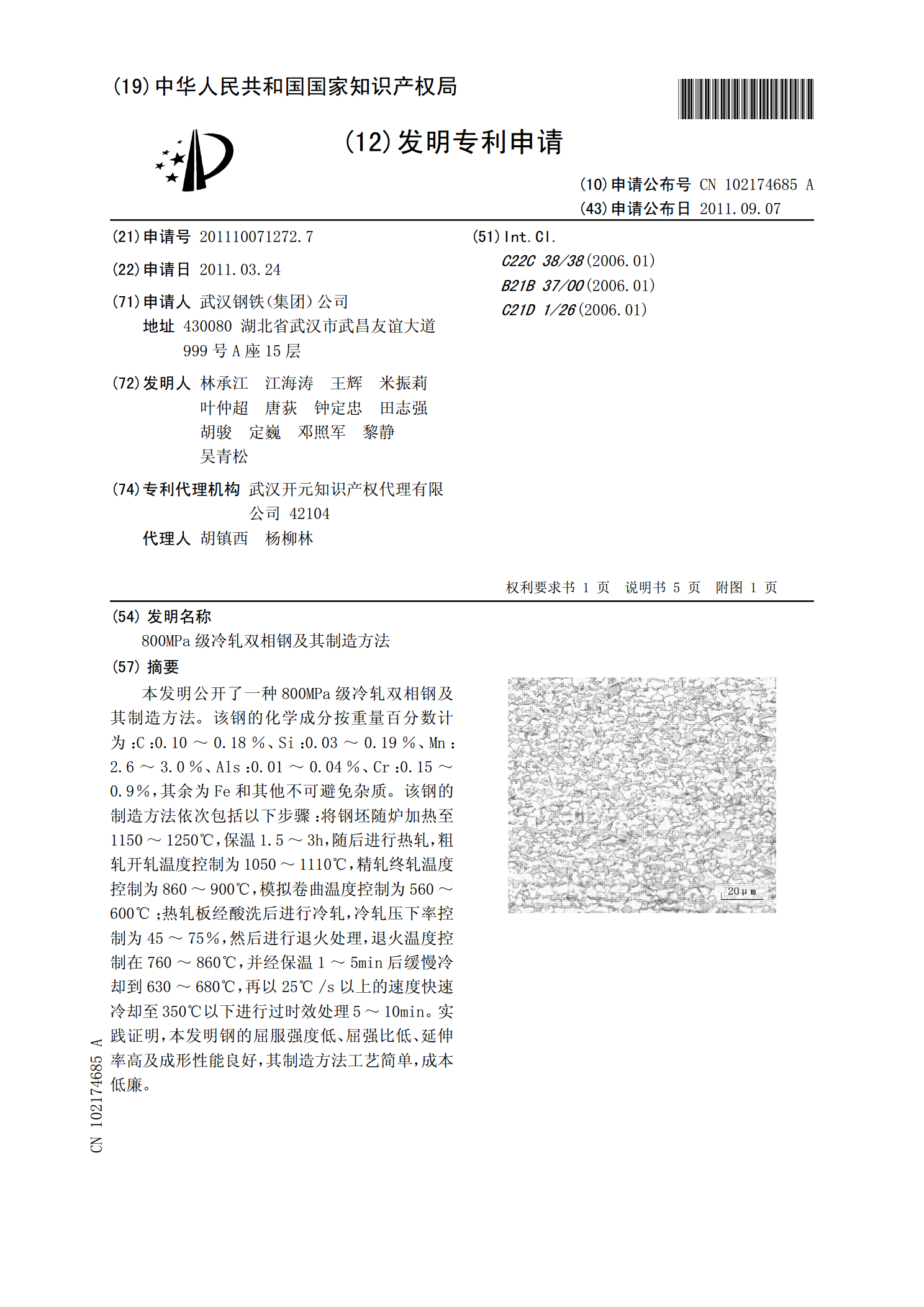
本发明公开了一种800MPa级冷轧双相钢及其制造方法。该钢的化学成分按重量百分数计为:C:0.10~0.18%、Si:0.03~0.19%、Mn:2.6~3.0%、Als:0.01~0.04%、Cr:0.15~0.9%,其余为Fe和其他不可避免杂质。该钢的制造方法依次包括以下步骤:将钢坯随炉加热至1150~1250℃,保温1.5~3h,随后进行热轧,粗轧开轧温度控制为1050~1110℃,精轧终轧温度控制为860~900℃,模拟卷曲温度控制为560~600℃;热轧板经酸洗后进行冷轧,冷轧压下率控制为45~
一种冷轧热镀锌双相钢及其制备方法.pdf
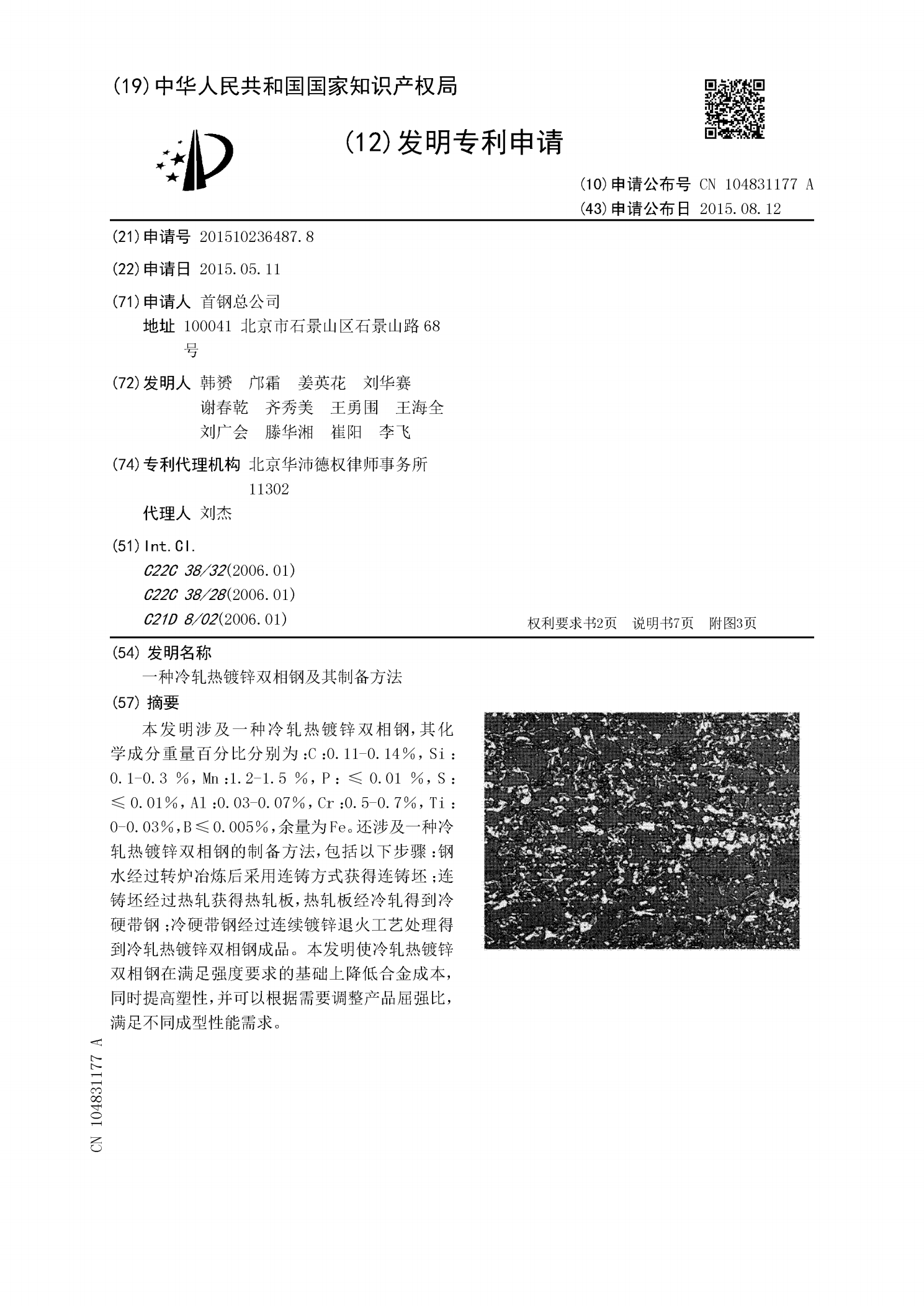
本发明涉及一种冷轧热镀锌双相钢,其化学成分重量百分比分别为:C:0.11-0.14%,Si:0.1-0.3%,Mn:1.2-1.5%,P:≤0.01%,S:≤0.01%,Al:0.03-0.07%,Cr:0.5-0.7%,Ti:0-0.03%,B≤0.005%,余量为Fe。还涉及一种冷轧热镀锌双相钢的制备方法,包括以下步骤:钢水经过转炉冶炼后采用连铸方式获得连铸坯;连铸坯经过热轧获得热轧板,热轧板经冷轧得到冷硬带钢;冷硬带钢经过连续镀锌退火工艺处理得到冷轧热镀锌双相钢成品。本发明使冷轧热镀锌双相钢在满足强
一种冷轧生产800MPa级双相钢的表面控制方法.pdf
本发明提供了一种冷轧生产800MPa级双相钢的表面控制方法,步骤包括:将钢坯热轧卷曲、冷轧、镀锌,所述镀锌工艺中控制炉内露点温度为‑25℃~‑35℃,生产所述双相钢前将炉鼻子加湿关闭且炉内气氛氢的体积含量调整至1~3%。通过对炉区露点情况、炉鼻子加湿状态以及炉内气氛等的控制,为冷轧镀锌双相高强钢锌层起伏问题的解决指明了方向,镀锌双相高强钢锌层起伏缺陷问题得到很好的解决,有效提高产品质量,带来可观的经济效益。
一种扩孔性能增强的800MPa级含硼热镀锌双相钢及其生产方法.pdf
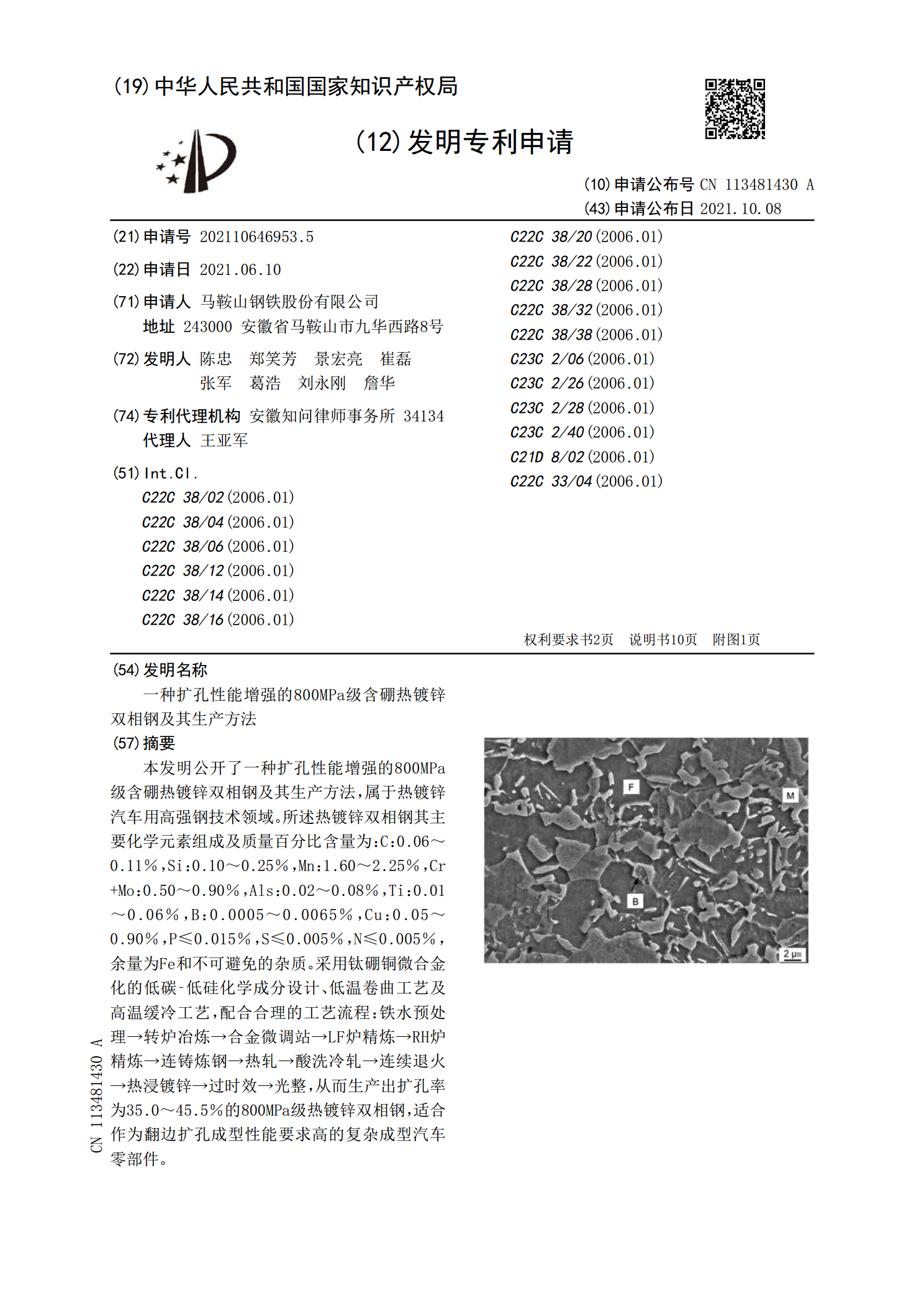
本发明公开了一种扩孔性能增强的800MPa级含硼热镀锌双相钢及其生产方法,属于热镀锌汽车用高强钢技术领域。所述热镀锌双相钢其主要化学元素组成及质量百分比含量为:C:0.06~0.11%,Si:0.10~0.25%,Mn:1.60~2.25%,Cr+Mo:0.50~0.90%,Als:0.02~0.08%,Ti:0.01~0.06%,B:0.0005~0.0065%,Cu:0.05~0.90%,P≤0.015%,S≤0.005%,N≤0.005%,余量为Fe和不可避免的杂质。采用钛硼铜微合金化的低碳‑低硅化