
一种锁壳模架的热处理工艺.pdf

靖烟****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种锁壳模架的热处理工艺.pdf
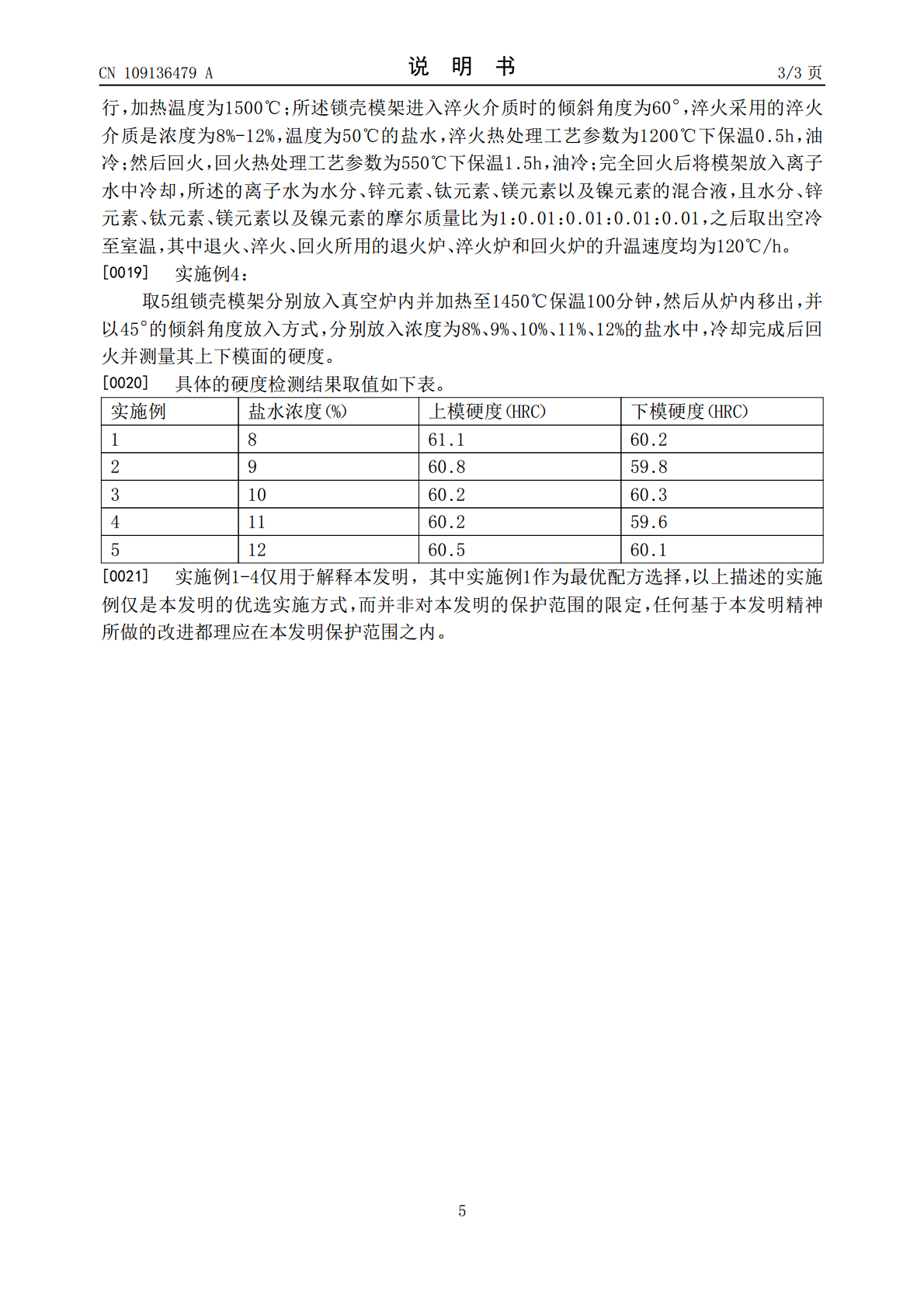
本发明公开一种锁壳模架的热处理工艺,所述锁壳模架的外轮廓呈长方块结构,其热处理过程包括加热保温、退火、淬火、回火,其中加热保温处理在氢氧化钠、竹炭和亚硝酸的混合液中进行,加热温度为1400‑1500℃,加热保温后的淬火采用的淬火介质是浓度为8%‑12%,温度为50‑80℃的盐水,完全回火后将模架放入离子水中冷却,之后取出空冷至室温。采用浓度为8%‑12%的盐水作为淬火介质,能够使模架在进入淬火介质时产生的气泡快速破裂,从而减少了淬火软点,保证上下模面冷却速度相一致,从而确保上下模面硬度一致;同时锁壳模架以

一种锁壳模架的热处理工艺.pdf
本发明公开一种锁壳模架的热处理工艺,其中锁壳模架的外轮廓呈长方块结构,其热处理过程包括加热保温、淬火、回火,在加热保温后的淬火采用的淬火介质是浓度为8%-12%的盐水,所述锁壳模架进入淬火介质时,与淬火介质的水平面保持一定的倾斜角度,且其倾斜角度大于45°。采用浓度为8%-12%的盐水作为淬火介质,能够使模架在进入淬火介质时产生的气泡快速破裂,从而减少了淬火软点,保证上下模面冷却速度相一致,从而确保上下模面硬度一致;同时锁壳模架以一个大于45°的倾斜角度放入淬火介质中,能进一步使气泡破裂流走,从而保证淬火
一种锁壳锻造工艺.pdf
本发明公开一种锁壳锻造工艺,包括下料加热:将坯料装入中频炉中加热,加热温度为1240℃-1290℃;制坯:通过模锻、压扁等手段将加热后的坯料制成与预锻型腔基本相似的形状;预锻:将制坯完成的坯料装入预锻模具中进行预锻;终锻:将预锻完成的坯料装入终锻模具中进行终锻;切边:设计一个切边模具,对锁壳锻件进行切边处理,去除毛刺;热处理:对锁壳锻件表面进行抛丸,然后进行调质处理。其有益效果在于不仅工艺步骤简单、生产成本低、生产效率高,而且锁壳锻件的质量稳定,成品率高。
一种汽车锁壳的自动调质双重热处理热处理方法.pdf
本发明公开了一种汽车锁壳的自动调质双重热处理热处理方法,包括以下步骤:将原料加工成薄厚均匀、硬度均匀的材料,将材料放入容器中,倒入清洗剂直至材料全部浸泡在清洗剂中,将材料取出,并用清水冲洗干净,干燥后待用;将材料放入淬火炉中进行淬火处理,并持续搅拌;将淬火完成的材料取出放入第一淬火油罐中进行油冷;取出后放入第二淬火油罐中进行油冷;取出材料后,在其表面喷涂防水涂层和防腐蚀涂层,喷涂后使用热风吹干;将材料放入回火炉中进行两次回火处理,然后将材料冷却至室温。本发明的三次淬火处理可减少材料表面的氧化脱碳,又能使炉
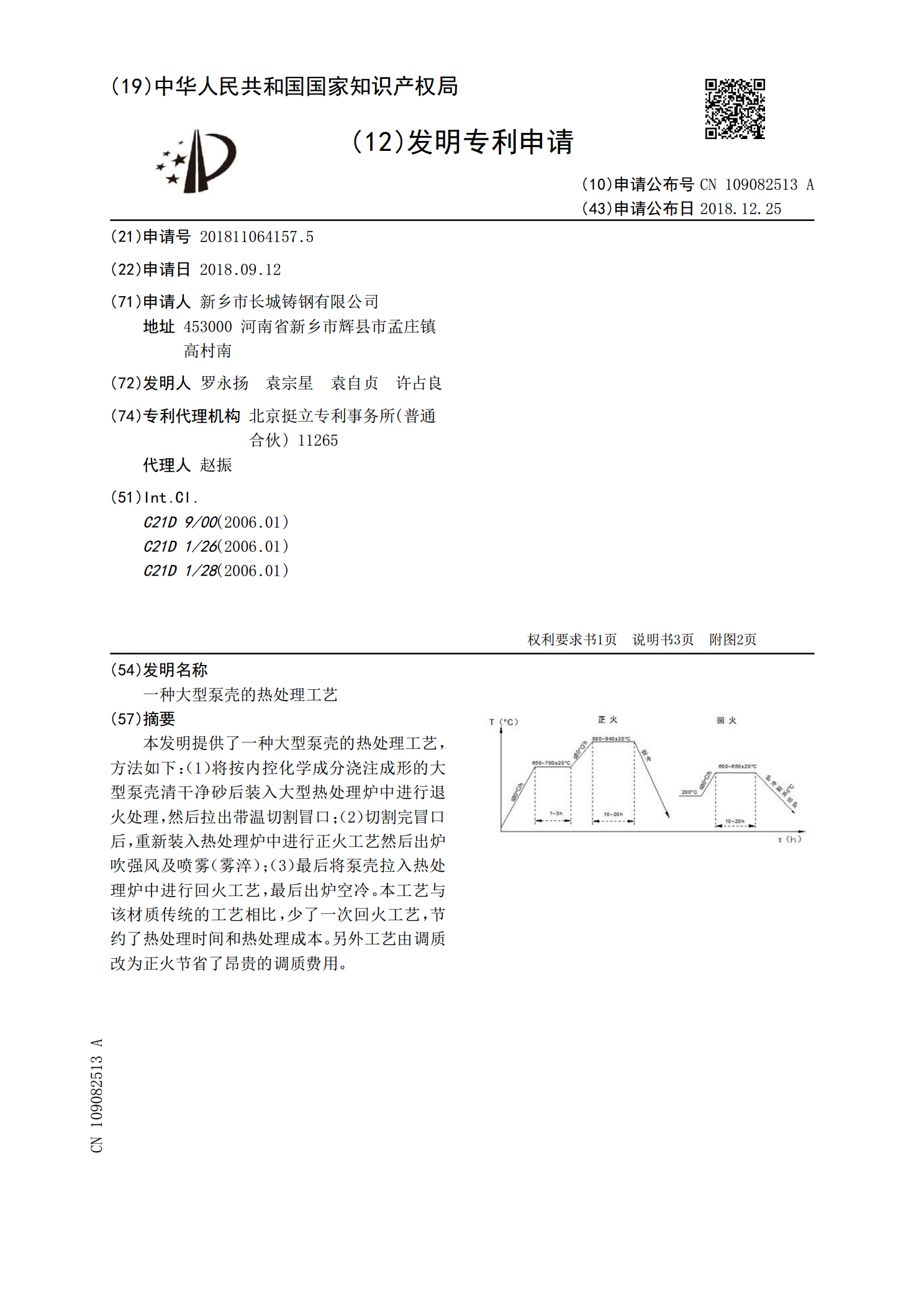
一种大型泵壳的热处理工艺.pdf
本发明提供了一种大型泵壳的热处理工艺,方法如下:(1)将按内控化学成分浇注成形的大型泵壳清干净砂后装入大型热处理炉中进行退火处理,然后拉出带温切割冒口;(2)切割完冒口后,重新装入热处理炉中进行正火工艺然后出炉吹强风及喷雾(雾淬);(3)最后将泵壳拉入热处理炉中进行回火工艺,最后出炉空冷。本工艺与该材质传统的工艺相比,少了一次回火工艺,节约了热处理时间和热处理成本。另外工艺由调质改为正火节省了昂贵的调质费用。