
一种锁壳锻造工艺.pdf

书生****aa

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锁壳锻造工艺.pdf
本发明公开一种锁壳锻造工艺,包括下料加热:将坯料装入中频炉中加热,加热温度为1240℃-1290℃;制坯:通过模锻、压扁等手段将加热后的坯料制成与预锻型腔基本相似的形状;预锻:将制坯完成的坯料装入预锻模具中进行预锻;终锻:将预锻完成的坯料装入终锻模具中进行终锻;切边:设计一个切边模具,对锁壳锻件进行切边处理,去除毛刺;热处理:对锁壳锻件表面进行抛丸,然后进行调质处理。其有益效果在于不仅工艺步骤简单、生产成本低、生产效率高,而且锁壳锻件的质量稳定,成品率高。

一种锁壳模架的热处理工艺.pdf
本发明公开一种锁壳模架的热处理工艺,所述锁壳模架的外轮廓呈长方块结构,其热处理过程包括加热保温、退火、淬火、回火,其中加热保温处理在氢氧化钠、竹炭和亚硝酸的混合液中进行,加热温度为1400‑1500℃,加热保温后的淬火采用的淬火介质是浓度为8%‑12%,温度为50‑80℃的盐水,完全回火后将模架放入离子水中冷却,之后取出空冷至室温。采用浓度为8%‑12%的盐水作为淬火介质,能够使模架在进入淬火介质时产生的气泡快速破裂,从而减少了淬火软点,保证上下模面冷却速度相一致,从而确保上下模面硬度一致;同时锁壳模架以
钟形壳的锻造工艺.pdf
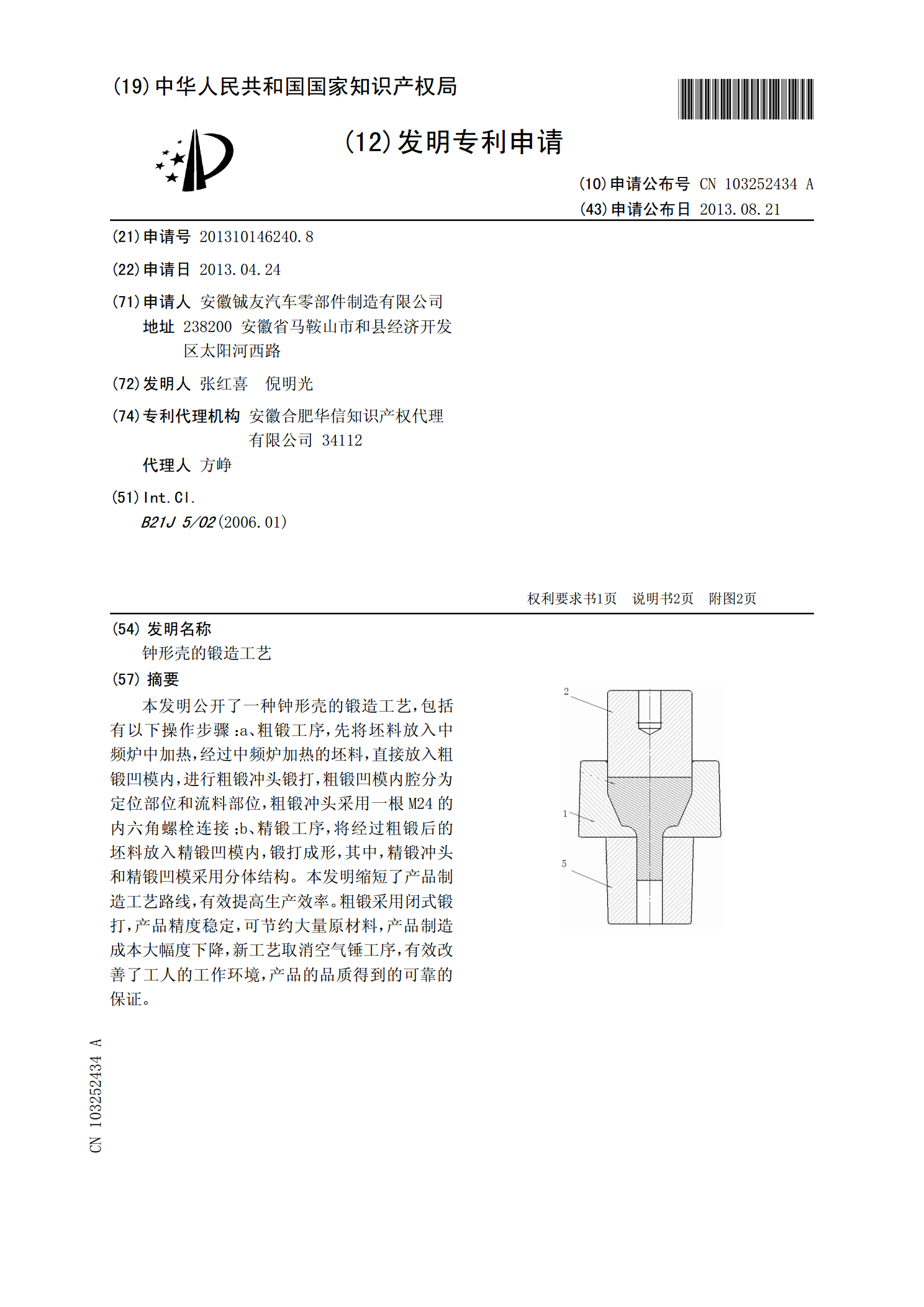
本发明公开了一种钟形壳的锻造工艺,包括有以下操作步骤:a、粗锻工序,先将坯料放入中频炉中加热,经过中频炉加热的坯料,直接放入粗锻凹模内,进行粗锻冲头锻打,粗锻凹模内腔分为定位部位和流料部位,粗锻冲头采用一根M24的内六角螺栓连接;b、精锻工序,将经过粗锻后的坯料放入精锻凹模内,锻打成形,其中,精锻冲头和精锻凹模采用分体结构。本发明缩短了产品制造工艺路线,有效提高生产效率。粗锻采用闭式锻打,产品精度稳定,可节约大量原材料,产品制造成本大幅度下降,新工艺取消空气锤工序,有效改善了工人的工作环境,产品的品质得到
一种异形沟道钟形壳的锻造工艺.pdf
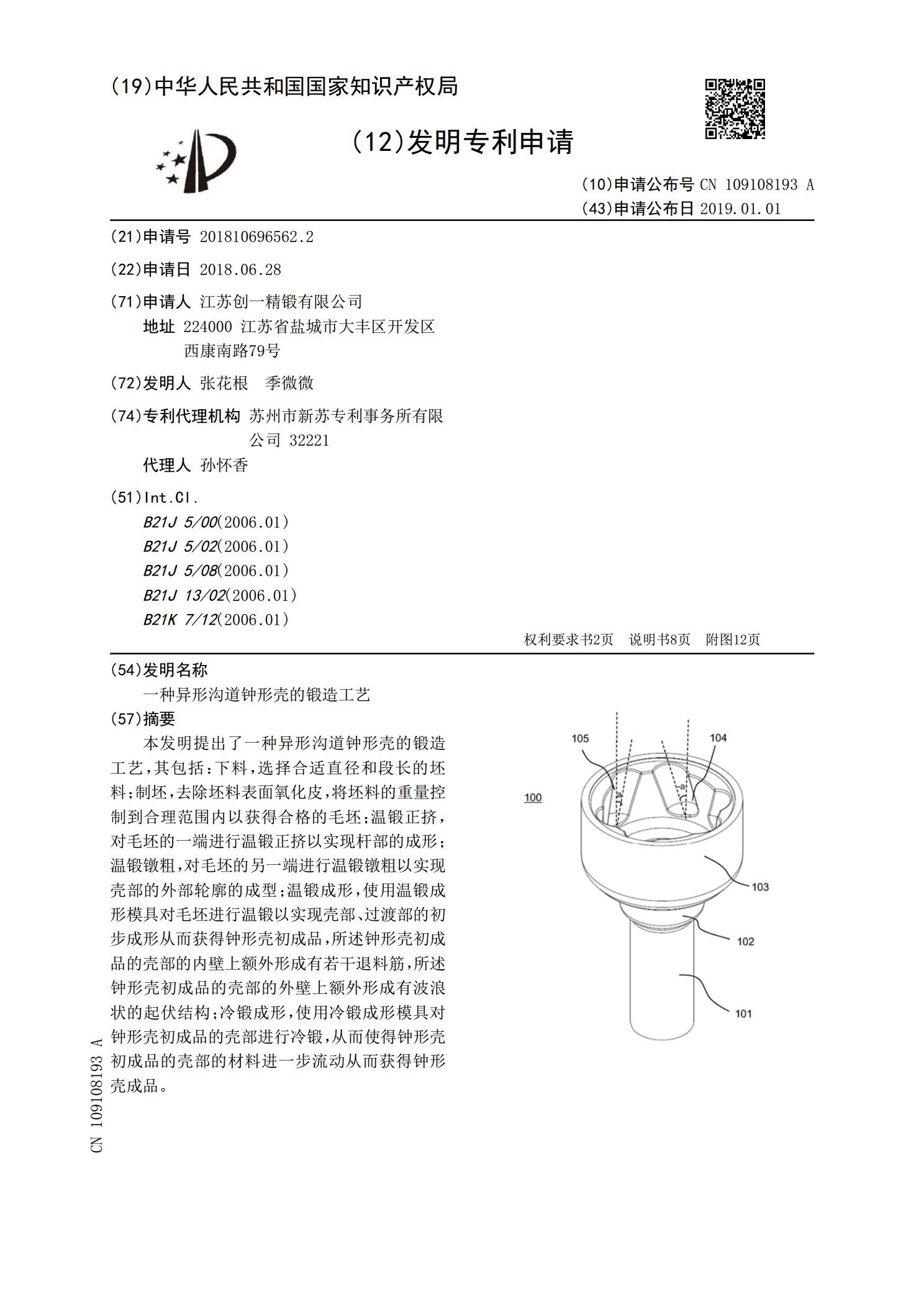
本发明提出了一种异形沟道钟形壳的锻造工艺,其包括:下料,选择合适直径和段长的坯料;制坯,去除坯料表面氧化皮,将坯料的重量控制到合理范围内以获得合格的毛坯;温锻正挤,对毛坯的一端进行温锻正挤以实现杆部的成形;温锻镦粗,对毛坯的另一端进行温锻镦粗以实现壳部的外部轮廓的成型;温锻成形,使用温锻成形模具对毛坯进行温锻以实现壳部、过渡部的初步成形从而获得钟形壳初成品,所述钟形壳初成品的壳部的内壁上额外形成有若干退料筋,所述钟形壳初成品的壳部的外壁上额外形成有波浪状的起伏结构;冷锻成形,使用冷锻成形模具对钟形壳初成品

一种差速器壳盖的锻造成型工艺.pdf
本发明提供一种差速器壳盖的锻造成型工艺,包括如下步骤:下料、温锻成型、控制冷却、冲孔和机加工,所述温锻成型工序是将差速器壳盖的中间大孔与周边安装孔同时锻造成盲孔,预留3‑6mm厚度的连皮,温锻成型工序中的棒料加热至860‑900℃后一次锻造成型,冲孔工序是将锻件放入冲孔模具,将差速器壳盖的中间大孔及周围安装孔同时冲孔。本发明具有降低生产成本、提高生产效率等优点。