
一种叶轮铸造工艺及叶轮.pdf

是你****晨呀


1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种叶轮铸造工艺及叶轮.pdf
本发明涉及铸造技术领域,具体而言,涉及一种叶轮铸造工艺及其叶轮,一种叶轮铸造工艺,包括:采用型芯熔模铸造叶轮型壳;将所述熔模铸造步骤中的型芯用作所述叶轮铸造时叶轮型壳的型芯;所述叶轮型壳以低压铸造工艺形成所述叶轮,一种叶轮,叶轮采用上述铸造工艺铸造而成,本发明中的叶轮通过陶瓷型铸造、熔模铸造和低压铸造结合起来,能够解决叶轮铸造过程中金属液充注不足问题,降低叶轮气孔、疏松现象的产生。

叶轮铸造工艺的探讨.docx
叶轮铸造工艺的探讨叶轮铸造工艺的探讨摘要:叶轮作为流体机械中重要的零部件之一,其性能对整个机械系统的效率和运行稳定性具有重要影响。本论文主要探讨了叶轮的铸造工艺,包括材料选择、模型设计、工艺参数等方面,以提高叶轮的制造质量和工作性能。关键词:叶轮;铸造工艺;材料选择;模型设计;工艺参数一、引言叶轮广泛应用于各种流体机械中,如离心泵、汽轮机、风力发电机等。叶轮的性能直接影响到机械系统的效率、功率输出和耐久性。因此,叶轮的制造工艺对整个机械系统的工作性能具有重要影响。本论文旨在探讨如何选择合适的材料、设计合理
汽车叶轮铸造工艺.pdf
本发明公布一种汽车叶轮铸造工艺,属于铸造生产加工技术领域。S1:模具,放入中频真空感应熔炼炉内加热保温;S2:将铁、铬、钛、锰、硅、铝放至熔炉中,使材料完全融化;S3:将融化液搅拌均匀;S4:取出模具,镀上蜡层;S5:将融化液却至1300℃‑1400℃后,加入孕育剂,然后注入模具中;S6:注入过程分为三次,每次注入后全方位敲打模具;S7:对模具超声震荡;S8:静置;S9:对于模具进行冷却至室温,直至融化液完全凝固;S10:脱模。本发明通过在熔炼过程中,加入锰、硅、铝进行脱氧以增强合金的抗腐蚀性;加入孕育剂
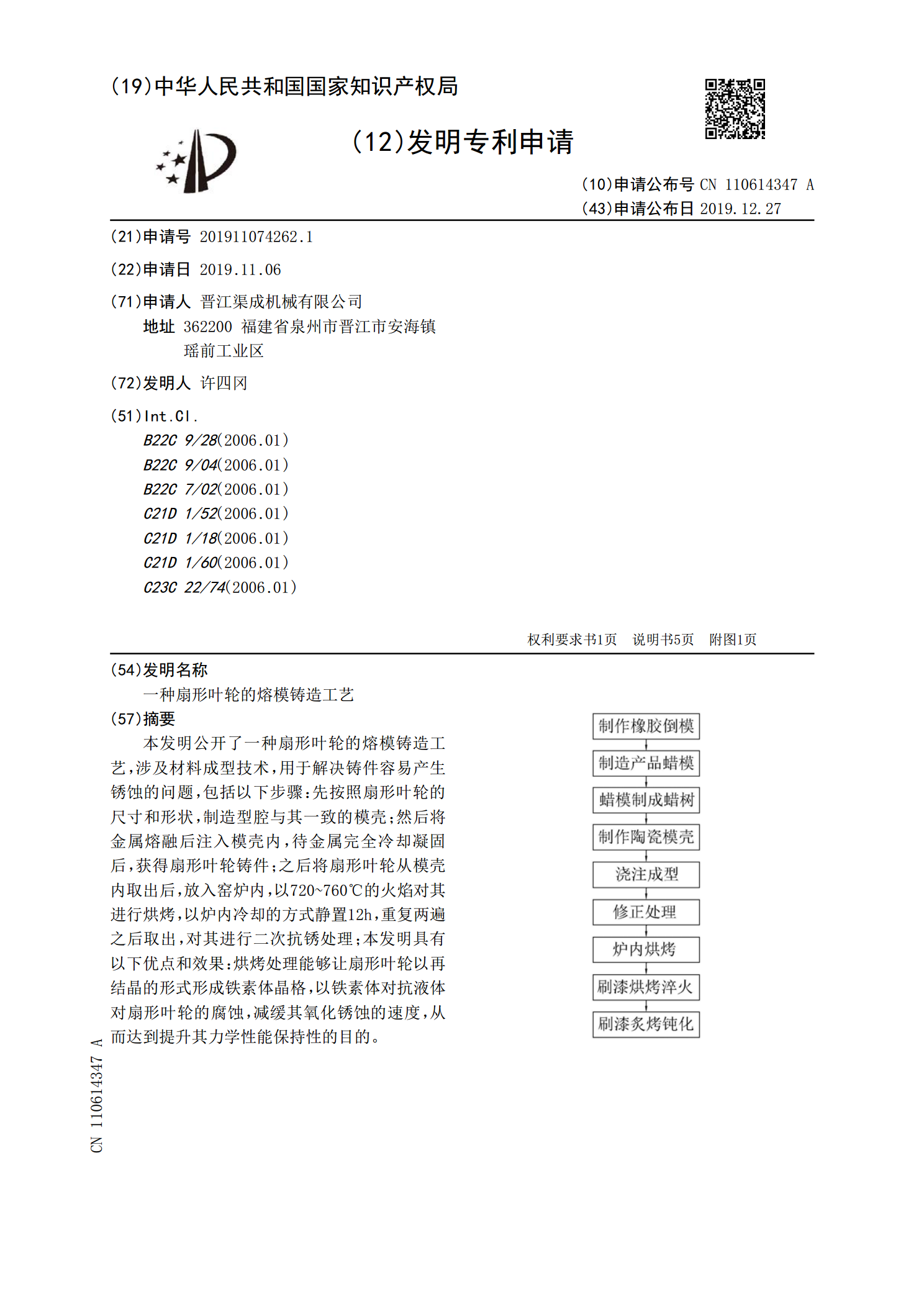
一种扇形叶轮的熔模铸造工艺.pdf
本发明公开了一种扇形叶轮的熔模铸造工艺,涉及材料成型技术,用于解决铸件容易产生锈蚀的问题,包括以下步骤:先按照扇形叶轮的尺寸和形状,制造型腔与其一致的模壳;然后将金属熔融后注入模壳内,待金属完全冷却凝固后,获得扇形叶轮铸件;之后将扇形叶轮从模壳内取出后,放入窑炉内,以720~760℃的火焰对其进行烘烤,以炉内冷却的方式静置12h,重复两遍之后取出,对其进行二次抗锈处理;本发明具有以下优点和效果:烘烤处理能够让扇形叶轮以再结晶的形式形成铁素体晶格,以铁素体对抗液体对扇形叶轮的腐蚀,减缓其氧化锈蚀的速度,从而
一种水泵叶轮的铸造加工工艺.pdf
本发明公开了一种水泵叶轮的铸造加工工艺,包括以下加工步骤:首先对需要铸造的叶轮进行三维建模,根据低压铸造工艺确定好铸造工艺参数;根据确定好的铸造工艺参数制造出外膜和型芯,在外膜的型腔表面和型芯的外表面均涂覆有耐磨涂料和耐腐蚀涂料,并送入烘箱中进行烘烤处理;将铸铁进行熔融,完成融化后得到金属液,将金属液从浇注口导入模具中,根据S1确定的铸造工艺参数浇注产品,得到叶轮铸件。本发明铸造出的铸件组织致密、表面光洁、劳动强度低、机械性能更加稳定。