
一种汽车轮速传感器自动装配设备.pdf

一吃****永贺


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车轮速传感器自动装配设备.pdf
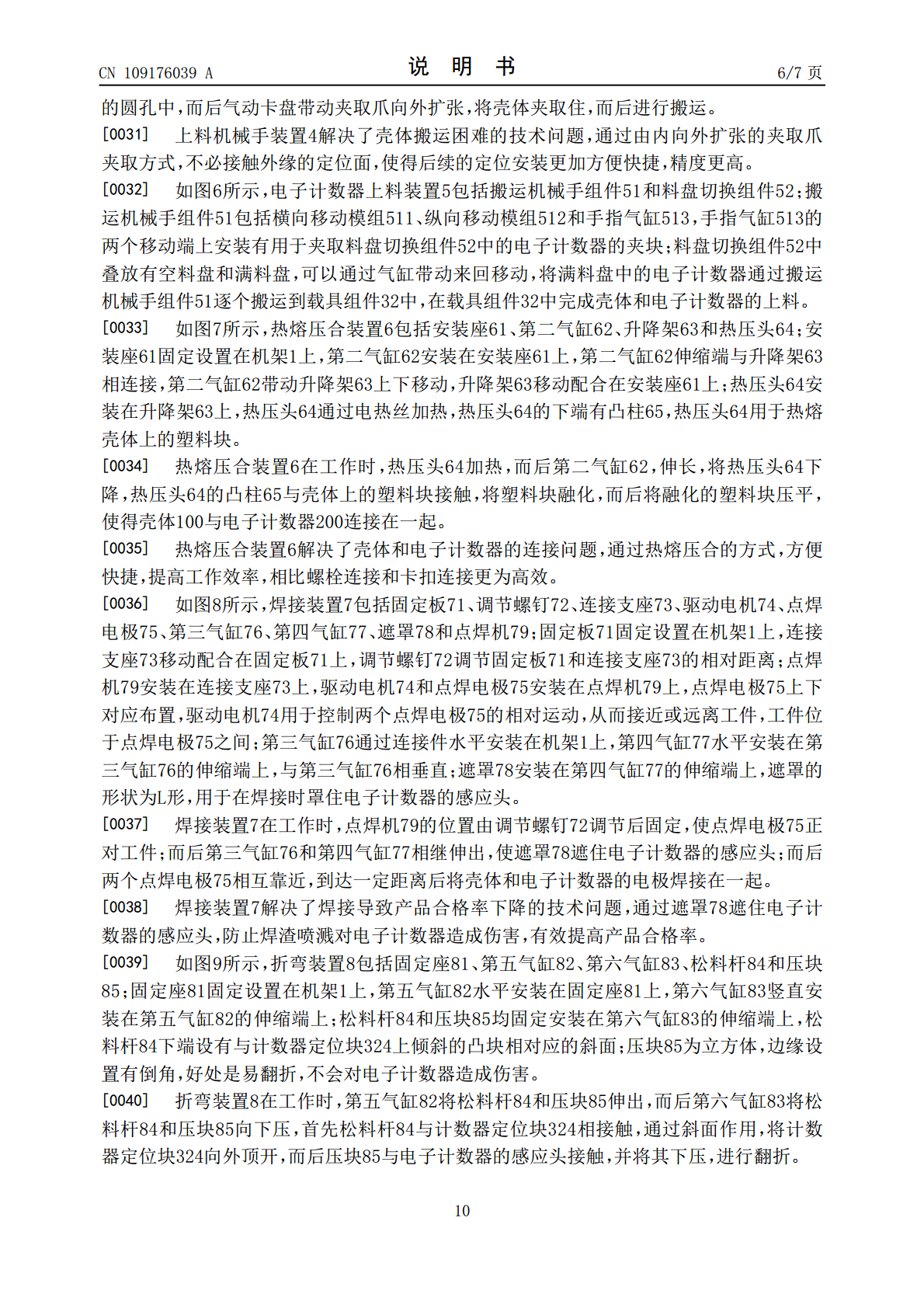
本发明涉及传感器生产领域。一种汽车轮速传感器自动装配设备,包括机架、进料装置、循环输送线装置、上料机械手装置、电子计数器上料装置、热熔压合装置、焊接装置、折弯装置、下料机械手装置和出料装置。该汽车轮速传感器自动装配设备的优点是自动化程度高、加工效率高、成品合格率高,并且可以自动对产品进行合格率分选。
汽车轮速传感器生产设备.pdf
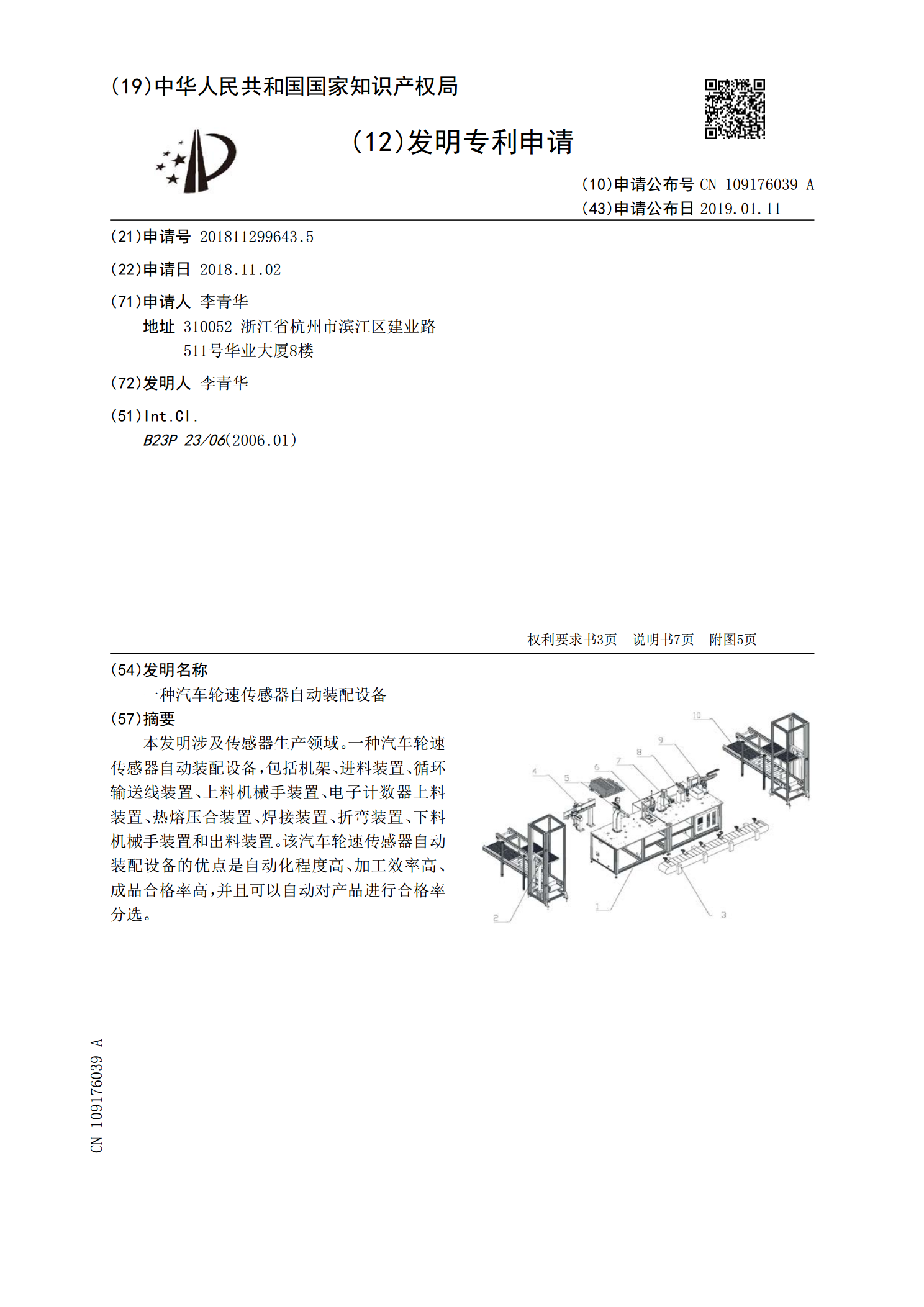
本发明涉及传感器生产领域。汽车轮速传感器生产设备,包括机架及其上的循环输送线装置和焊接装置,循环输送线装置和焊接装置位置对应。该汽车轮速传感器生产设备的优点是载具组件定位运行准确,焊渣不会损坏电子计数器,自动化程度高和成品合格率高。
一种车轮轮速传感器.pdf
本发明涉及一种车轮轮速传感器。包括骨架、磁钢和固定壳,所述骨架后端与磁钢前端连接,所述固定壳安装在磁钢的后端,所述固定壳后端设有插针,骨架外表面设有线圈,线圈的正负极分别穿过固定壳上的线槽与插针连接,所述骨架、磁钢和固定壳外套有套筒,套筒的外壁上设有台阶,套筒的前侧设有环形槽,所述环形槽内设有密封圈。本发明结构简单,能够有效控制注塑后固定座前端面与骨架前端的距离精度,从而避免传感器生产注塑过程中左右插针短路。
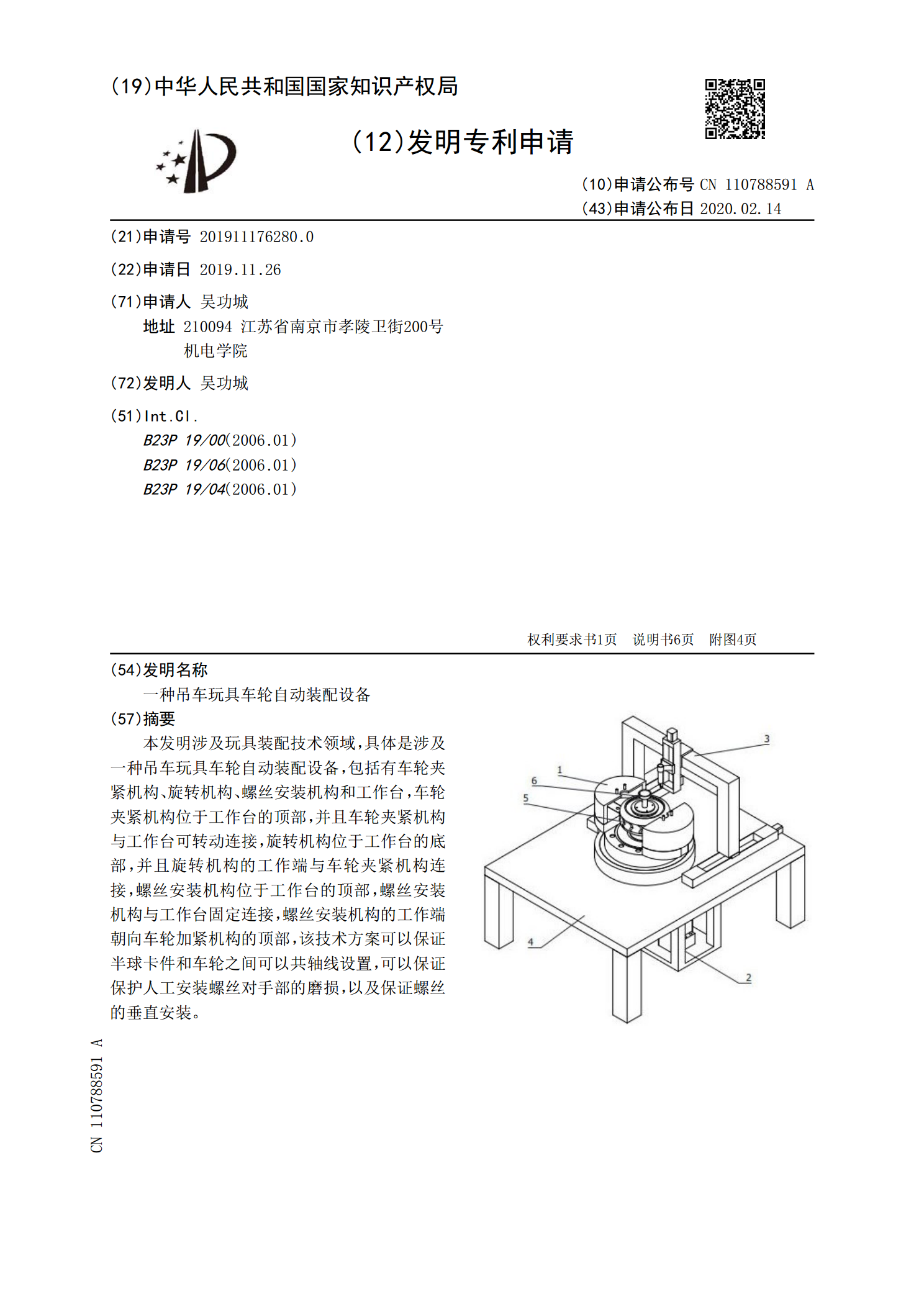
一种吊车玩具车轮自动装配设备.pdf
本发明涉及玩具装配技术领域,具体是涉及一种吊车玩具车轮自动装配设备,包括有车轮夹紧机构、旋转机构、螺丝安装机构和工作台,车轮夹紧机构位于工作台的顶部,并且车轮夹紧机构与工作台可转动连接,旋转机构位于工作台的底部,并且旋转机构的工作端与车轮夹紧机构连接,螺丝安装机构位于工作台的顶部,螺丝安装机构与工作台固定连接,螺丝安装机构的工作端朝向车轮加紧机构的顶部,该技术方案可以保证半球卡件和车轮之间可以共轴线设置,可以保证保护人工安装螺丝对手部的磨损,以及保证螺丝的垂直安装。
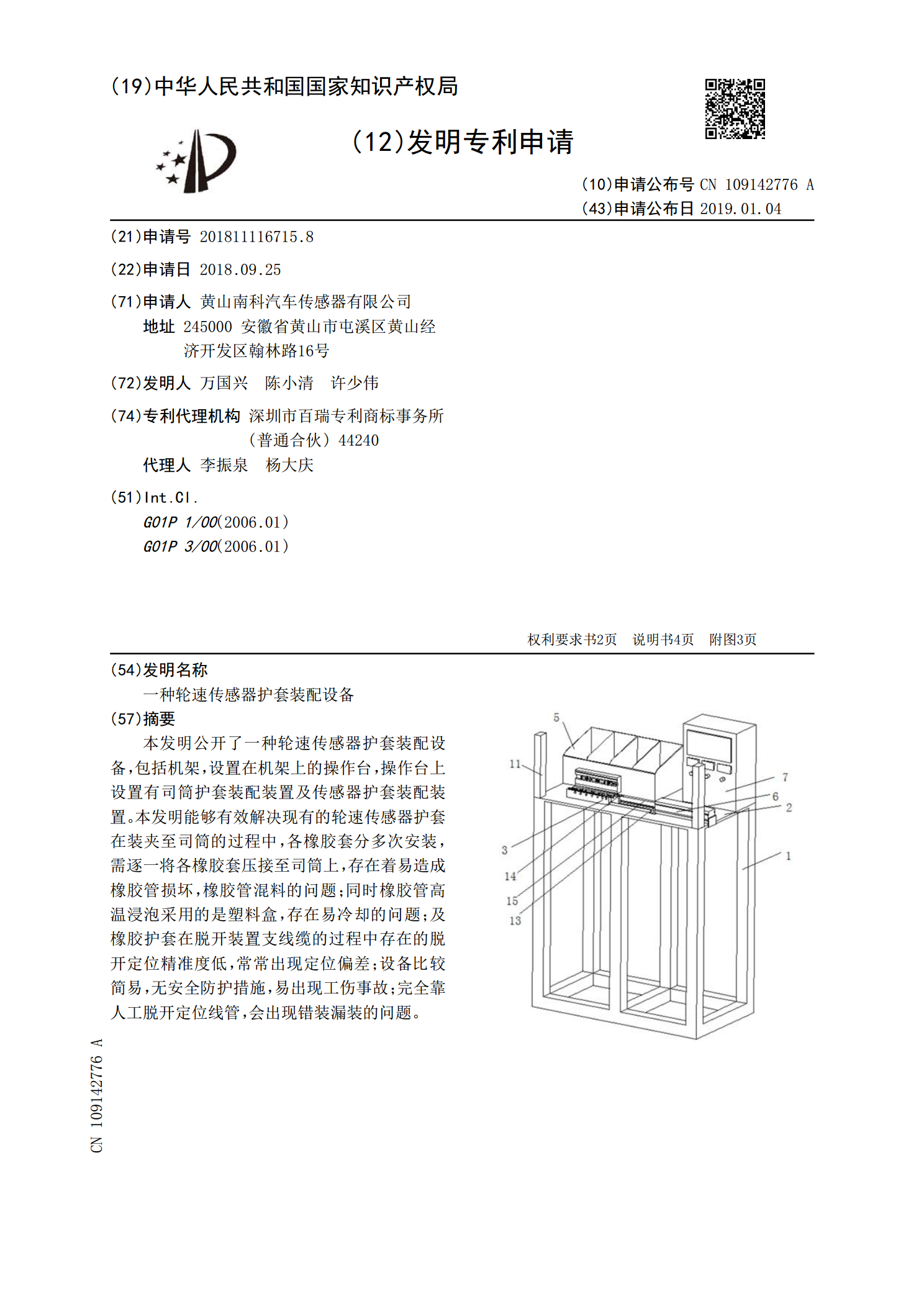
一种轮速传感器护套装配设备.pdf
本发明公开了一种轮速传感器护套装配设备,包括机架,设置在机架上的操作台,操作台上设置有司筒护套装配装置及传感器护套装配装置。本发明能够有效解决现有的轮速传感器护套在装夹至司筒的过程中,各橡胶套分多次安装,需逐一将各橡胶套压接至司筒上,存在着易造成橡胶管损坏,橡胶管混料的问题;同时橡胶管高温浸泡采用的是塑料盒,存在易冷却的问题;及橡胶护套在脱开装置支线缆的过程中存在的脱开定位精准度低,常常出现定位偏差;设备比较简易,无安全防护措施,易出现工伤事故;完全靠人工脱开定位线管,会出现错装漏装的问题。