
汽车轮速传感器生产设备.pdf

一只****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车轮速传感器生产设备.pdf
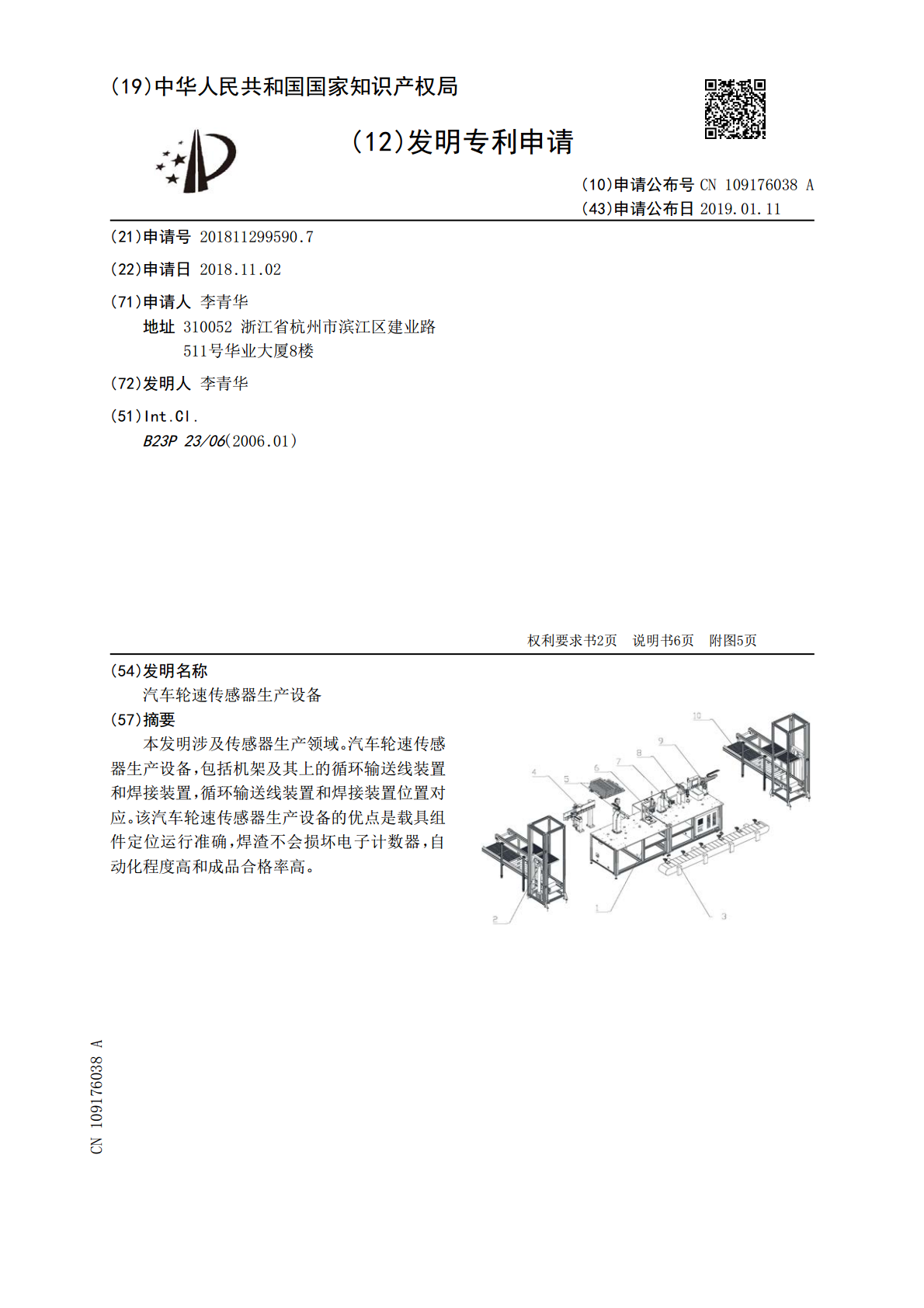
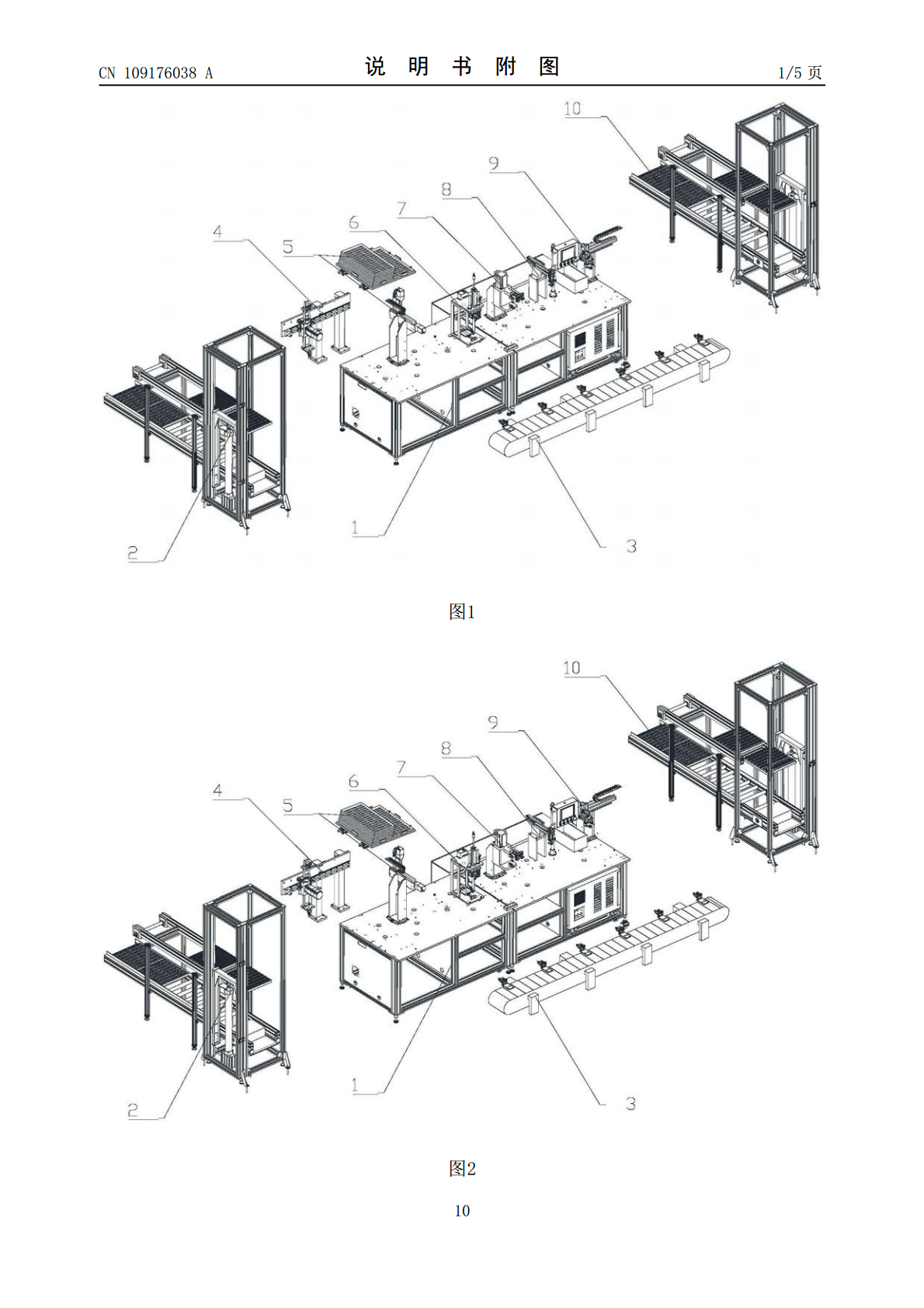
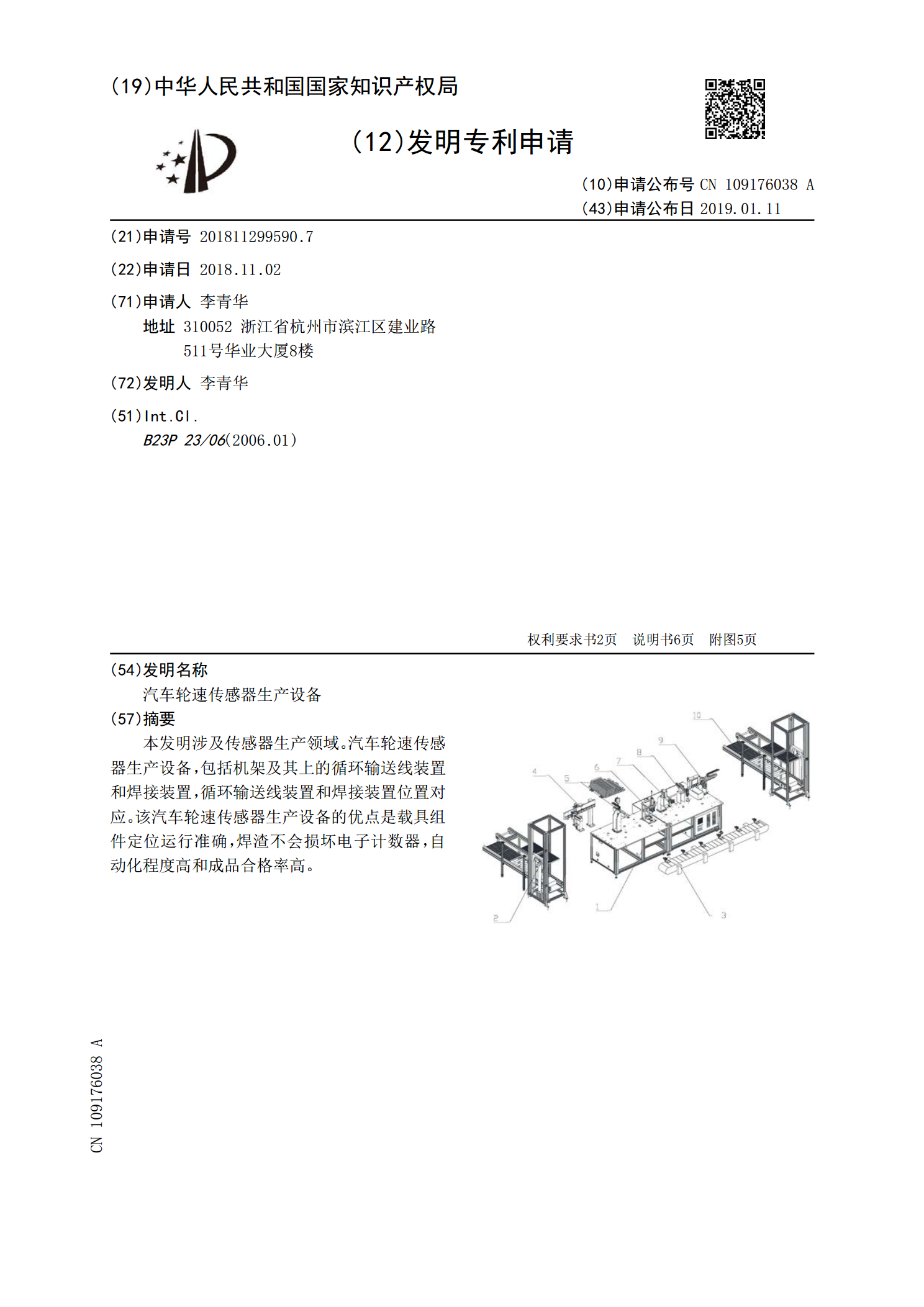
本发明涉及传感器生产领域。汽车轮速传感器生产设备,包括机架及其上的循环输送线装置和焊接装置,循环输送线装置和焊接装置位置对应。该汽车轮速传感器生产设备的优点是载具组件定位运行准确,焊渣不会损坏电子计数器,自动化程度高和成品合格率高。
汽车轮速传感器.pdf
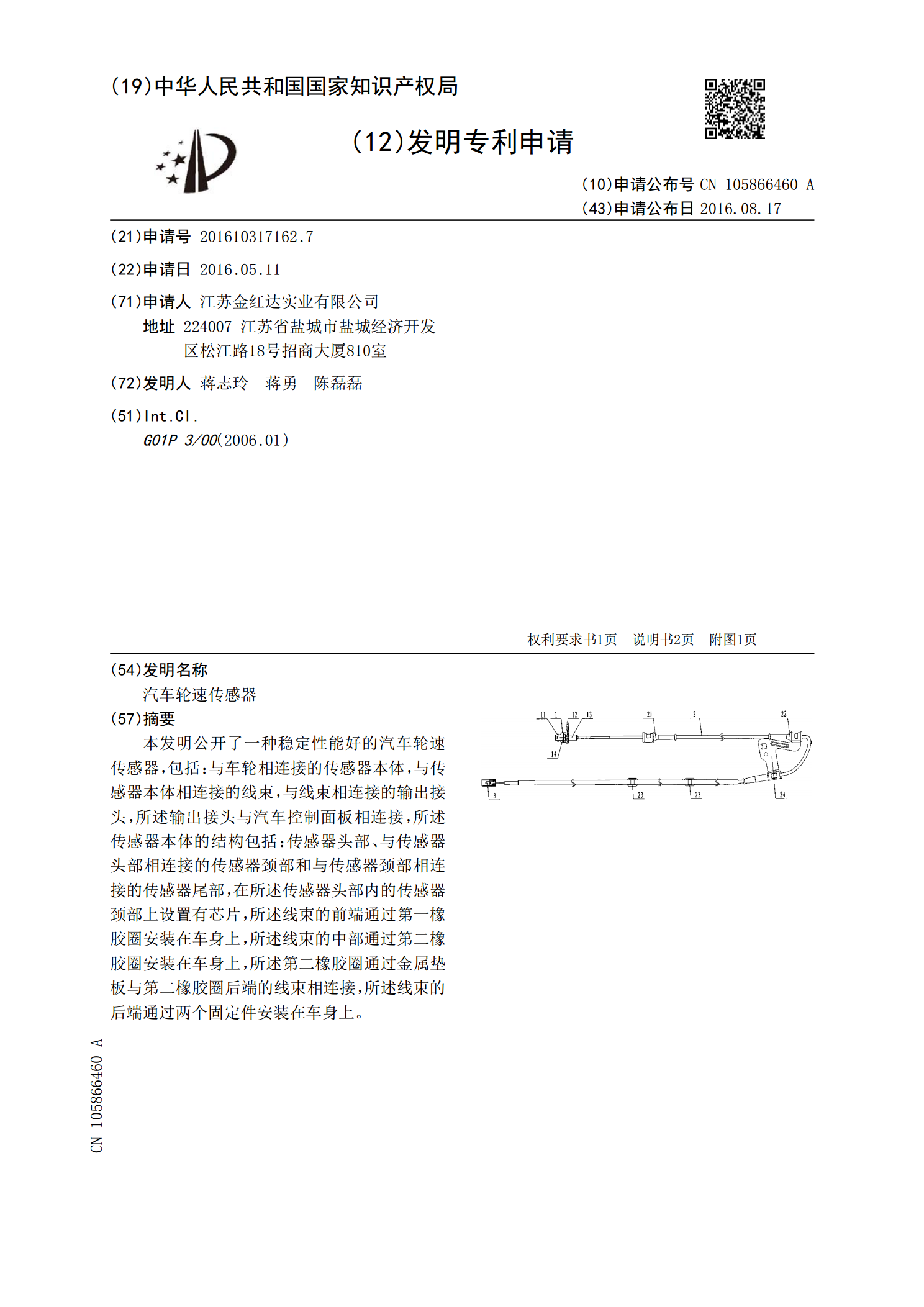
本发明公开了一种稳定性能好的汽车轮速传感器,包括:与车轮相连接的传感器本体,与传感器本体相连接的线束,与线束相连接的输出接头,所述输出接头与汽车控制面板相连接,所述传感器本体的结构包括:传感器头部、与传感器头部相连接的传感器颈部和与传感器颈部相连接的传感器尾部,在所述传感器头部内的传感器颈部上设置有芯片,所述线束的前端通过第一橡胶圈安装在车身上,所述线束的中部通过第二橡胶圈安装在车身上,所述第二橡胶圈通过金属垫板与第二橡胶圈后端的线束相连接,所述线束的后端通过两个固定件安装在车身上。

汽车轮速传感器电缆.pdf
汽车轮速传感器电缆,涉及电缆制造领域,特别是一种汽车轮速传感器电缆。本发明包括两股绝缘导体,在绝缘导体外依次设置隔离层、阻燃TPV外护套层;绝缘导体包括铜丝导体,在铜丝导体外包裹F46绝缘层。本发明具有高耐温耐候性且柔软性能好,安装方便。本发明适用于汽车轮速检测,电缆接头需采用PA注塑要求的电缆。

汽车轮速传感器支架.pdf
本发明公开了汽车轮速传感器支架,包括传感器安装盘,传感器安装盘通过车胎螺母连接轮毂,传感器安装盘中心设有传感器轴,传感器轴内固定连接传感器的输出轴,支架还包括固定连接传感器本体的固定座,固定座活络连接一立杆,立杆顶部通过转滑装置活络连接一横杆,横杆一端通过转滑装置活络连接一竖杆,竖杆通过固定装置固定在车身上。本发明可以实现精确测量轮速,支架将轮速传感器与车轮轮毂相对固定,且可以抵消车辆在行进过程中车轮相对车身的各种复杂运动,通过支架上各杆的滑动和转动,始终保持轮速传感器与车轮轮毂相对固定,使支
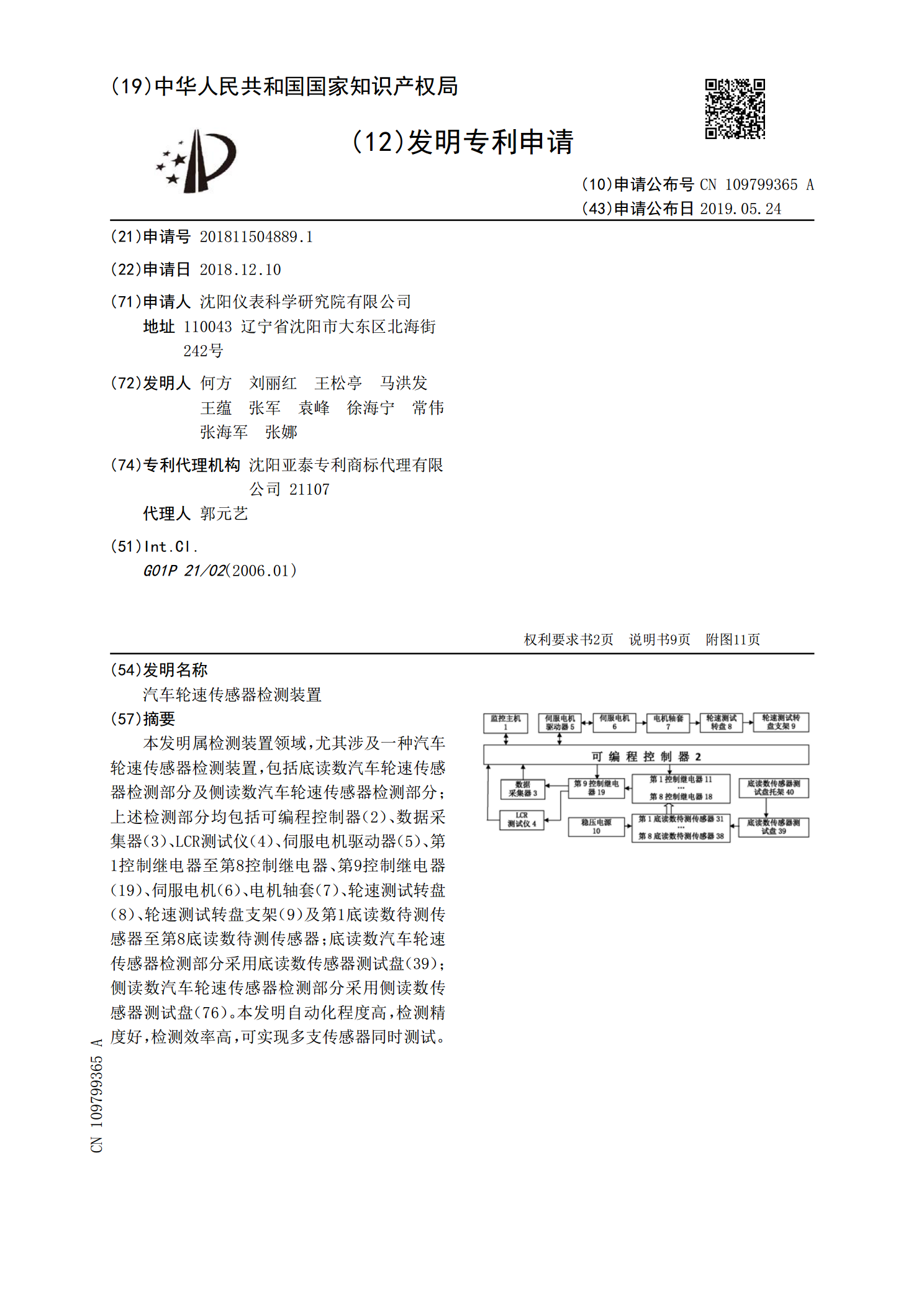
汽车轮速传感器检测装置.pdf
本发明属检测装置领域,尤其涉及一种汽车轮速传感器检测装置,包括底读数汽车轮速传感器检测部分及侧读数汽车轮速传感器检测部分;上述检测部分均包括可编程控制器(2)、数据采集器(3)、LCR测试仪(4)、伺服电机驱动器(5)、第1控制继电器至第8控制继电器、第9控制继电器(19)、伺服电机(6)、电机轴套(7)、轮速测试转盘(8)、轮速测试转盘支架(9)及第1底读数待测传感器至第8底读数待测传感器;底读数汽车轮速传感器检测部分采用底读数传感器测试盘(39);侧读数汽车轮速传感器检测部分采用侧读数传感器测试盘(7