
一种端面铣刀四轴旋转开粗加工方法.pdf

婀娜****aj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种端面铣刀四轴旋转开粗加工方法.pdf
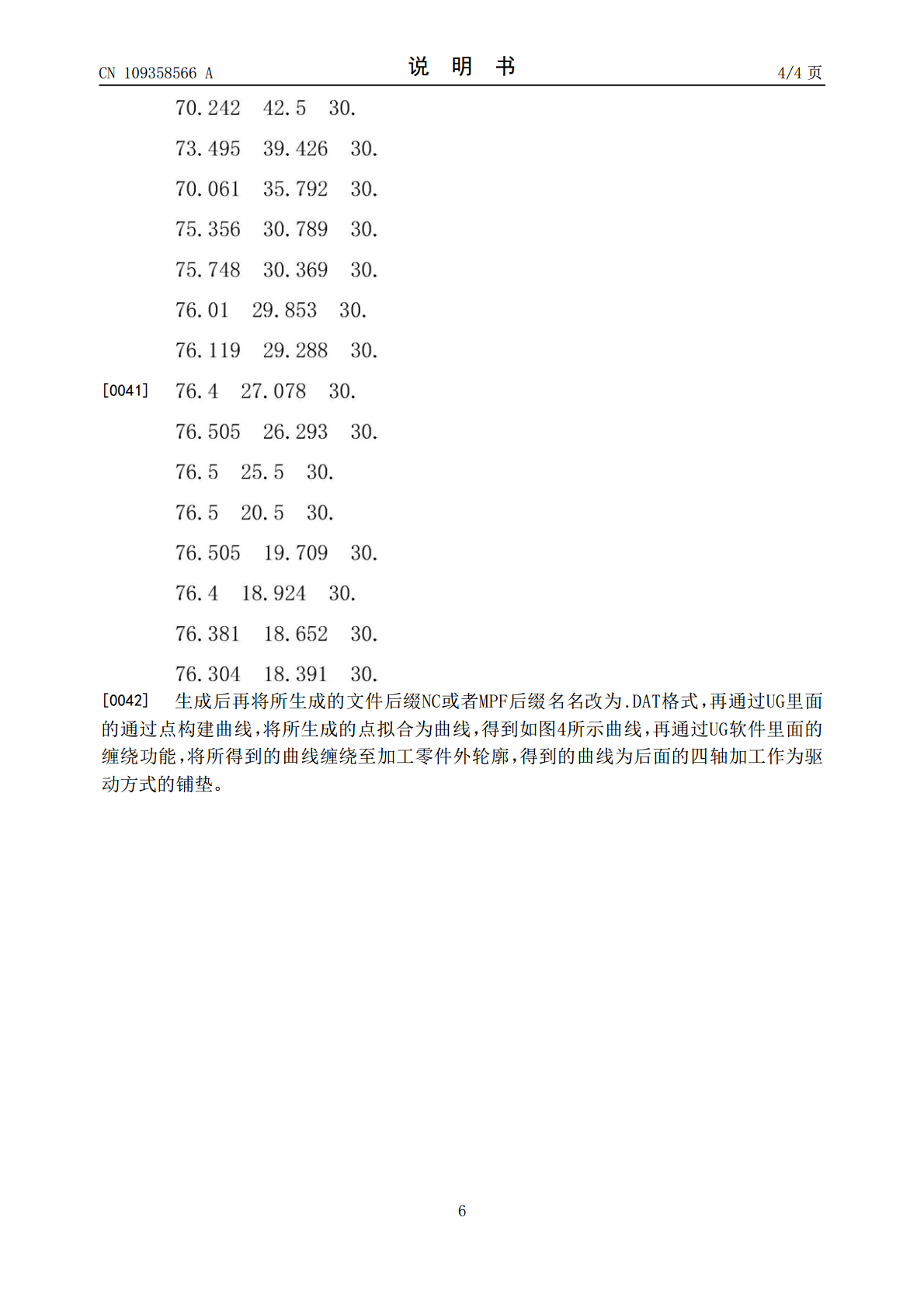
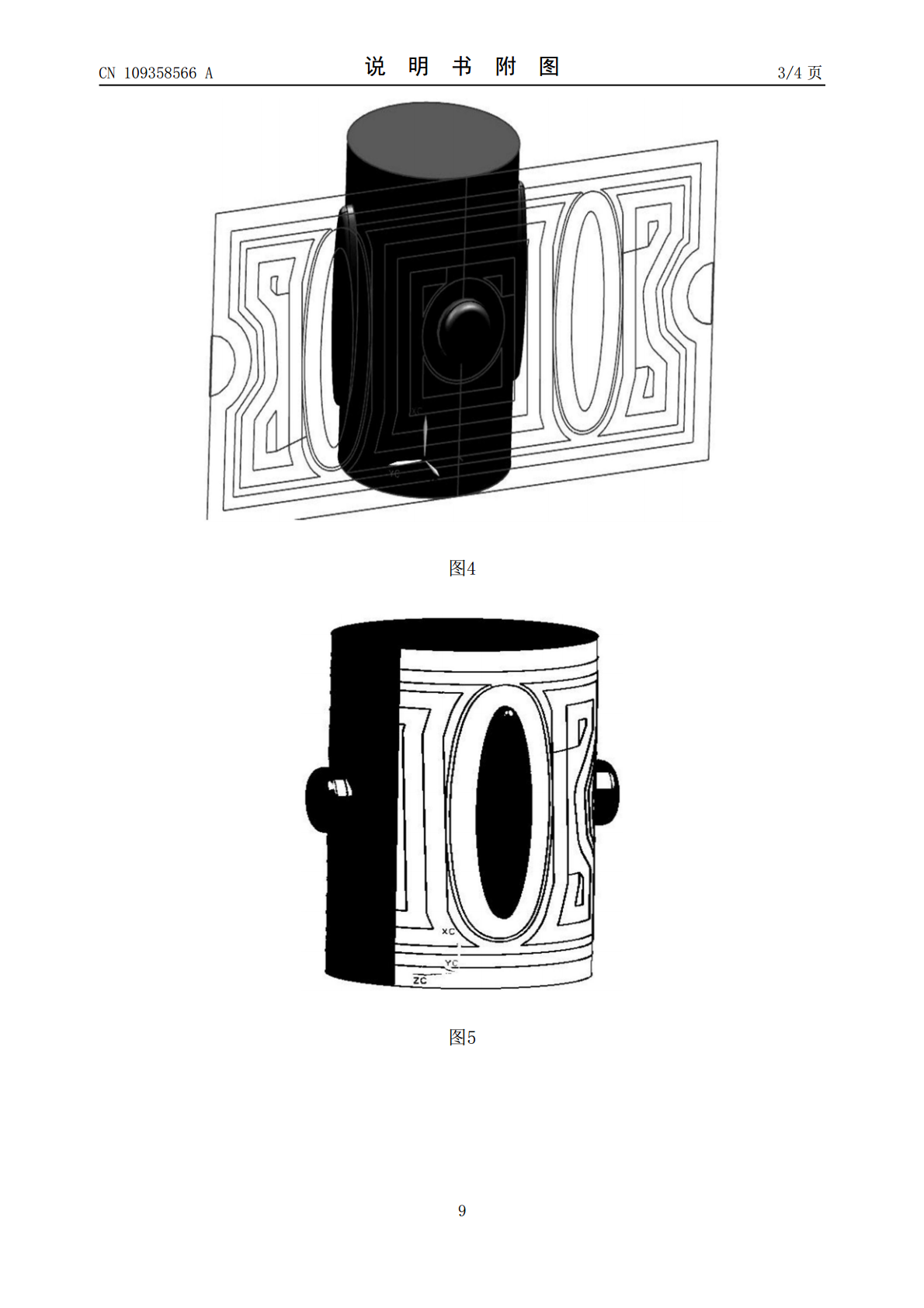
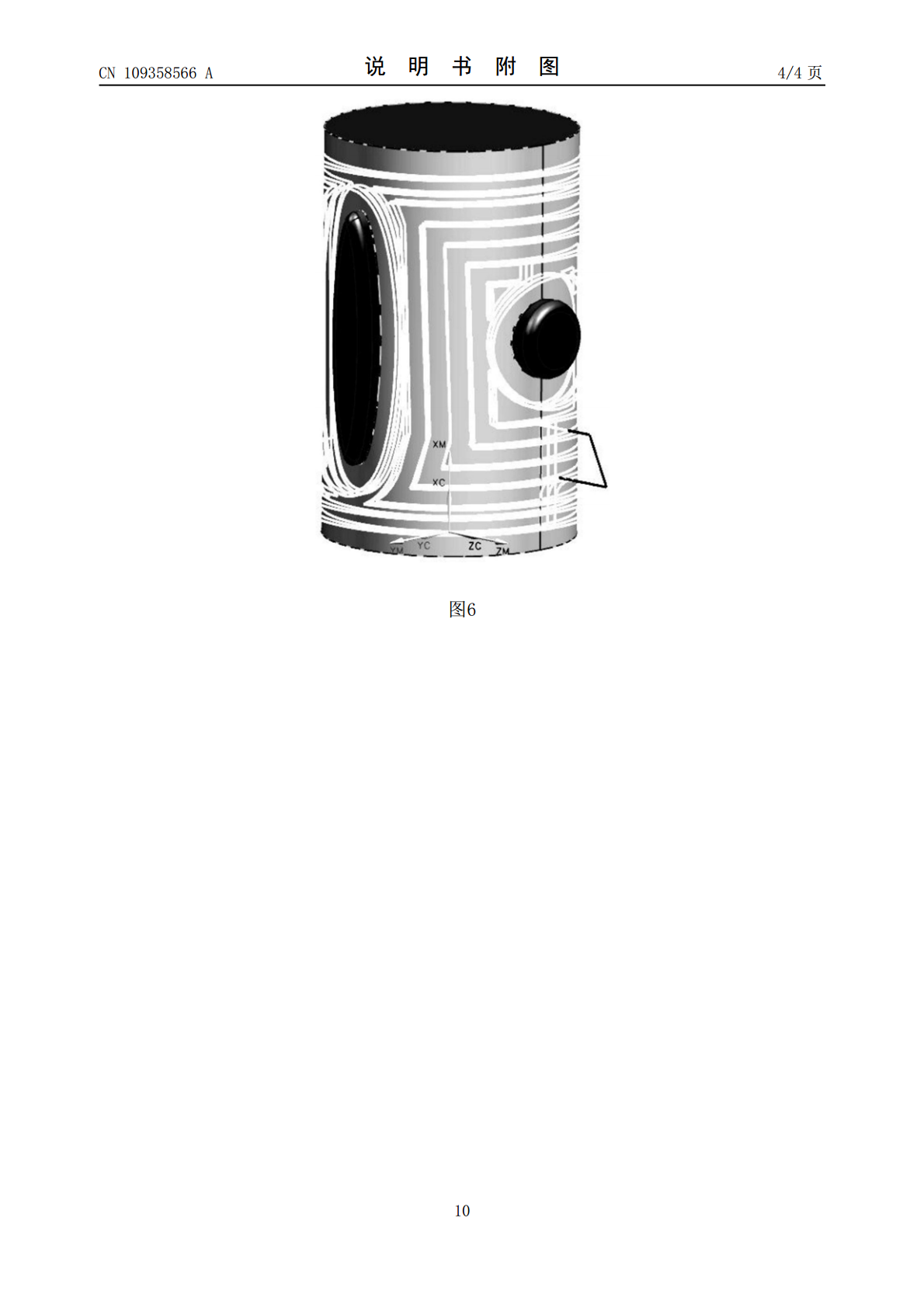
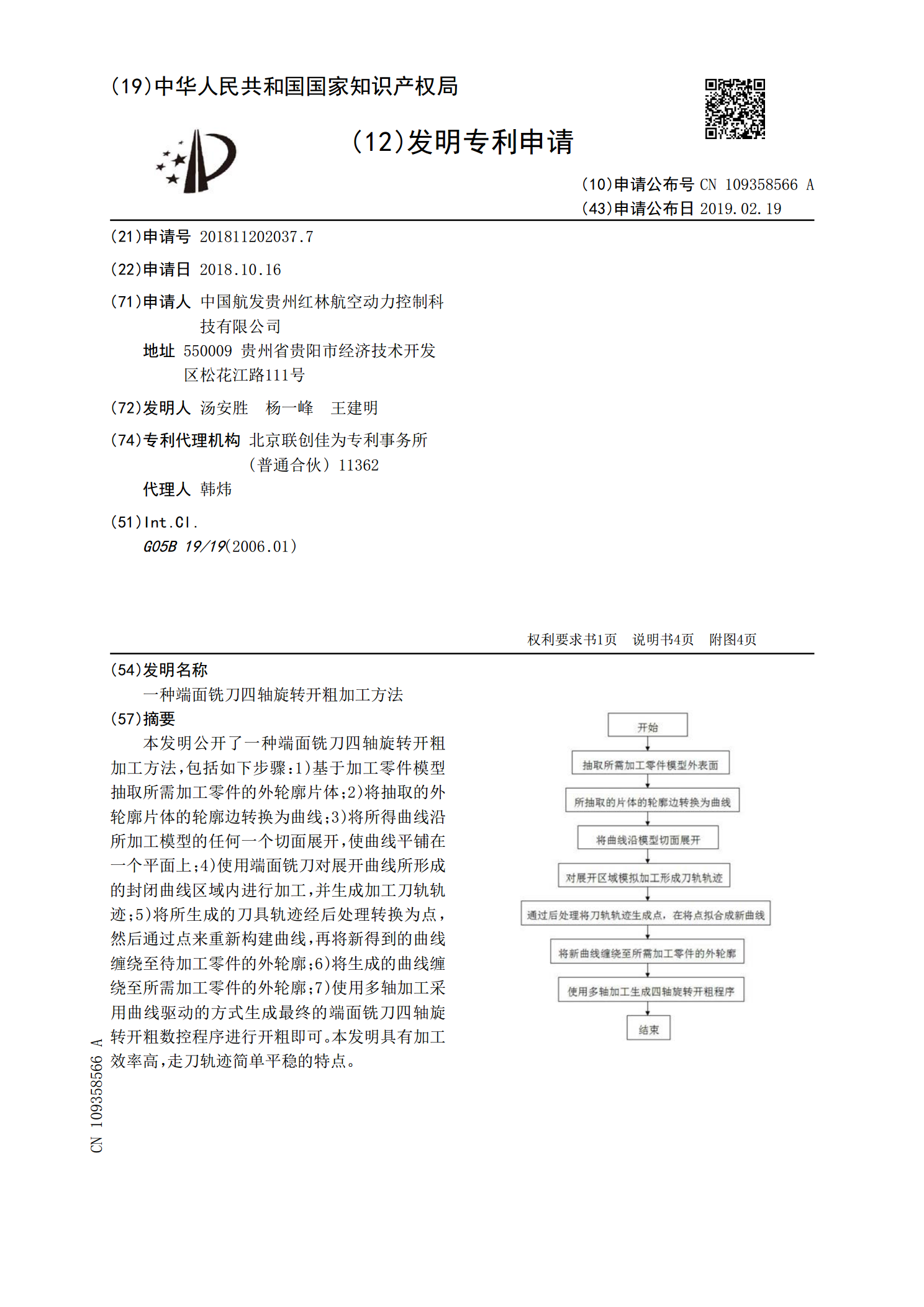
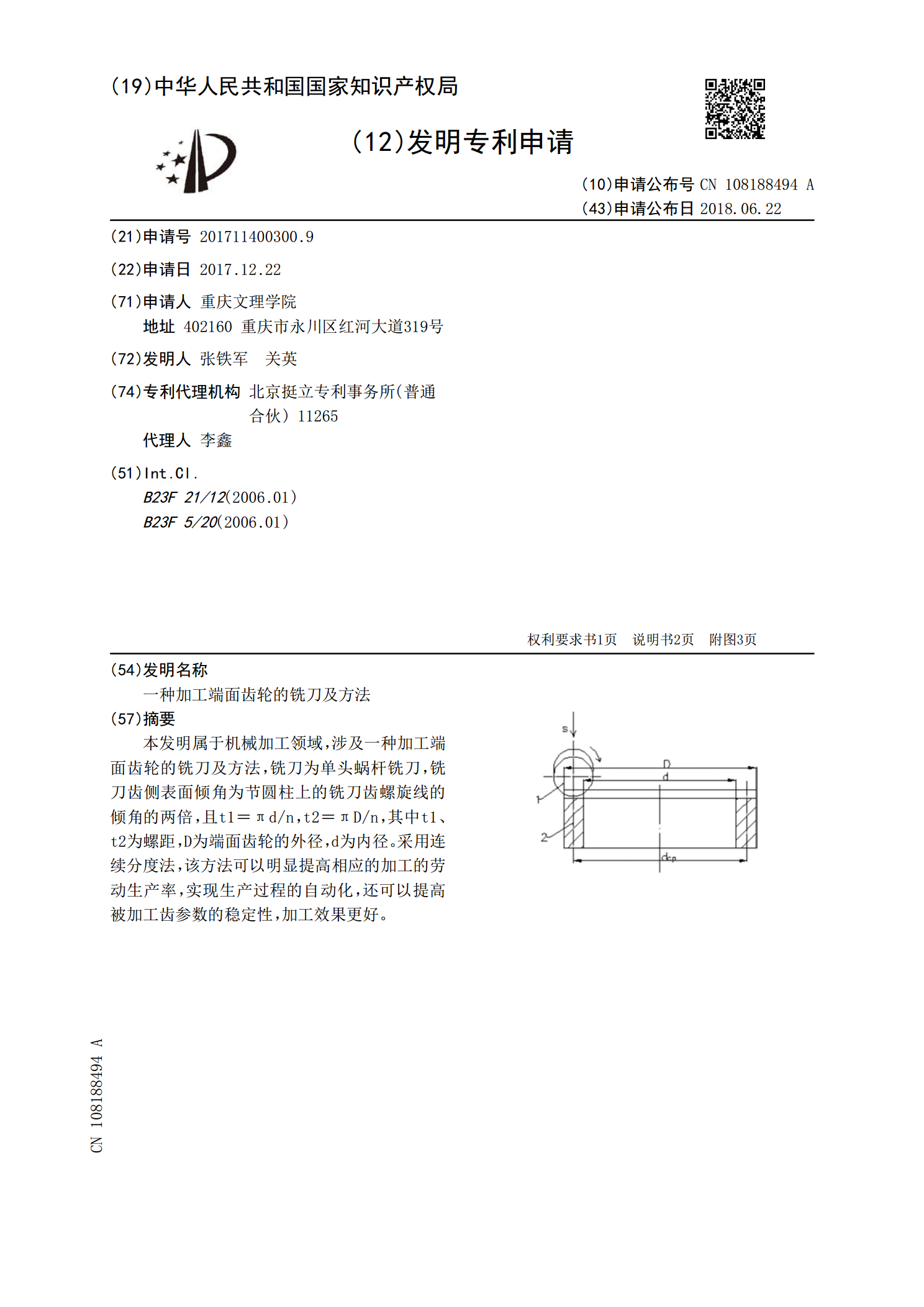
本发明公开了一种端面铣刀四轴旋转开粗加工方法,包括如下步骤:1)基于加工零件模型抽取所需加工零件的外轮廓片体;2)将抽取的外轮廓片体的轮廓边转换为曲线;3)将所得曲线沿所加工模型的任何一个切面展开,使曲线平铺在一个平面上;4)使用端面铣刀对展开曲线所形成的封闭曲线区域内进行加工,并生成加工刀轨轨迹;5)将所生成的刀具轨迹经后处理转换为点,然后通过点来重新构建曲线,再将新得到的曲线缠绕至待加工零件的外轮廓;6)将生成的曲线缠绕至所需加工零件的外轮廓;7)使用多轴加工采用曲线驱动的方式生成最终的端面铣刀四轴旋
一种加工端面齿轮的铣刀及方法.pdf
本发明属于机械加工领域,涉及一种加工端面齿轮的铣刀及方法,铣刀为单头蜗杆铣刀,铣刀齿侧表面倾角为节圆柱上的铣刀齿螺旋线的倾角的两倍,且t1=πd/n,t2=πD/n,其中t1、t2为螺距,D为端面齿轮的外径,d为内径。采用连续分度法,该方法可以明显提高相应的加工的劳动生产率,实现生产过程的自动化,还可以提高被加工齿参数的稳定性,加工效果更好。
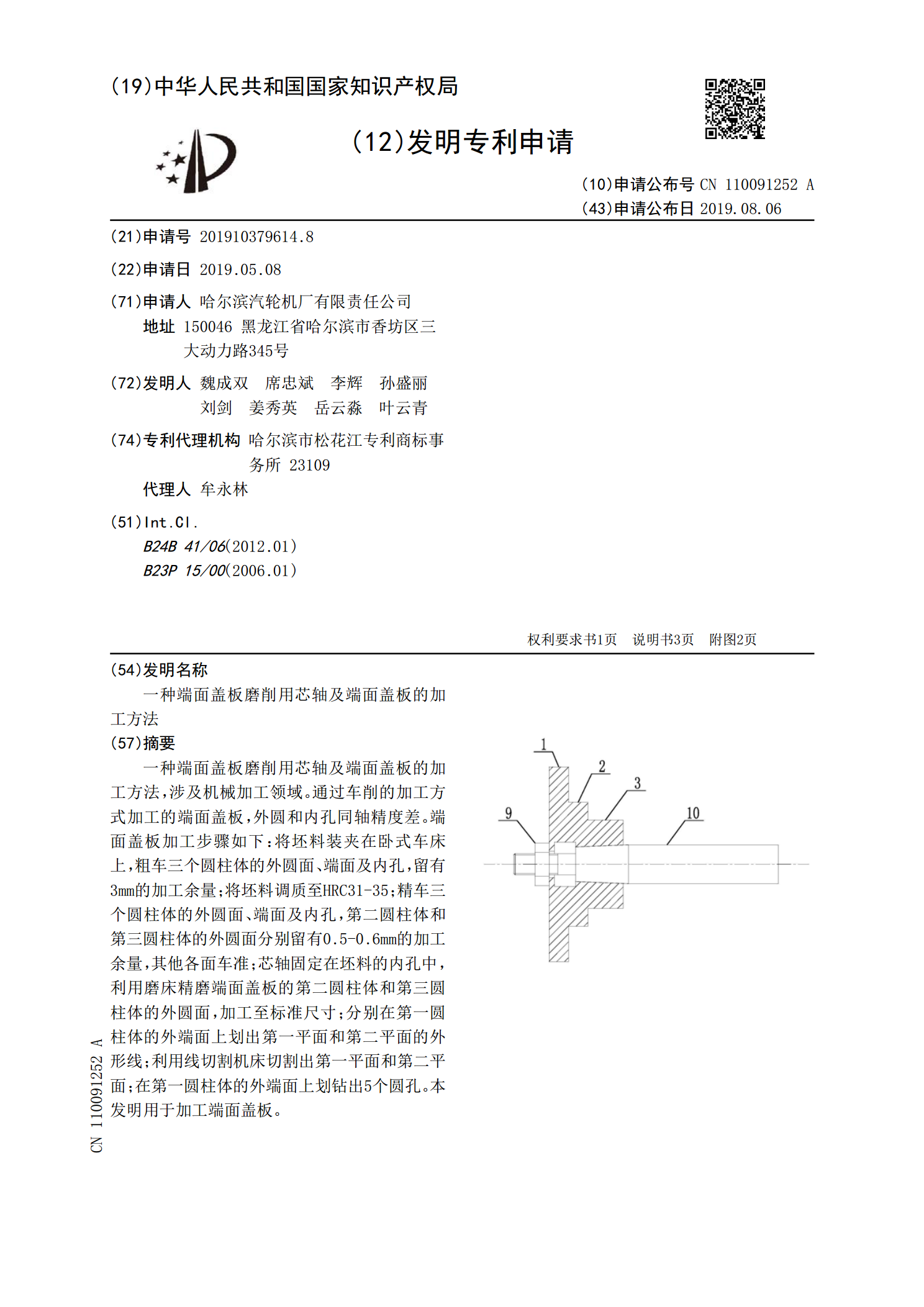
一种端面盖板磨削用芯轴及端面盖板的加工方法.pdf
一种端面盖板磨削用芯轴及端面盖板的加工方法,涉及机械加工领域。通过车削的加工方式加工的端面盖板,外圆和内孔同轴精度差。端面盖板加工步骤如下:将坯料装夹在卧式车床上,粗车三个圆柱体的外圆面、端面及内孔,留有3mm的加工余量;将坯料调质至HRC31‑35;精车三个圆柱体的外圆面、端面及内孔,第二圆柱体和第三圆柱体的外圆面分别留有0.5‑0.6mm的加工余量,其他各面车准;芯轴固定在坯料的内孔中,利用磨床精磨端面盖板的第二圆柱体和第三圆柱体的外圆面,加工至标准尺寸;分别在第一圆柱体的外端面上划出第一平面和第二平

一种五轴双端面磨床的控制方法.pdf
本发明涉及一种五轴双端面磨床的控制方法,包括步骤如下:步骤1、设定工件尺寸及磨削工艺,装工件,启动磨削程序,砂轮对工件进行粗磨削,然后进行半精磨削;步骤2、启动测量程序,算出加工余量;步骤3、启动精加工程序,对工件进行精加工磨削;步骤4、磨削完成后,启动最终测量程序,判断工件是否尺寸合格;若合格,则执行下一步,若不合格,则执行步骤3;步骤5、判断端面是否磨完,若是,磨削完成,拆工件,若不是,则通过磁力往复工作台旋转角度,执行步骤1;本发明的控制方法实现了双端面自动磨削、自动补偿和自动测量,能对陶瓷模芯在一

一种平底铣刀多轴铣削力预测方法.pdf
本发明公开了一种铣削力预测方法,包括:建立坐标系;确定工艺参数,并计算微元铣削刃的旋转角;确定铣削力系数;提取待加工工件的刀位点信息,根据提取的刀位点信息确定铣削加工过程中每齿切削时刀具的位置,计算瞬时未变形切屑厚度,将瞬时未变形切屑厚度拆分为第一厚度和第二厚度,第一厚度通过刀具姿态不变时铣削加工的切削厚度获取,第二厚度为刀轴矢量在单齿切削时间内由于姿态旋转引起的变化厚度;根据铣削力系数和瞬时未变形切屑厚度计算单个微元铣削力,并将总铣削力转化到工件坐标系下,作为铣削力在当前时刻的预测值。本发明通过对瞬时未