
一种五轴双端面磨床的控制方法.pdf

睿达****的的

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种五轴双端面磨床的控制方法.pdf
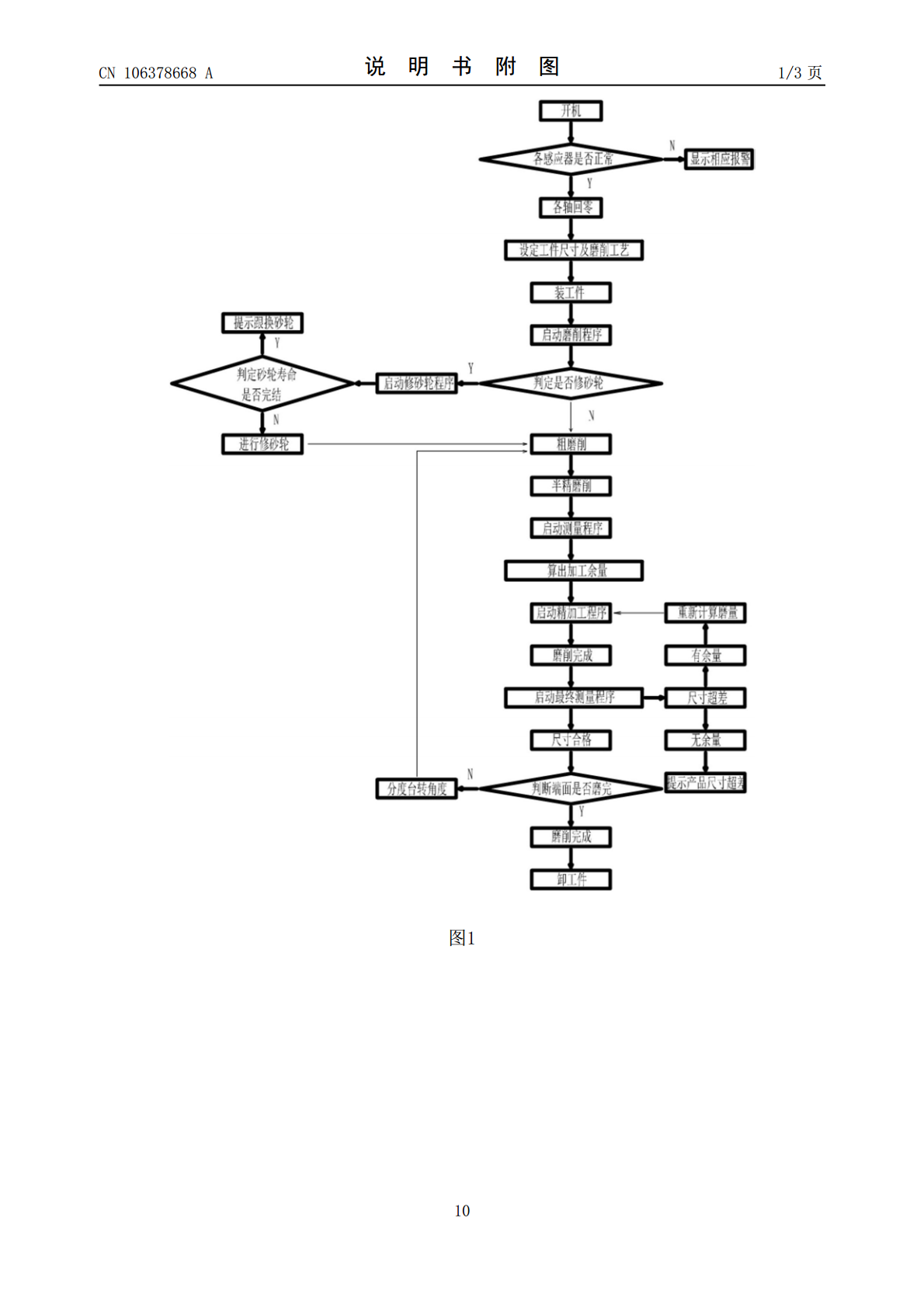
本发明涉及一种五轴双端面磨床的控制方法,包括步骤如下:步骤1、设定工件尺寸及磨削工艺,装工件,启动磨削程序,砂轮对工件进行粗磨削,然后进行半精磨削;步骤2、启动测量程序,算出加工余量;步骤3、启动精加工程序,对工件进行精加工磨削;步骤4、磨削完成后,启动最终测量程序,判断工件是否尺寸合格;若合格,则执行下一步,若不合格,则执行步骤3;步骤5、判断端面是否磨完,若是,磨削完成,拆工件,若不是,则通过磁力往复工作台旋转角度,执行步骤1;本发明的控制方法实现了双端面自动磨削、自动补偿和自动测量,能对陶瓷模芯在一
一种高效双端面磨床及其控制方法.pdf
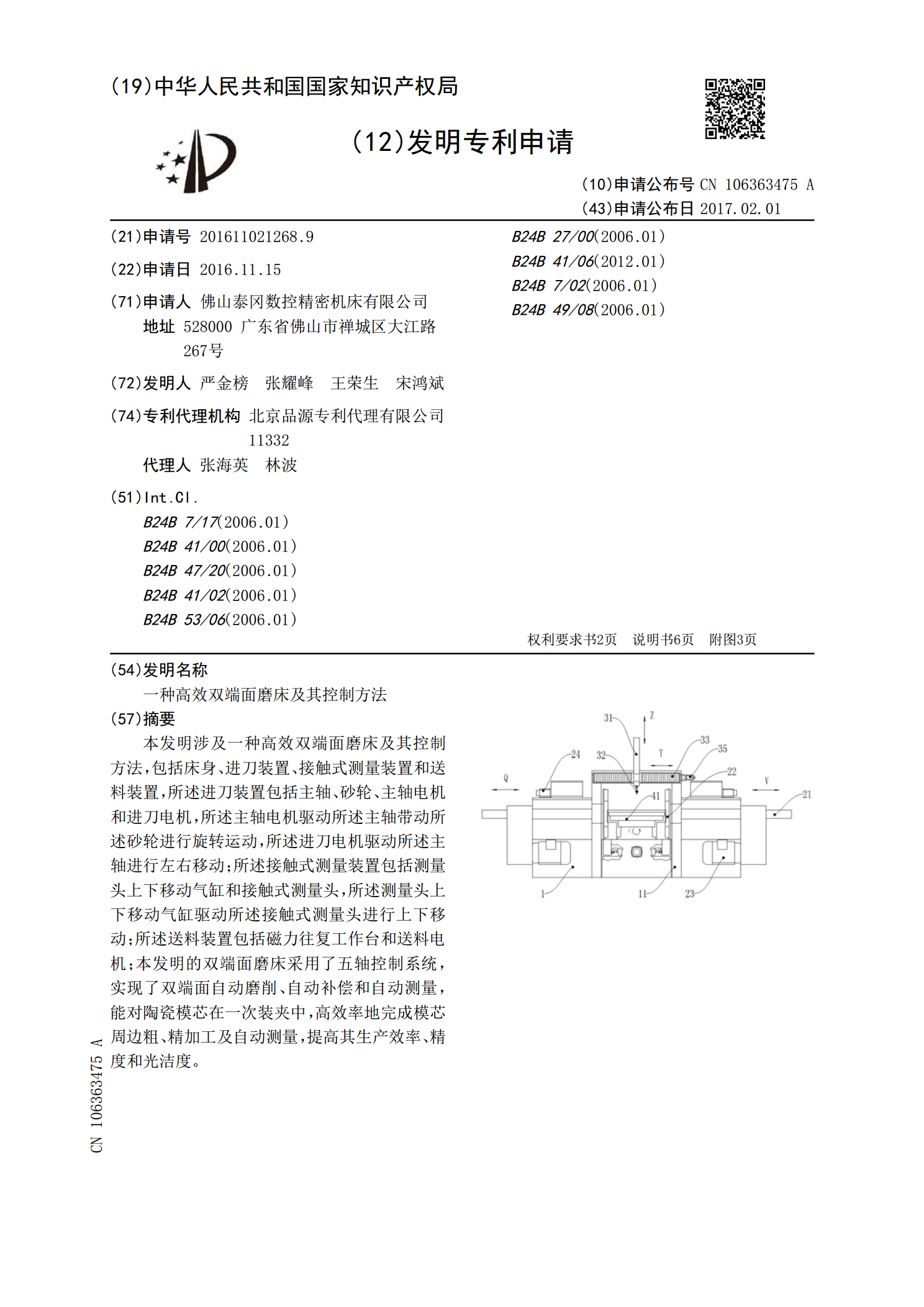
本发明涉及一种高效双端面磨床及其控制方法,包括床身、进刀装置、接触式测量装置和送料装置,所述进刀装置包括主轴、砂轮、主轴电机和进刀电机,所述主轴电机驱动所述主轴带动所述砂轮进行旋转运动,所述进刀电机驱动所述主轴进行左右移动;所述接触式测量装置包括测量头上下移动气缸和接触式测量头,所述测量头上下移动气缸驱动所述接触式测量头进行上下移动;所述送料装置包括磁力往复工作台和送料电机;本发明的双端面磨床采用了五轴控制系统,实现了双端面自动磨削、自动补偿和自动测量,能对陶瓷模芯在一次装夹中,高效率地完成模芯周边粗、精

一种双端面磨床砂轮的安装方法.pdf
一种双端面磨床砂轮的安装方法,它涉及磨削加工技术领域。本发明为解决现有磨床砂轮更换不方便,同时采用硫磺粘接对人身健康造成伤害的问题。本发明包括如下步骤:在砂轮的内侧端面上均布开设多个安装盲孔,然后在安装盲孔内嵌装螺纹孔座;在砂轮盘的外侧端面上均布开设多个安装通孔,安装通孔与安装盲孔一一对应设置;在每个安装通孔内分别安装紧固螺栓,紧固螺栓的末端与螺纹孔座螺纹连接,旋紧紧固螺栓将砂轮与砂轮盘之间紧固。本发明用于双端面磨床砂轮的安装。

一种双端面磨床.pdf
本发明提供了一种双端面磨床。所述双端面磨床包括床身、砂轮修整器组件、送料组件,以及位于床身上的主轴、主轴组件,砂轮、主轴电机、电机组、丝杠,所述砂轮安装在主轴的一端,所述砂轮修整器组件壳体与防尘罩合为一体,对砂轮起到防护作用,所述主轴组件安装在主轴上,所述丝杠一端和电机组相连,且所述丝杠和主轴组件相连,所述电机组控制丝杠转动,所述丝杠带动主轴组件左右移动,从而实现磨削过程中的进给运动,所述主轴电机用于驱动砂轮和主轴旋转,从而实现磨削运动。通过本发明提供的技术方案,机床的进给运动采用PLC或数控控制步进电机
一种双端面磨床.pdf
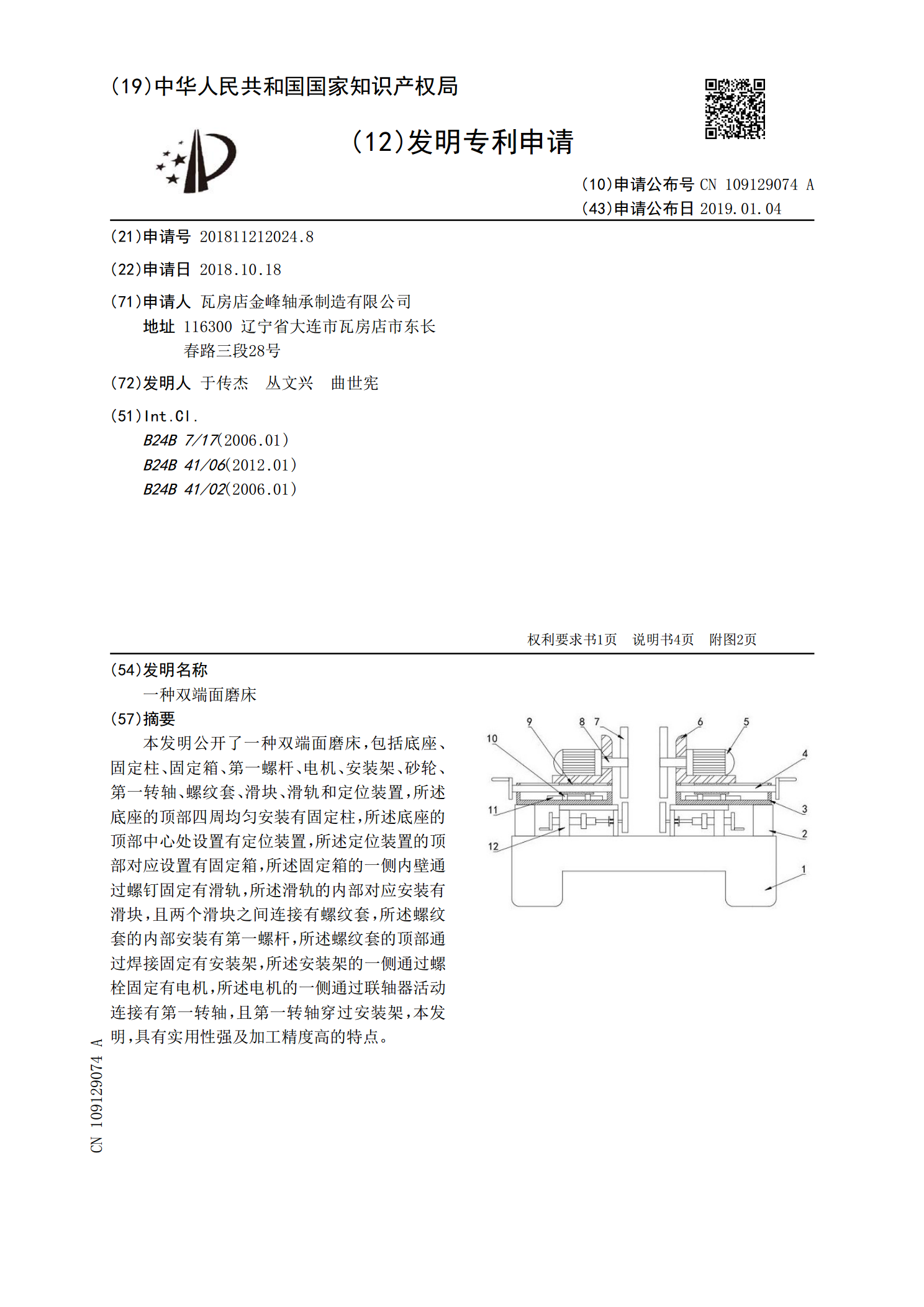
本发明公开了一种双端面磨床,包括底座、固定柱、固定箱、第一螺杆、电机、安装架、砂轮、第一转轴、螺纹套、滑块、滑轨和定位装置,所述底座的顶部四周均匀安装有固定柱,所述底座的顶部中心处设置有定位装置,所述定位装置的顶部对应设置有固定箱,所述固定箱的一侧内壁通过螺钉固定有滑轨,所述滑轨的内部对应安装有滑块,且两个滑块之间连接有螺纹套,所述螺纹套的内部安装有第一螺杆,所述螺纹套的顶部通过焊接固定有安装架,所述安装架的一侧通过螺栓固定有电机,所述电机的一侧通过联轴器活动连接有第一转轴,且第一转轴穿过安装架,本发明,