
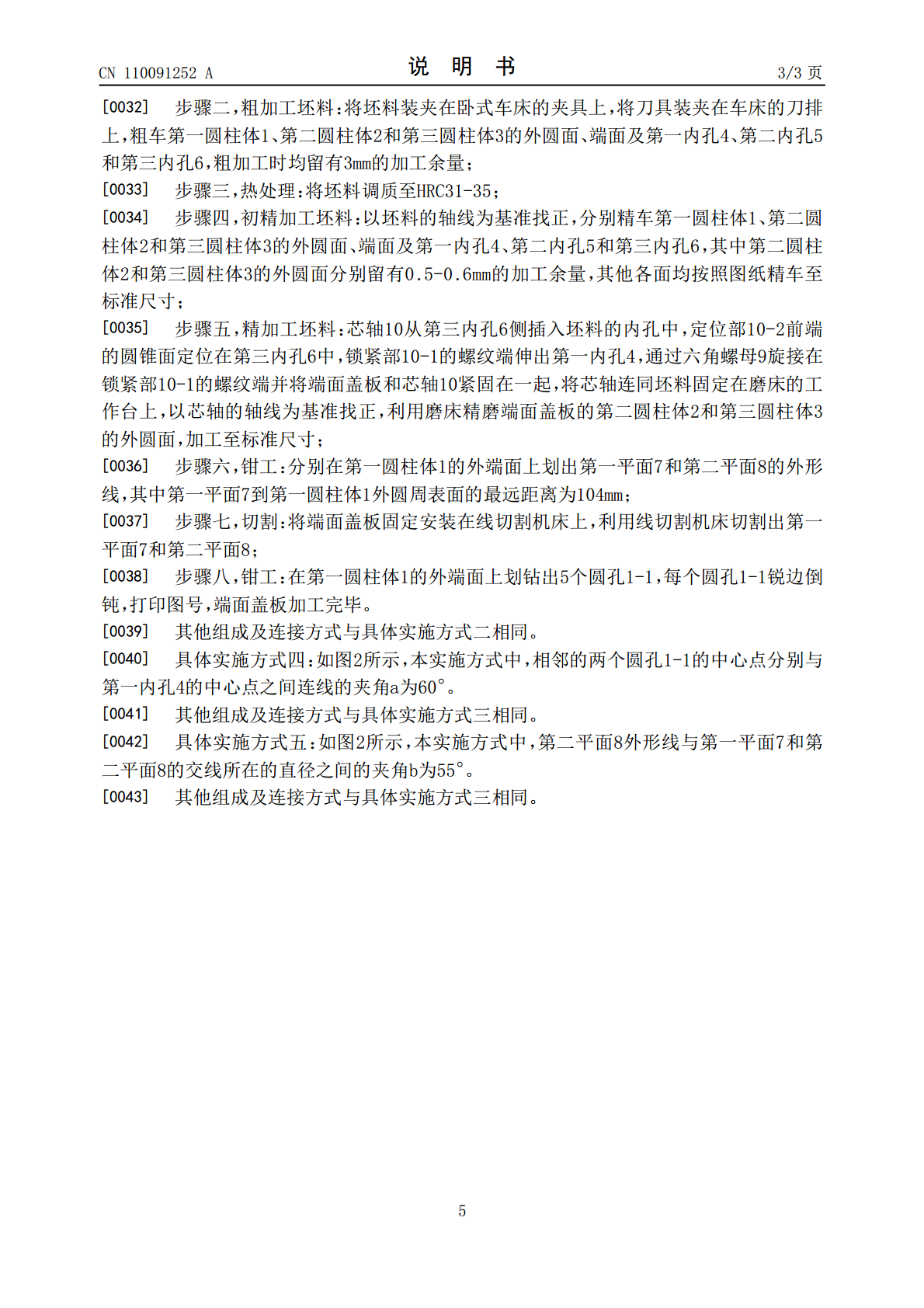
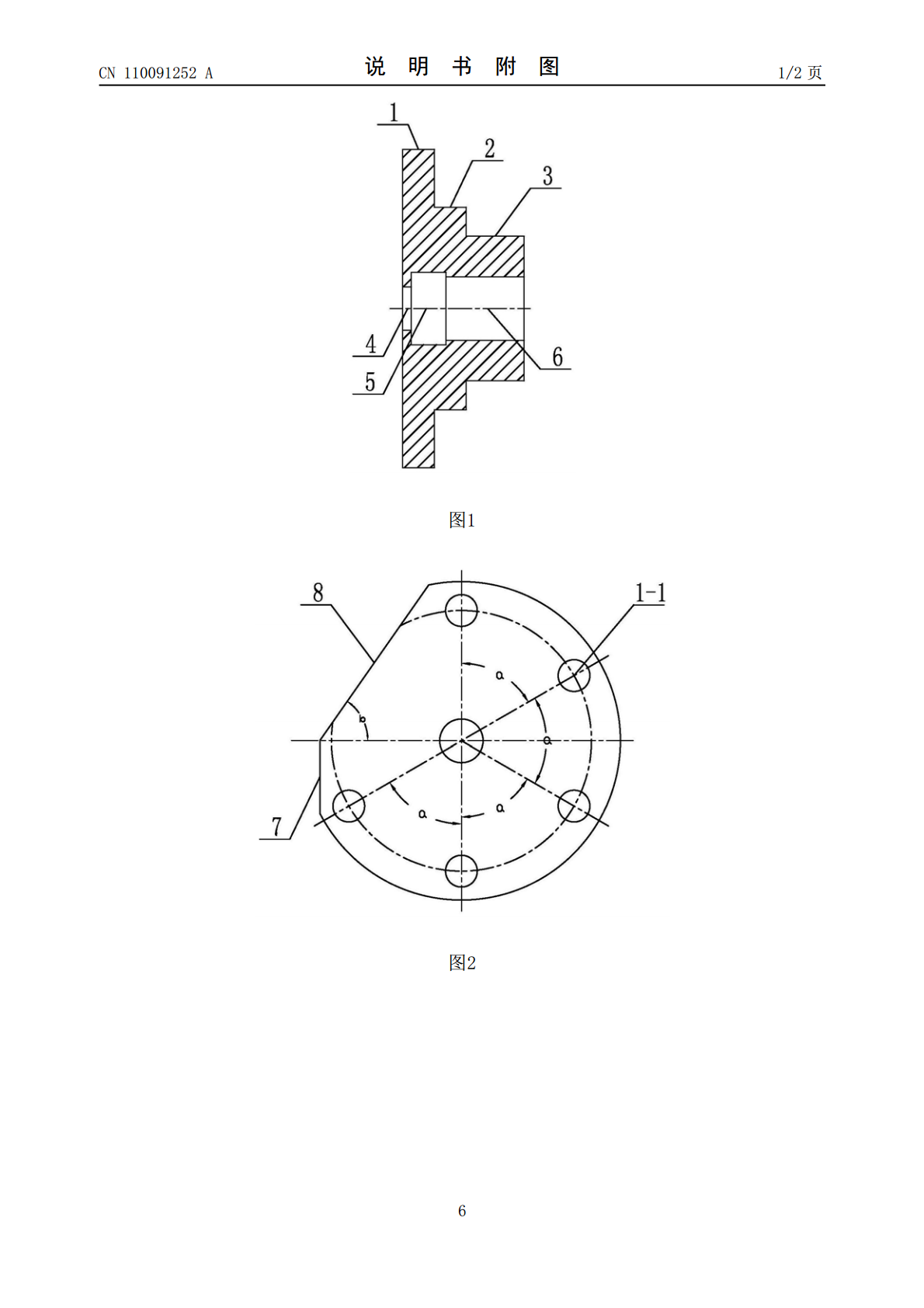
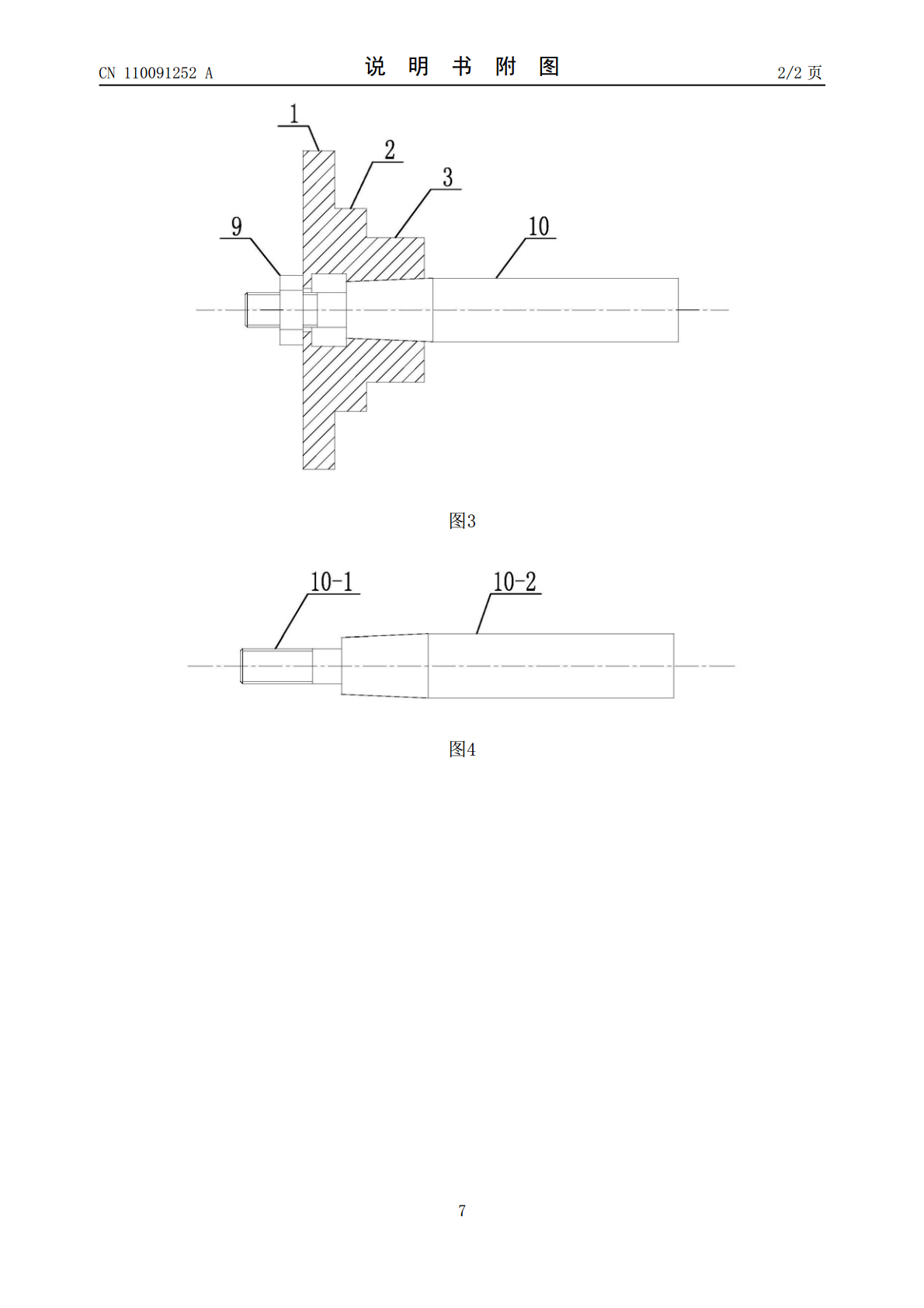
一种端面盖板磨削用芯轴及端面盖板的加工方法.pdf

是立****92

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种端面盖板磨削用芯轴及端面盖板的加工方法.pdf
一种端面盖板磨削用芯轴及端面盖板的加工方法,涉及机械加工领域。通过车削的加工方式加工的端面盖板,外圆和内孔同轴精度差。端面盖板加工步骤如下:将坯料装夹在卧式车床上,粗车三个圆柱体的外圆面、端面及内孔,留有3mm的加工余量;将坯料调质至HRC31‑35;精车三个圆柱体的外圆面、端面及内孔,第二圆柱体和第三圆柱体的外圆面分别留有0.5‑0.6mm的加工余量,其他各面车准;芯轴固定在坯料的内孔中,利用磨床精磨端面盖板的第二圆柱体和第三圆柱体的外圆面,加工至标准尺寸;分别在第一圆柱体的外端面上划出第一平面和第二平
双端面磨削加工方法.pdf
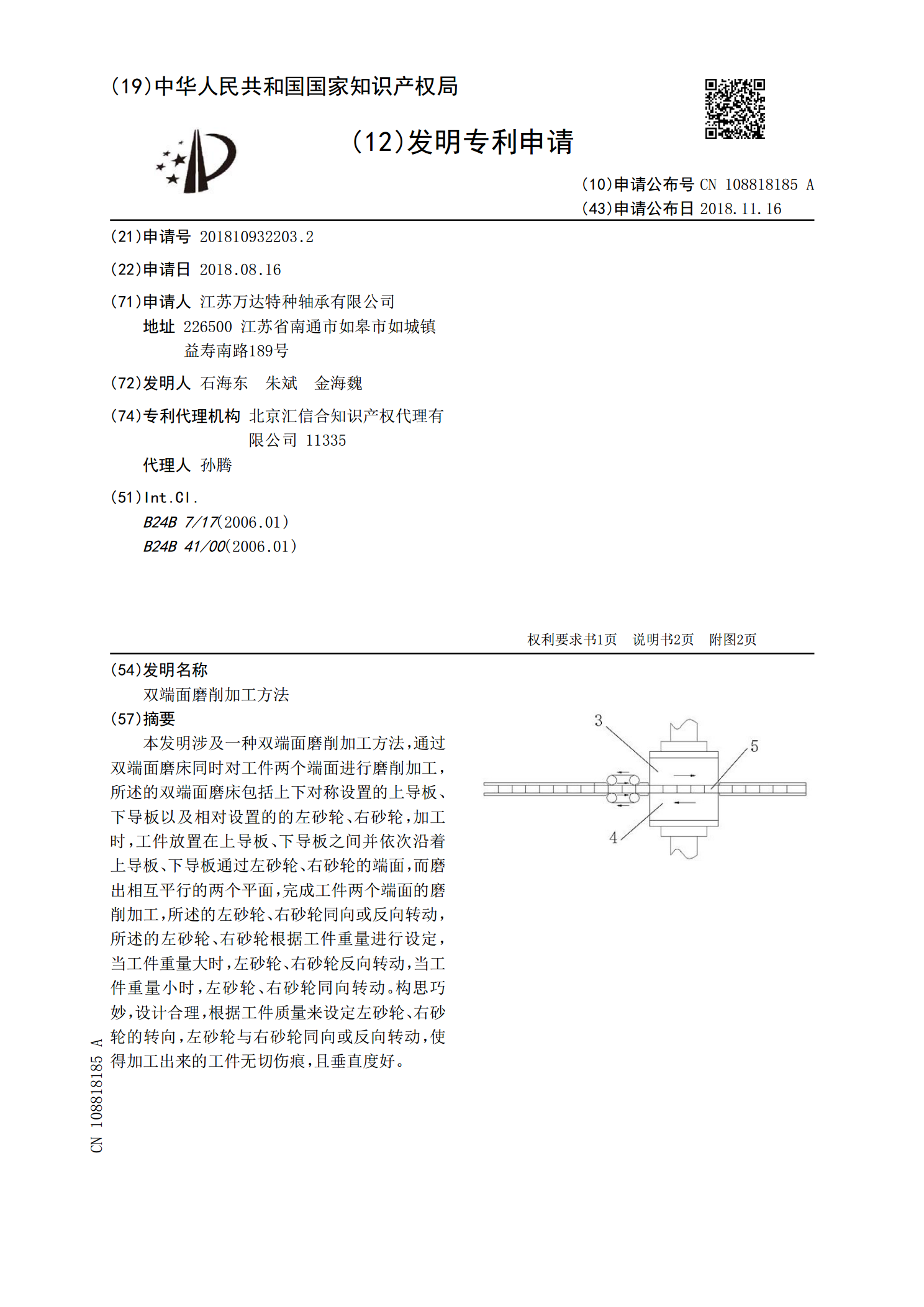
本发明涉及一种双端面磨削加工方法,通过双端面磨床同时对工件两个端面进行磨削加工,所述的双端面磨床包括上下对称设置的上导板、下导板以及相对设置的的左砂轮、右砂轮,加工时,工件放置在上导板、下导板之间并依次沿着上导板、下导板通过左砂轮、右砂轮的端面,而磨出相互平行的两个平面,完成工件两个端面的磨削加工,所述的左砂轮、右砂轮同向或反向转动,所述的左砂轮、右砂轮根据工件重量进行设定,当工件重量大时,左砂轮、右砂轮反向转动,当工件重量小时,左砂轮、右砂轮同向转动。构思巧妙,设计合理,根据工件质量来设定左砂轮、右砂轮
弹簧端面磨削的加工工装与方法.pdf
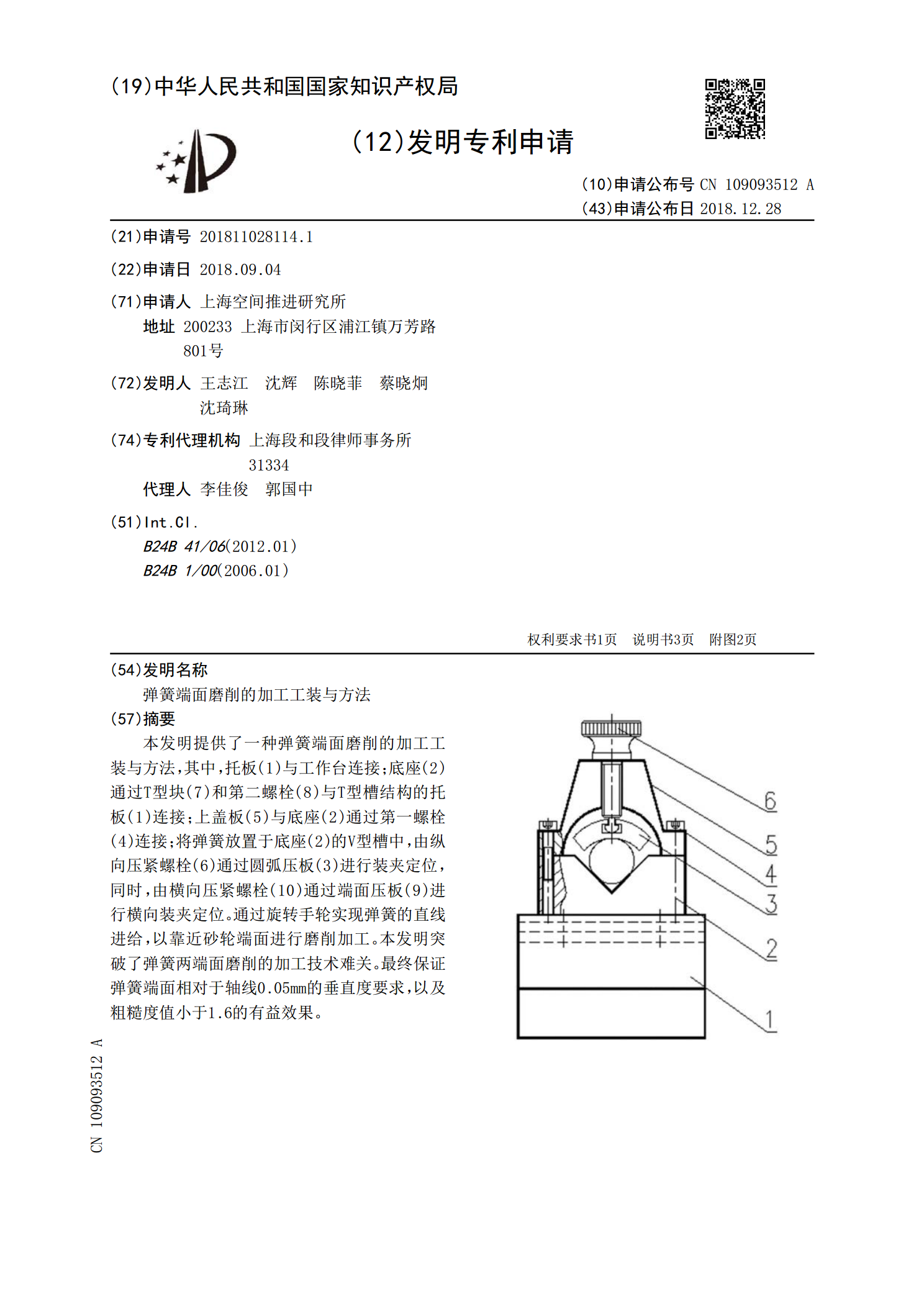
本发明提供了一种弹簧端面磨削的加工工装与方法,其中,托板(1)与工作台连接;底座(2)通过T型块(7)和第二螺栓(8)与T型槽结构的托板(1)连接;上盖板(5)与底座(2)通过第一螺栓(4)连接;将弹簧放置于底座(2)的V型槽中,由纵向压紧螺栓(6)通过圆弧压板(3)进行装夹定位,同时,由横向压紧螺栓(10)通过端面压板(9)进行横向装夹定位。通过旋转手轮实现弹簧的直线进给,以靠近砂轮端面进行磨削加工。本发明突破了弹簧两端面磨削的加工技术难关。最终保证弹簧端面相对于轴线0.05mm的垂直度要求,以及粗糙度

一种水泵轴端面磨削装置.pdf
本发明公开了一种水泵轴端面磨削装置,磨架油缸通过螺钉与磨架固定,所述的磨架油缸里的磨架活塞杆通过螺母与支座固定,由主轴壳体通过螺钉与磨加拖板固定,所述的电主轴壳体内通过螺钉夹紧有电主轴,所述的电主轴上通过螺母固定有砂轮,轴承座内置放有导向轴,缓冲油缸通过螺钉与床身固定,工作台下拖板上通过导轨固定有工作台上拖板,工作台上拖板通过螺钉固定有工作台油缸,工作台下拖板上通过螺钉固定有工作台支座,定位块通过螺钉过盈配合镶嵌在工作台上拖板上,电机上固定有电机皮带轮,悬臂通过螺钉卡在电机底板上,悬臂上通过螺钉固定有工件
一种可调式涡壳放气阀盖板端面加工工装.pdf
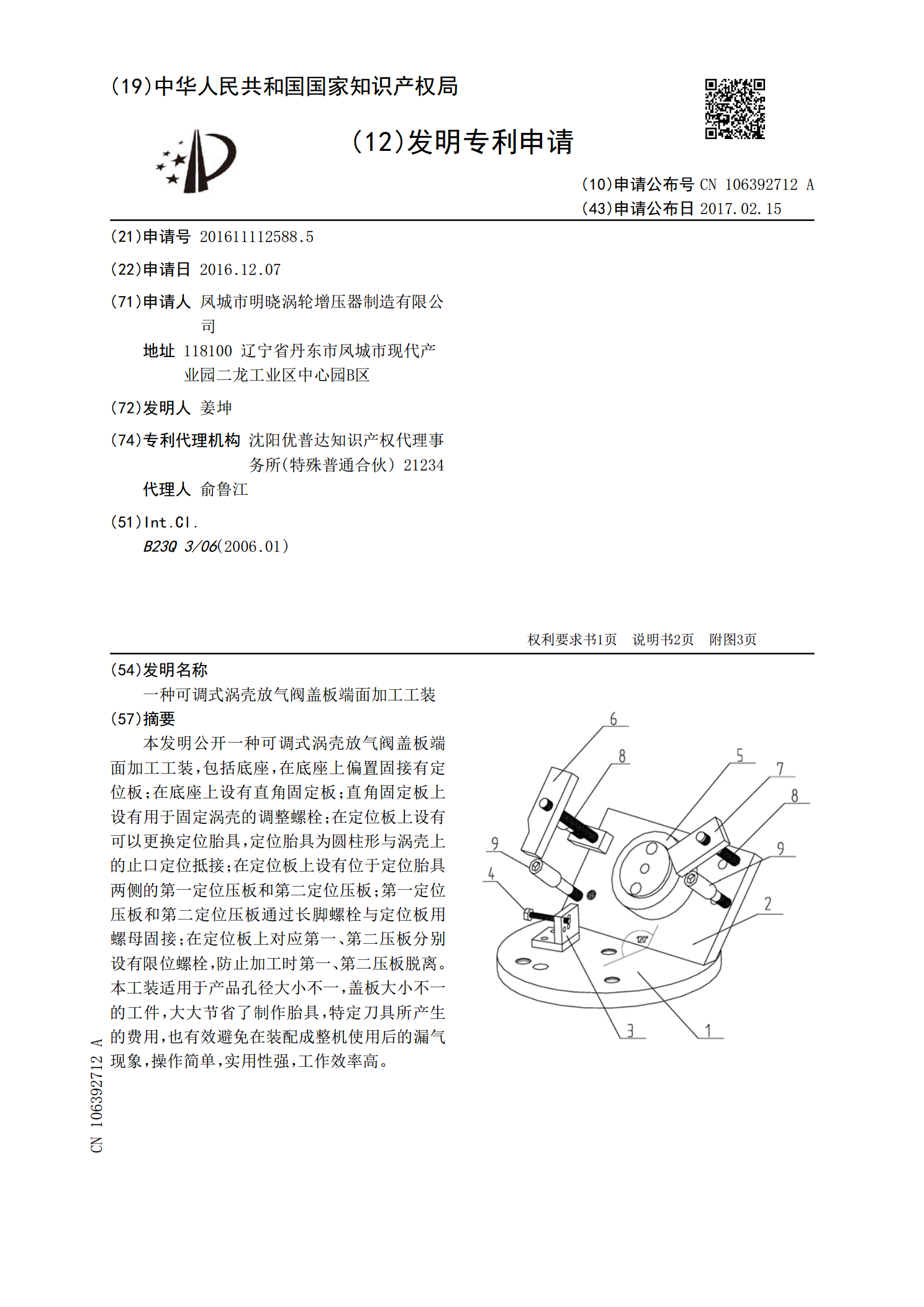
本发明公开一种可调式涡壳放气阀盖板端面加工工装,包括底座,在底座上偏置固接有定位板;在底座上设有直角固定板;直角固定板上设有用于固定涡壳的调整螺栓;在定位板上设有可以更换定位胎具,定位胎具为圆柱形与涡壳上的止口定位抵接;在定位板上设有位于定位胎具两侧的第一定位压板和第二定位压板;第一定位压板和第二定位压板通过长脚螺栓与定位板用螺母固接;在定位板上对应第一、第二压板分别设有限位螺栓,防止加工时第一、第二压板脱离。本工装适用于产品孔径大小不一,盖板大小不一的工件,大大节省了制作胎具,特定刀具所产生的费用,也有