
一种精轧入口导轮的标定方法.pdf

是翠****ng


1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精轧入口导轮的标定方法.pdf
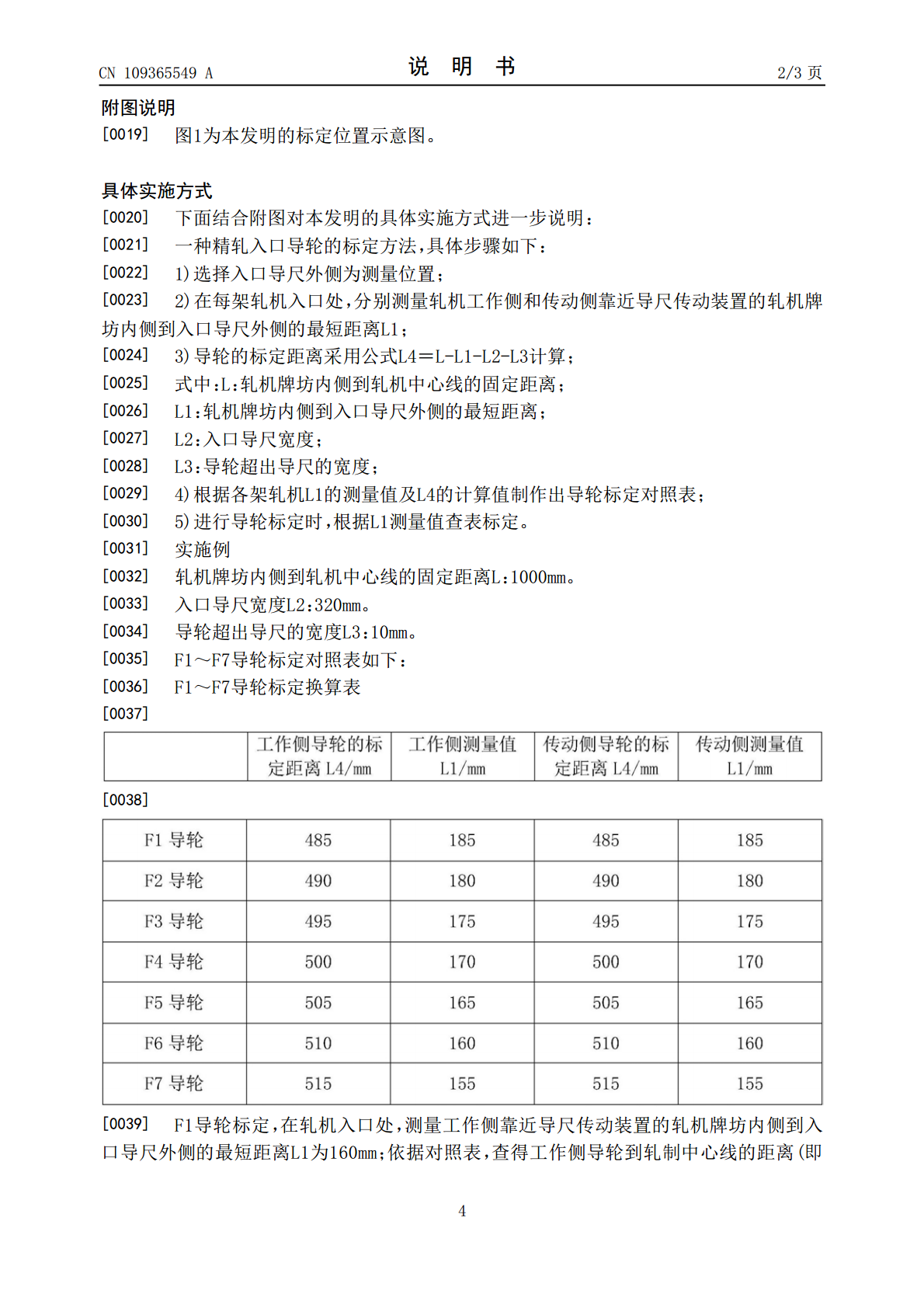
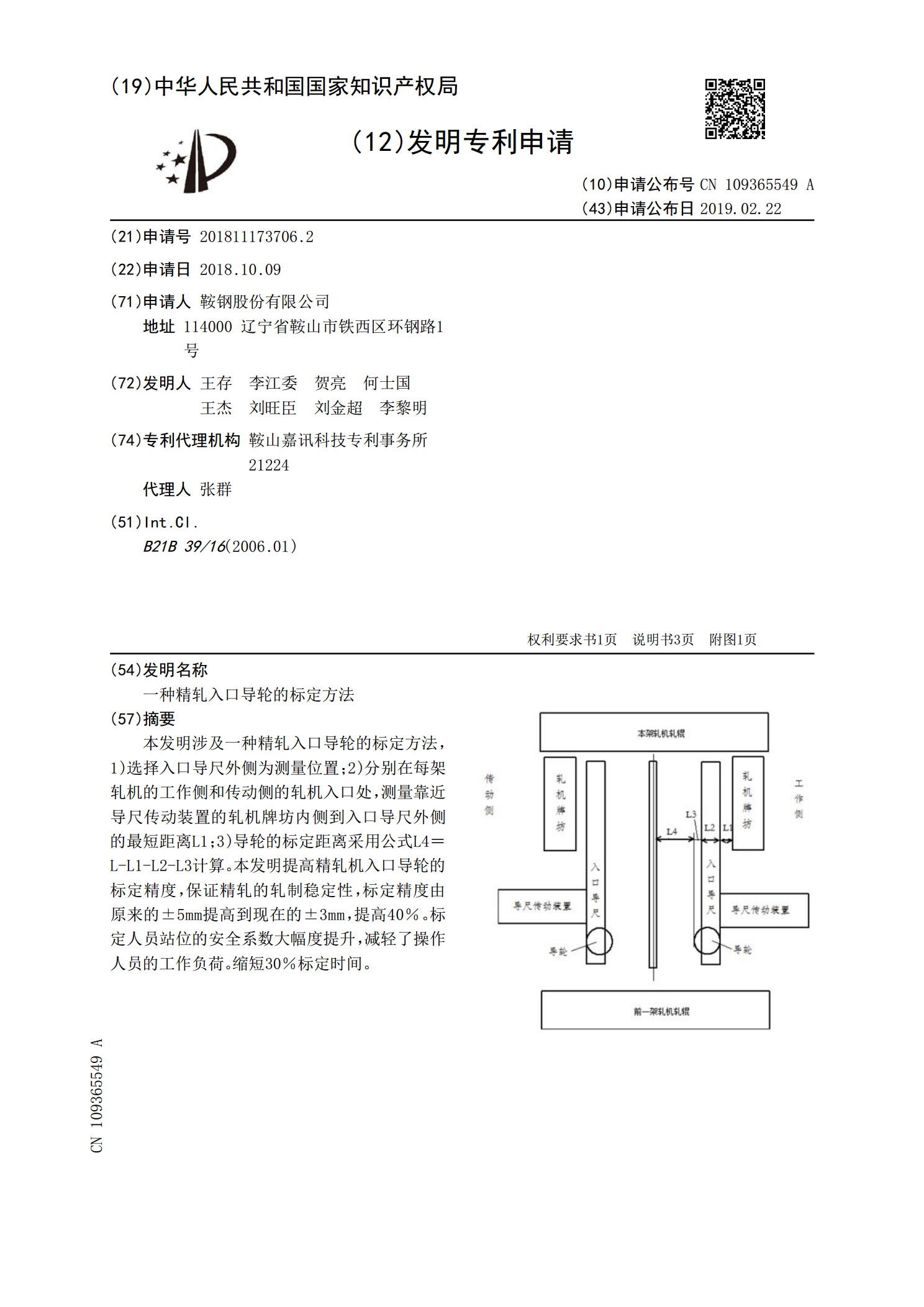
本发明涉及一种精轧入口导轮的标定方法,1)选择入口导尺外侧为测量位置;2)分别在每架轧机的工作侧和传动侧的轧机入口处,测量靠近导尺传动装置的轧机牌坊内侧到入口导尺外侧的最短距离L1;3)导轮的标定距离采用公式L4=L‑L1‑L2‑L3计算。本发明提高精轧机入口导轮的标定精度,保证精轧的轧制稳定性,标定精度由原来的±5mm提高到现在的±3mm,提高40%。标定人员站位的安全系数大幅度提升,减轻了操作人员的工作负荷。缩短30%标定时间。

一种带钢轧制、卷取和精整设备用带导轮的入口导板.pdf
一种带钢轧制、卷取和精整设备用带导轮的入口导板,包括导引带钢(1)运行、设置于带钢(1)二边侧的导板(10)和设置于导板上的导轮(3)。所述导轮(3)相对导板(10)倾斜布置,即,导轮周速度的方向与带钢(1)前进方向具有0-30度的夹角(α)。导轮(3)可沿其轴线方向移动,也可以调节其高度。由于倾斜的导轮(3)与带钢(1)的接触变圆周为椭圆,线接触变长,使导轮(3)的旋转速度也较垂直方式降低,不仅对导轮(3)的使用寿命都有较大的改善,防止了带钢(1)的翘头,改善了带钢(1)的导入,同时向下的分速度对带钢(

一种1700mm热轧线粗轧立辊的标定方法.pdf
本发明目的是提供一种1700热轧线粗轧立辊的标定方法,属于轧钢生产工艺技术领域。技术方案是:利用前一次立辊的直径和立辊的开口度作为基准数据,在保证工作侧和驱动侧的磁尺绝对值相等的前提条件下,先记录开口度,后申请辊径,根据前后两套立辊的开口度数值变化,把相关数据输入标定程序即可进行标定。本发明的有益效果是:标定时间短、精度高,没有测量误差和偏差;不需要现场进行开口度的测量,提高了职工作业的安全系数;还能对立辊的辊径进行防错检验,杜绝因辊径错误造成的生产事故。
一种标定方法、标定装置及标定系统.pdf
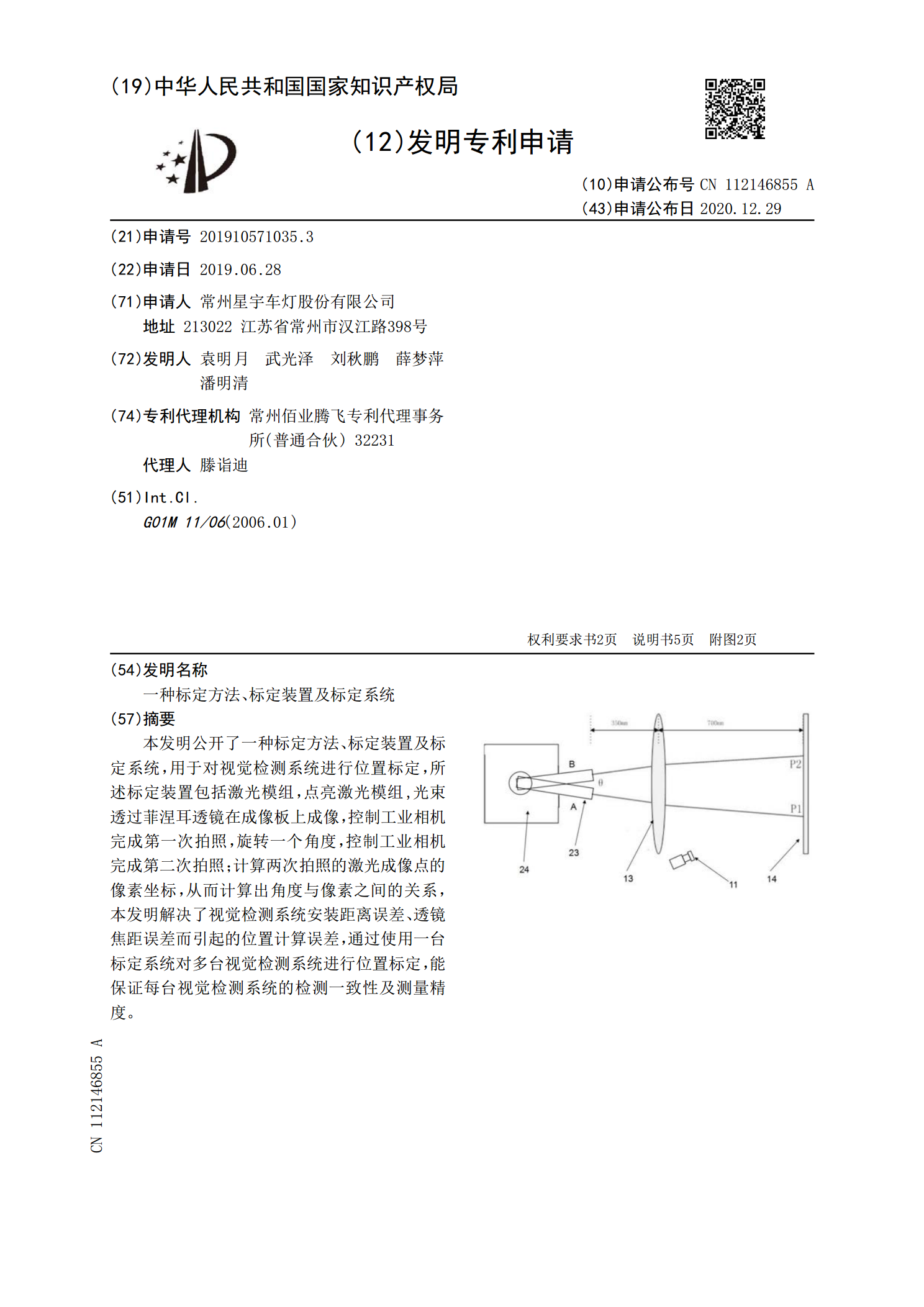
本发明公开了一种标定方法、标定装置及标定系统,用于对视觉检测系统进行位置标定,所述标定装置包括激光模组,点亮激光模组,光束透过菲涅耳透镜在成像板上成像,控制工业相机完成第一次拍照,旋转一个角度,控制工业相机完成第二次拍照;计算两次拍照的激光成像点的像素坐标,从而计算出角度与像素之间的关系,本发明解决了视觉检测系统安装距离误差、透镜焦距误差而引起的位置计算误差,通过使用一台标定系统对多台视觉检测系统进行位置标定,能保证每台视觉检测系统的检测一致性及测量精度。

一种碳钢导轮的制造方法.pdf
本发明公开了一种碳钢导轮的制造方法,处理工序,对所述合金熔融金属进行630~670℃下基于熔剂的精炼处理、或630~730℃下基于惰性气体的脱气处理;填充工序,在处理工序之后,在670~730℃的熔融金属温度下,向所述导轮铸型内浇注所述合金熔融金属。按质量计,所述的碳钢导轮的材料成分为:C:0.70%~0.83%;Si:0.15%~0.15%;Mn:0.75%~0.85%;P≤0.025%;其余为铁。