
一种带钢轧制、卷取和精整设备用带导轮的入口导板.pdf

努力****骞北


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种带钢轧制、卷取和精整设备用带导轮的入口导板.pdf
一种带钢轧制、卷取和精整设备用带导轮的入口导板,包括导引带钢(1)运行、设置于带钢(1)二边侧的导板(10)和设置于导板上的导轮(3)。所述导轮(3)相对导板(10)倾斜布置,即,导轮周速度的方向与带钢(1)前进方向具有0-30度的夹角(α)。导轮(3)可沿其轴线方向移动,也可以调节其高度。由于倾斜的导轮(3)与带钢(1)的接触变圆周为椭圆,线接触变长,使导轮(3)的旋转速度也较垂直方式降低,不仅对导轮(3)的使用寿命都有较大的改善,防止了带钢(1)的翘头,改善了带钢(1)的导入,同时向下的分速度对带钢(

一种卷取导轮.pdf
本发明公开了一种卷取导轮,其主体结构为圆柱状或圆筒状,其中在所述导轮主体结构的表面规则或无规则地分布有若干马眼。本发泡炉末端的卷取导轮比常规(光滑)不增加马眼的导轮可增加皮革发泡工序收取卷取时的张力,仅靠增加导轮对所需卷取的皮革的摩擦力从而增加了卷取时的张力,而无需再采用任何皮革张力增强装置。
防止卷取机助卷辊前导板阻弯带钢的方法.pdf
防止卷取机助卷辊前导板阻弯带钢的方法,属于冶金行业热连轧机配套设施的使用方法,将前导板顺时针旋转3°,使前导板与助卷辊辊面的切点重合。本发明使带钢头部可以顺畅地通过1#助卷辊后缠绕在卷筒上。杜绝了在带钢头部顶在1#助卷辊辊面上产生堆钢。减少了轧线废钢,保证了轧线正常生产。
一种带张力卷取的冷轧带钢废边卷取机.pdf
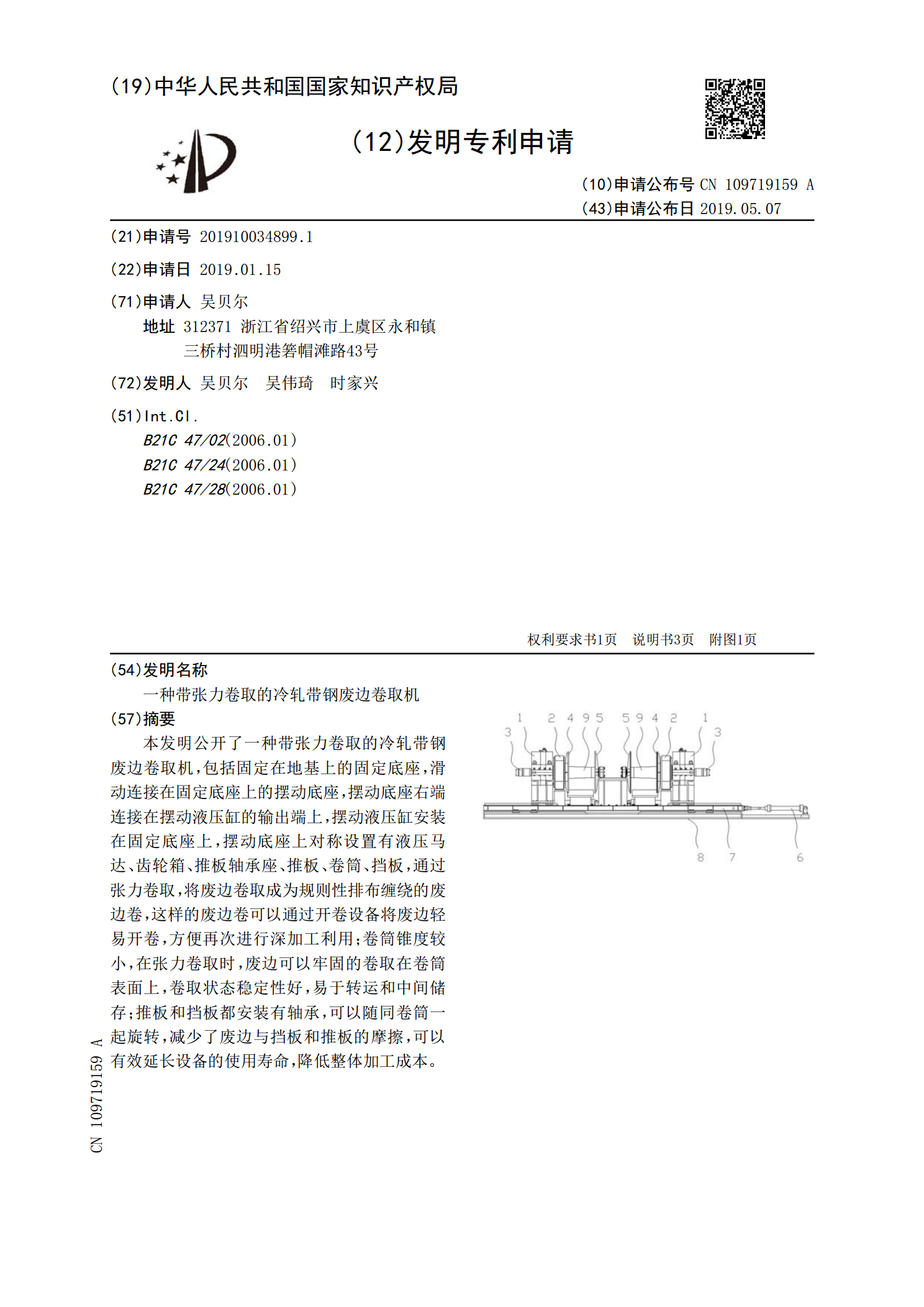
本发明公开了一种带张力卷取的冷轧带钢废边卷取机,包括固定在地基上的固定底座,滑动连接在固定底座上的摆动底座,摆动底座右端连接在摆动液压缸的输出端上,摆动液压缸安装在固定底座上,摆动底座上对称设置有液压马达、齿轮箱、推板轴承座、推板、卷筒、挡板,通过张力卷取,将废边卷取成为规则性排布缠绕的废边卷,这样的废边卷可以通过开卷设备将废边轻易开卷,方便再次进行深加工利用;卷筒锥度较小,在张力卷取时,废边可以牢固的卷取在卷筒表面上,卷取状态稳定性好,易于转运和中间储存;推板和挡板都安装有轴承,可以随同卷筒一起旋转,减
一种精轧入口导轮的标定方法.pdf
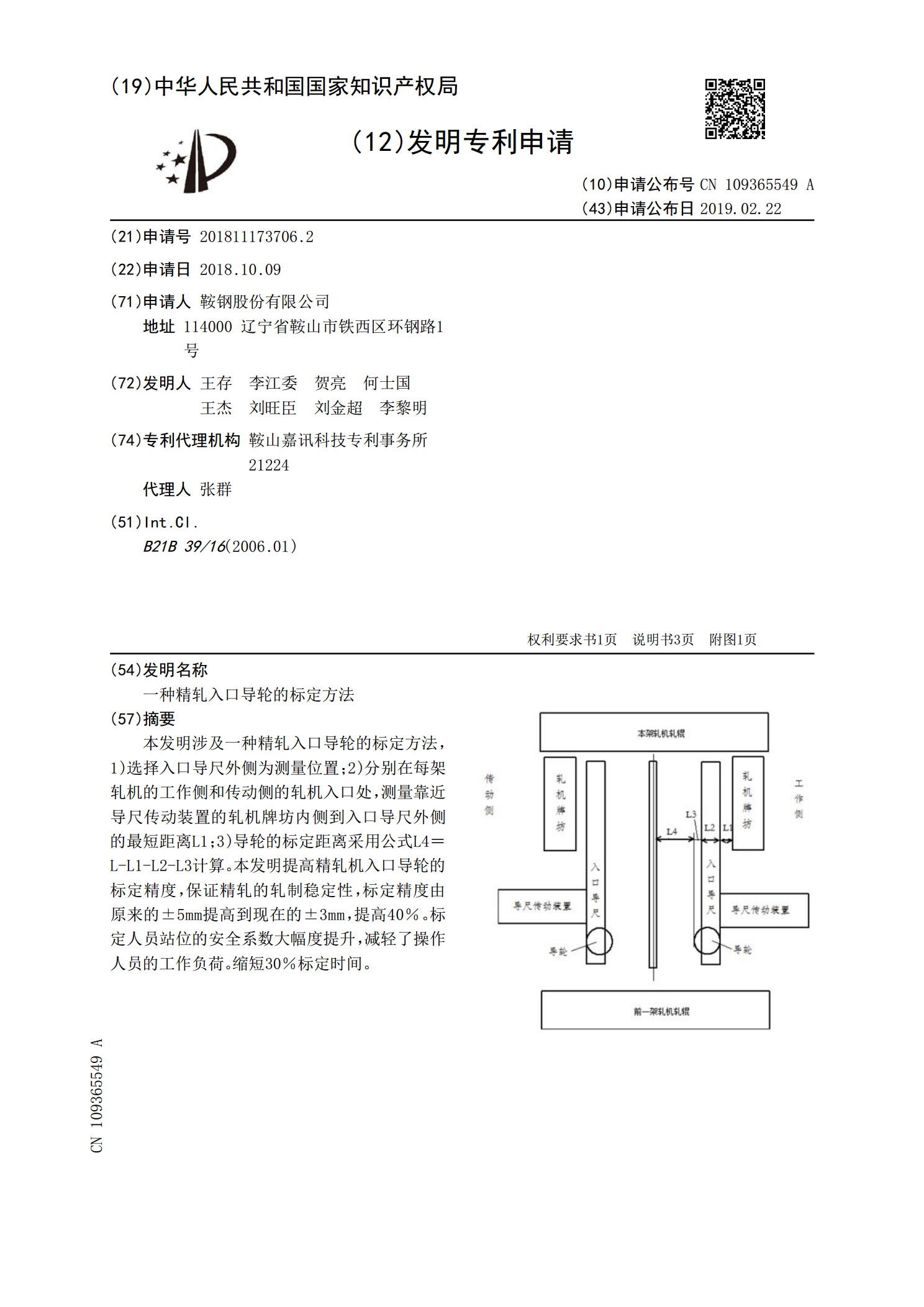
本发明涉及一种精轧入口导轮的标定方法,1)选择入口导尺外侧为测量位置;2)分别在每架轧机的工作侧和传动侧的轧机入口处,测量靠近导尺传动装置的轧机牌坊内侧到入口导尺外侧的最短距离L1;3)导轮的标定距离采用公式L4=L‑L1‑L2‑L3计算。本发明提高精轧机入口导轮的标定精度,保证精轧的轧制稳定性,标定精度由原来的±5mm提高到现在的±3mm,提高40%。标定人员站位的安全系数大幅度提升,减轻了操作人员的工作负荷。缩短30%标定时间。