
齿轮齿条和用于生产用于机动车辆的转向装置的齿轮齿条的方法.pdf

宏硕****mo

1/10
2/10
3/10
4/10
5/10
6/10
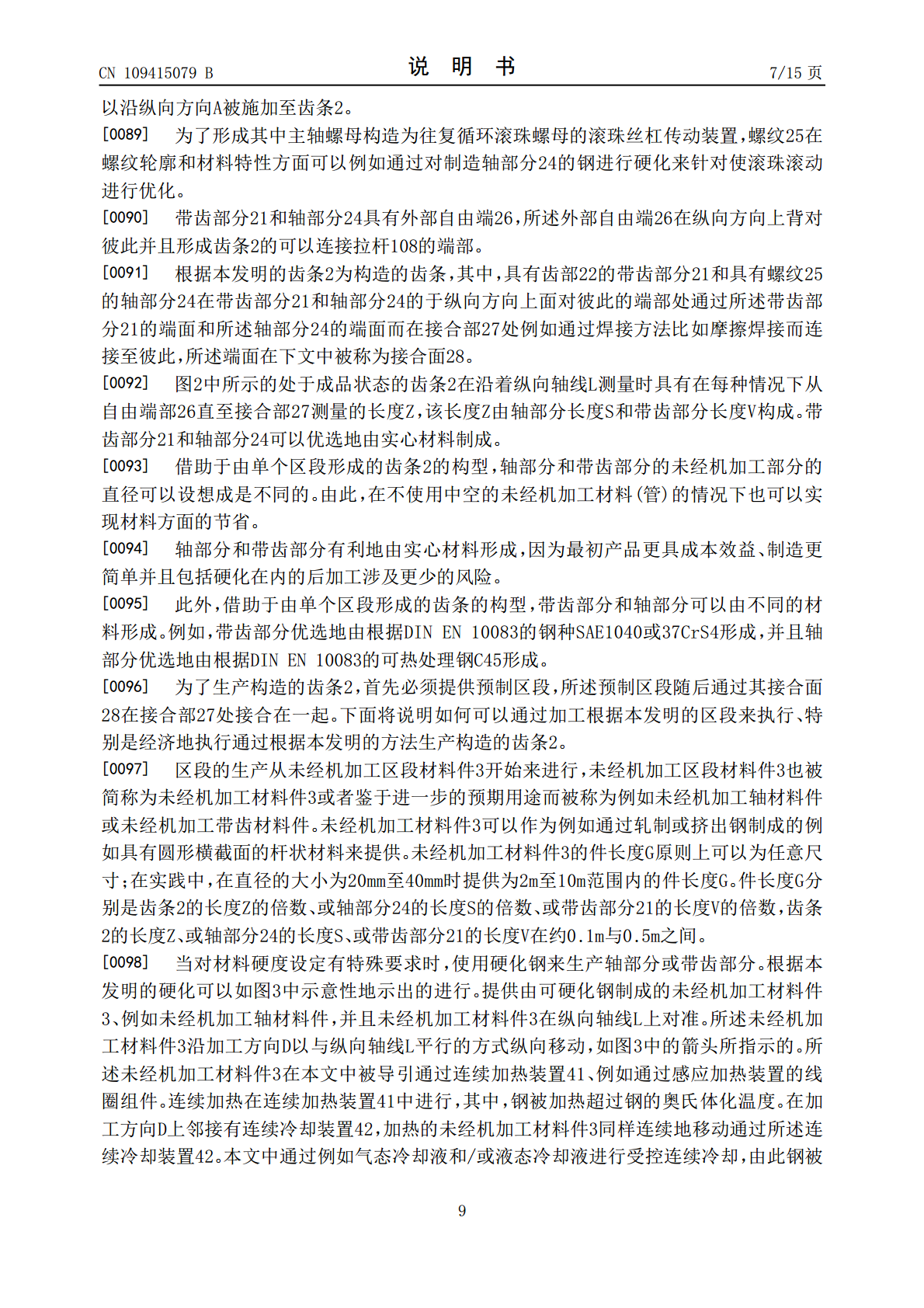
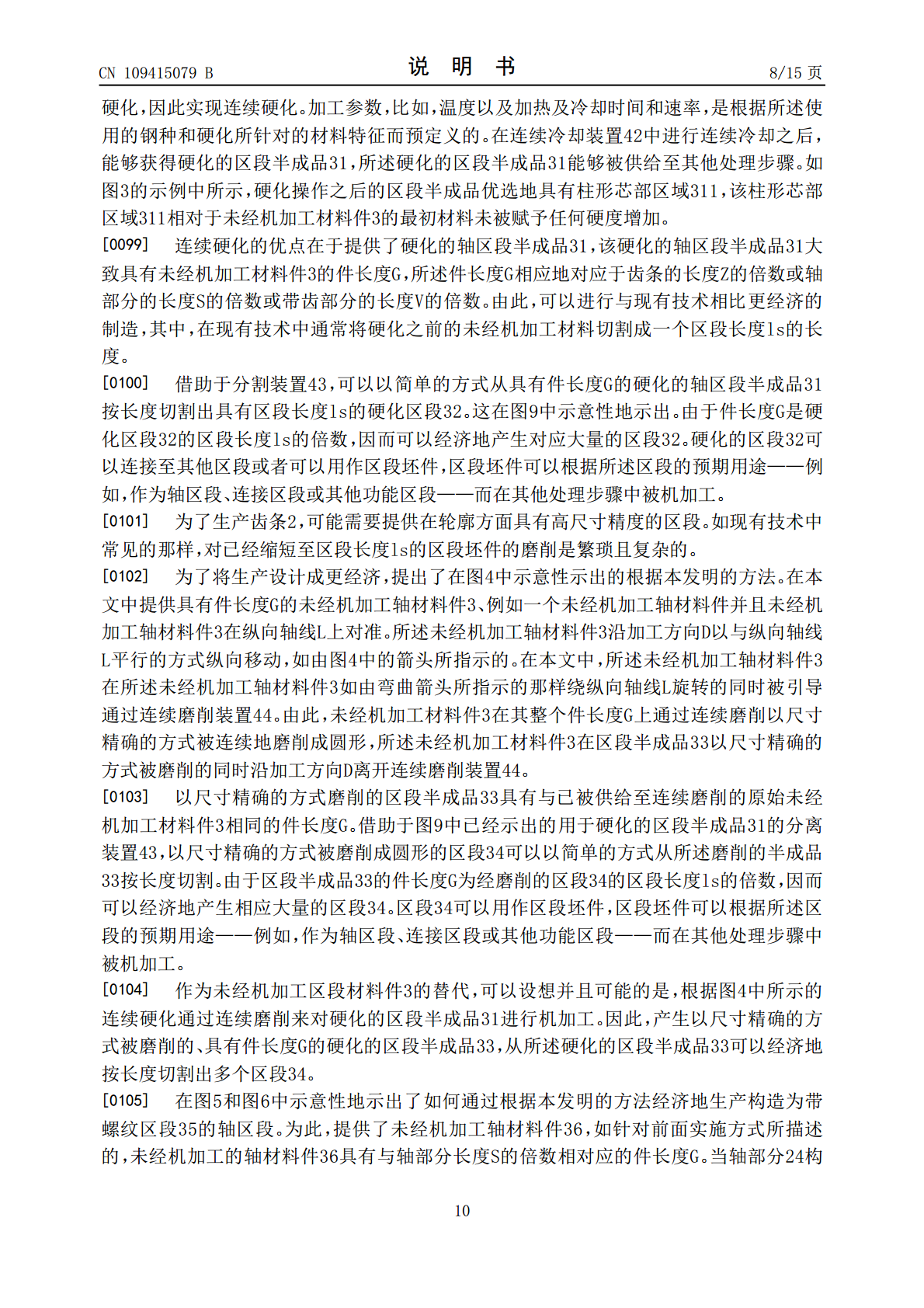
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮齿条和用于生产用于机动车辆的转向装置的齿轮齿条的方法.pdf
本发明涉及一种用于生产用于机动车辆的转向装置的齿轮齿条(2)的方法,该齿轮齿条包括具有一组齿部(22)的至少一个带齿部段(21)和具有至少一个功能部段的至少一个轴部段(24),其中,提供了包括至少一个杆状带齿区段(61,611,622)和一个轴区段(62)的分开的区段(61,611,612,62,63),所述分开的区段在共用的纵向轴线(L)对准并且在接合部处连接至彼此。本发明的目的在于使组装的齿轮齿条的生产过程更有效。该目的通过下述步骤来实现:提供具有为轴区段长度(ls)的倍数的件长度的轴原材料件(36)
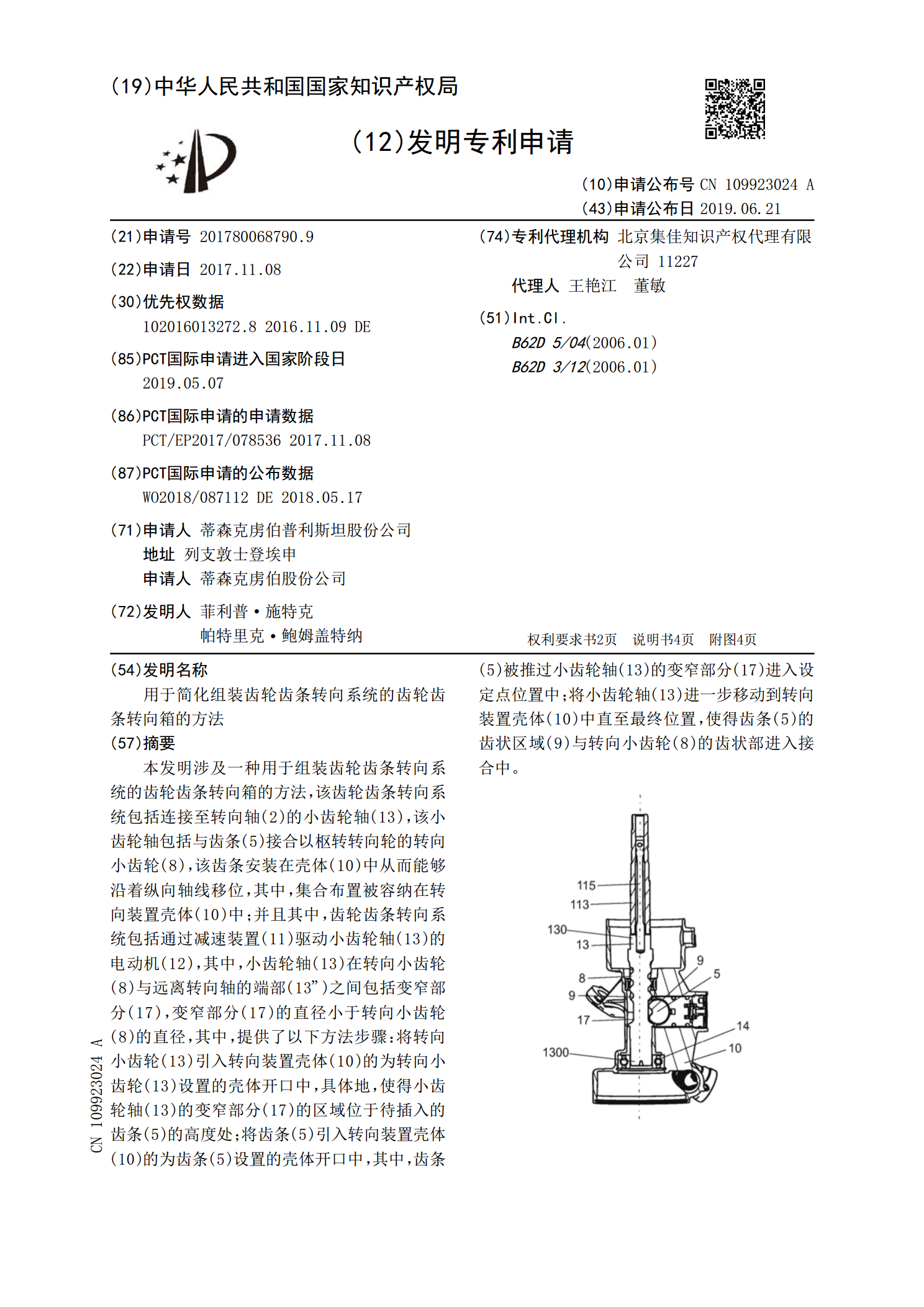
用于简化组装齿轮齿条转向系统的齿轮齿条转向箱的方法.pdf
本发明涉及一种用于组装齿轮齿条转向系统的齿轮齿条转向箱的方法,该齿轮齿条转向系统包括连接至转向轴(2)的小齿轮轴(13),该小齿轮轴包括与齿条(5)接合以枢转转向轮的转向小齿轮(8),该齿条安装在壳体(10)中从而能够沿着纵向轴线移位,其中,集合布置被容纳在转向装置壳体(10)中;并且其中,齿轮齿条转向系统包括通过减速装置(11)驱动小齿轮轴(13)的电动机(12),其中,小齿轮轴(13)在转向小齿轮(8)与远离转向轴的端部(13”)之间包括变窄部分(17),变窄部分(17)的直径小于转向小齿轮(8)的直

用于齿条轴的衬套以及齿条-小齿轮型转向系统.pdf
支承齿条-小齿轮型转向系统(1)的齿条轴(8)的第二衬套(12)包括衬套主体(55)和O形圈(56)。当沿轴向方向观察时衬套主体(55)呈C形。在衬套主体中,在周向方向上延伸的配合槽(57)形成在外周表面(55A)上,形成有在轴向方向上延伸的凹口(61),并且齿条轴(8)经过内周表面(55B)插入。O形圈(56)装配到配合槽(57)中使得O形圈的一部分从衬套主体(55)的外周表面(55A)突出。
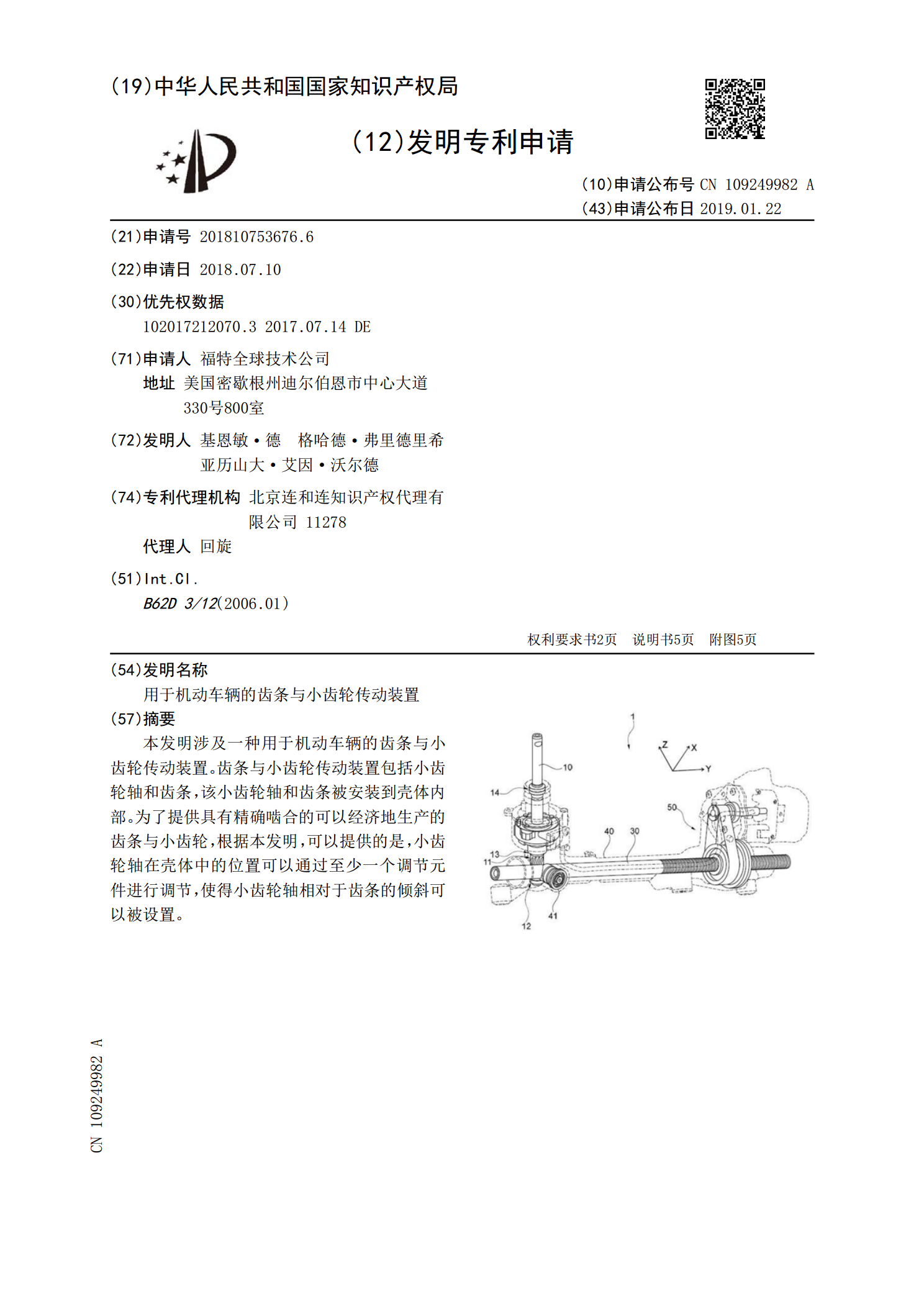
用于机动车辆的齿条与小齿轮传动装置.pdf
本发明涉及一种用于机动车辆的齿条与小齿轮传动装置。齿条与小齿轮传动装置包括小齿轮轴和齿条,该小齿轮轴和齿条被安装到壳体内部。为了提供具有精确啮合的可以经济地生产的齿条与小齿轮,根据本发明,可以提供的是,小齿轮轴在壳体中的位置可以通过至少一个调节元件进行调节,使得小齿轮轴相对于齿条的倾斜可以被设置。
用于机动车辆的齿条与小齿轮传动装置.pdf
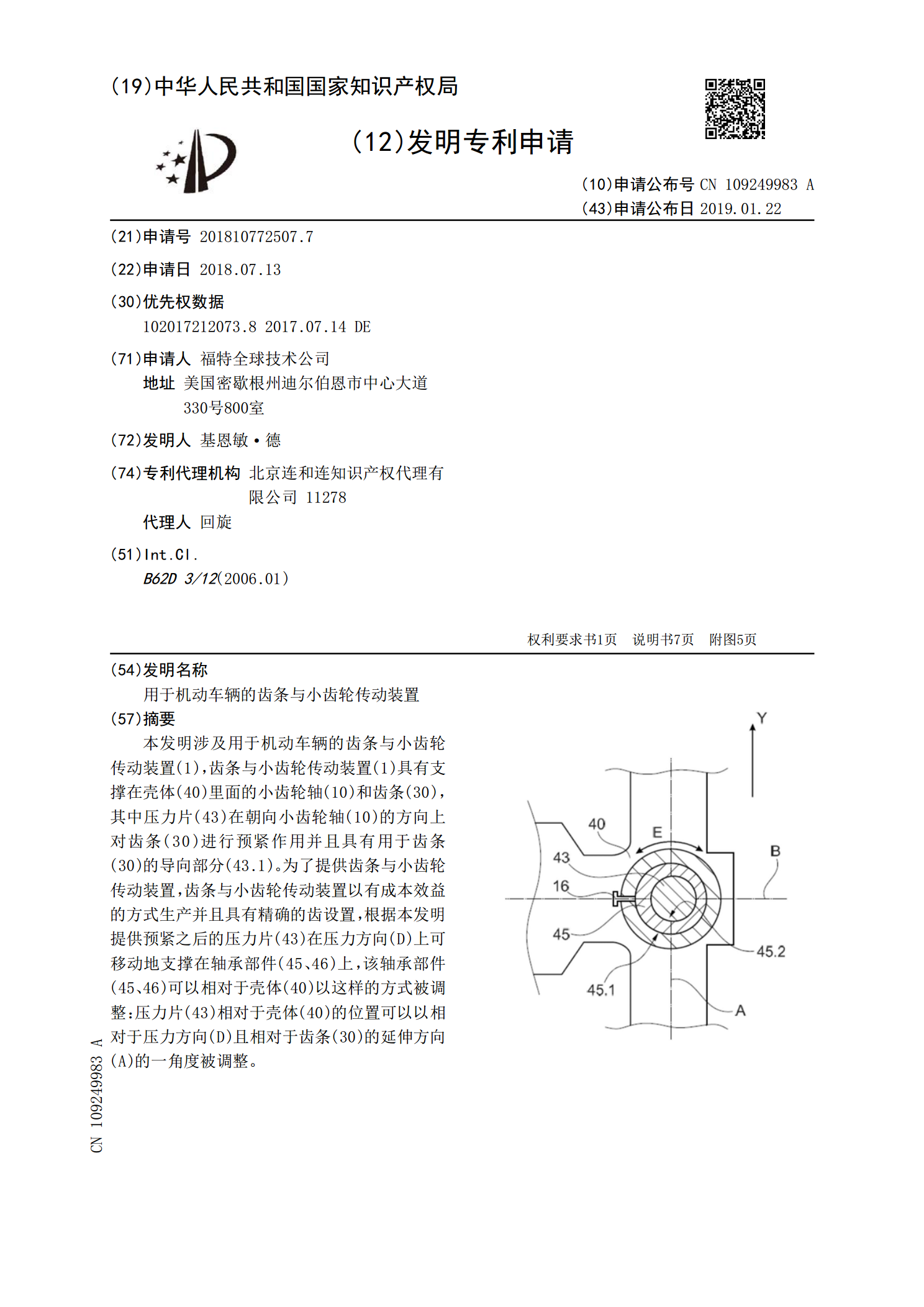
本发明涉及用于机动车辆的齿条与小齿轮传动装置(1),齿条与小齿轮传动装置(1)具有支撑在壳体(40)里面的小齿轮轴(10)和齿条(30),其中压力片(43)在朝向小齿轮轴(10)的方向上对齿条(30)进行预紧作用并且具有用于齿条(30)的导向部分(43.1)。为了提供齿条与小齿轮传动装置,齿条与小齿轮传动装置以有成本效益的方式生产并且具有精确的齿设置,根据本发明提供预紧之后的压力片(43)在压力方向(D)上可移动地支撑在轴承部件(45、46)上,该轴承部件(45、46)可以相对于壳体(40)以这样的方式被