
一种高强度涡轮增压器喷嘴环叶片及其制备方法.pdf

又珊****ck


1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度涡轮增压器喷嘴环叶片及其制备方法.pdf
本发明一种高强度涡轮增压器喷嘴环叶片及其制备方法,属于车用涡轮增压器喷嘴环叶片生产技术领域。本发明采用添加0.8‑1.5wt%增强剂的HK30不锈钢气雾化粉末和粘结剂;按质量比80‑95%:20‑5%的比例,称量好HK30、增强剂粉末与粘结剂进行混炼,混炼后,冷却破碎后制成喂料;将制好的喂料加入注射成形机内,注射温度140‑175℃,注射压力60‑120MPa,模温30‑60℃,注射成形出坯件;坯件经溶剂脱脂和加热脱脂相结合的处理后,经预烧结和烧结工序处理,得到产品。本发明的产品的尺寸精度和表面精度高、产

陶瓷粉末涡轮增压器喷嘴环叶片及其制造方法.pdf
本发明公开了陶瓷粉末涡轮增压器喷嘴环叶片,它包括与叶片本体(1)整体相连的联接轴(2),叶片由81-87wt%的氮化硅、碳化硅、氧化铝或氧化锆原料粉末与由重量比为5.0~7.5%PW、1.5~2.0%HDPE、2.5~4.0%PP和4~5.5%SA混合形成的粘接剂分别加入混炼机中混炼制成喂料,在塑料模压成形机上于模压成形,将注射坯体在有机溶剂中浸泡干燥后,再在分解氨气氛中脱脂,将脱脂的模压坯体在真空炉中高温烧结而成,联接轴横截面具有至少两个折面,本发明可大批量一次成形制造复杂形状、精度高的叶片,且后继加工
一种涡轮增压器叶片及其制备方法.pdf
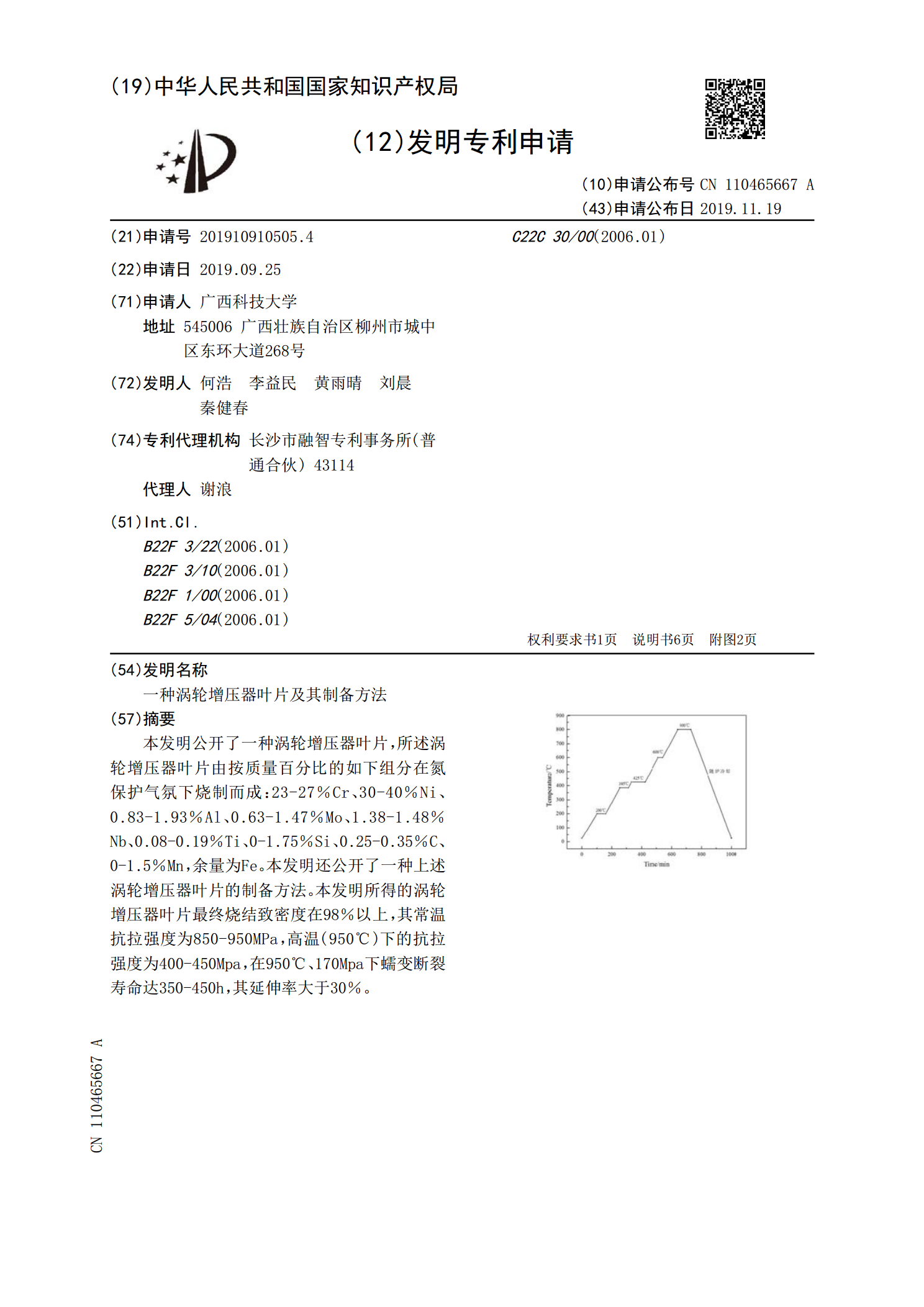
本发明公开了一种涡轮增压器叶片,所述涡轮增压器叶片由按质量百分比的如下组分在氮保护气氛下烧制而成:23‑27%Cr、30‑40%Ni、0.83‑1.93%Al、0.63‑1.47%Mo、1.38‑1.48%Nb、0.08‑0.19%Ti、0‑1.75%Si、0.25‑0.35%C、0‑1.5%Mn,余量为Fe。本发明还公开了一种上述涡轮增压器叶片的制备方法。本发明所得的涡轮增压器叶片最终烧结致密度在98%以上,其常温抗拉强度为850‑950MPa,高温(950℃)下的抗拉强度为400‑450Mpa,在95

一种汽油机用涡轮增压器喷嘴环叶片制备工艺.pdf
一种汽油机用涡轮增压器喷嘴环叶片制备工艺,包括粉料级配、炼制喂料并注射成型坯件、脱脂坯超声活化、烧结几个步骤。本发明采用粉末注射成形技术制备HK‑30不锈钢涡轮增压器喷嘴环叶片零部件,使用粗细粉末搭配,有效的改善了生坯的强度最终改善了表面粗糙度,可使产品的表面光洁度控制在Ra0.1范围内,免去后续的加工整形,提高了叶片气流的转化效率,有效缩短工艺流程,降低生产成本,提高产品的合格率;使用超声波提高粉末表面活性,拓宽了烧结窗口,有效的改善了产品的成品率;非常适合于制备精密复杂形的汽油机用涡轮增压器喷嘴环叶片
一种可变几何截面涡轮增压器喷嘴环叶片的制备工艺.pdf
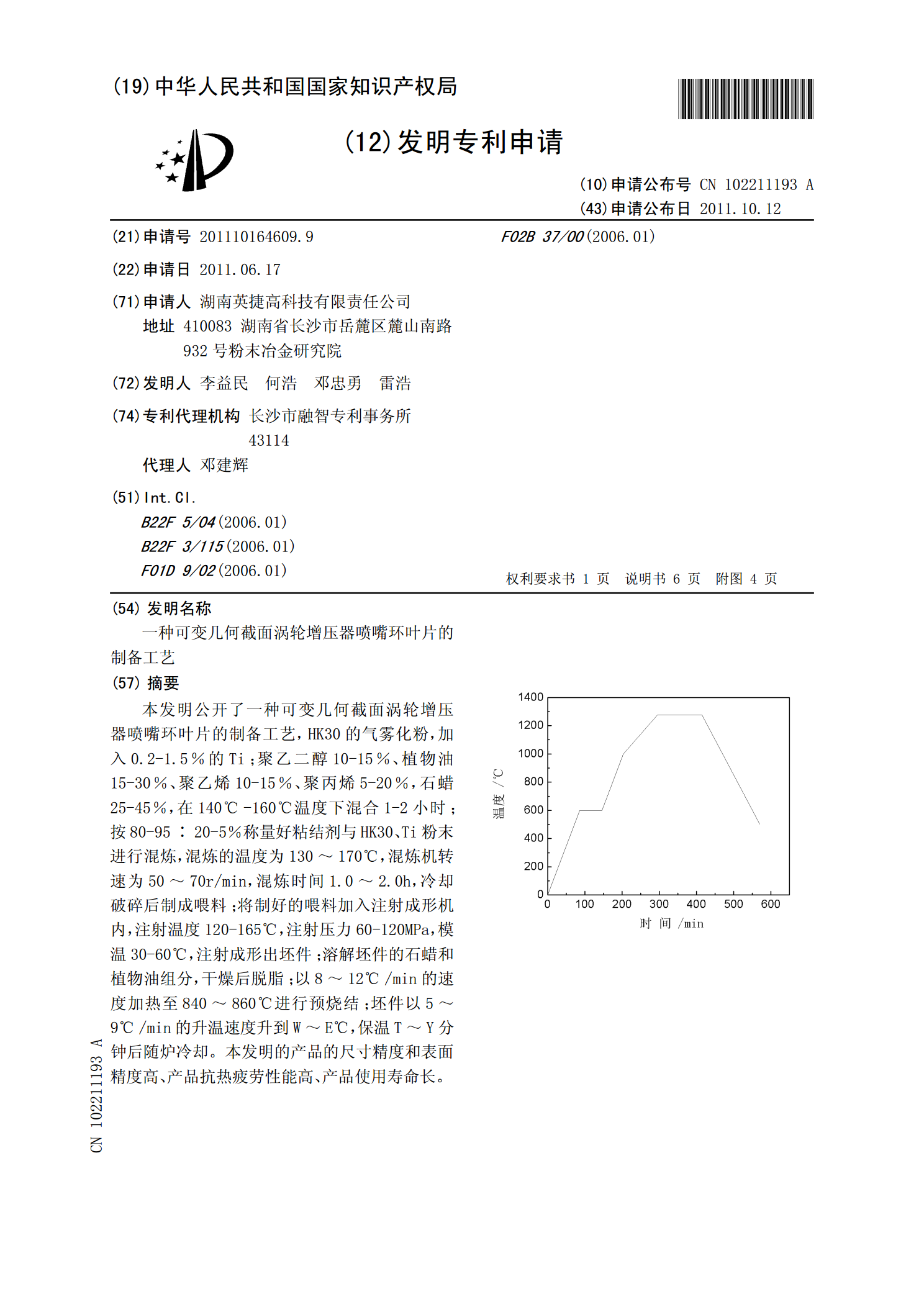
本发明公开了一种可变几何截面涡轮增压器喷嘴环叶片的制备工艺,HK30的气雾化粉,加入0.2-1.5%的Ti;聚乙二醇10-15%、植物油15-30%、聚乙烯10-15%、聚丙烯5-20%,石蜡25-45%,在140℃-160℃温度下混合1-2小时;按80-95∶20-5%称量好粘结剂与HK30、Ti粉末进行混炼,混炼的温度为130~170℃,混炼机转速为50~70r/min,混炼时间1.0~2.0h,冷却破碎后制成喂料;将制好的喂料加入注射成形机内,注射温度120-165℃,注射压力60-120MPa,模