
一种汽油机用涡轮增压器喷嘴环叶片制备工艺.pdf

春景****23


1/9

2/9

3/9

4/9
5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽油机用涡轮增压器喷嘴环叶片制备工艺.pdf
一种汽油机用涡轮增压器喷嘴环叶片制备工艺,包括粉料级配、炼制喂料并注射成型坯件、脱脂坯超声活化、烧结几个步骤。本发明采用粉末注射成形技术制备HK‑30不锈钢涡轮增压器喷嘴环叶片零部件,使用粗细粉末搭配,有效的改善了生坯的强度最终改善了表面粗糙度,可使产品的表面光洁度控制在Ra0.1范围内,免去后续的加工整形,提高了叶片气流的转化效率,有效缩短工艺流程,降低生产成本,提高产品的合格率;使用超声波提高粉末表面活性,拓宽了烧结窗口,有效的改善了产品的成品率;非常适合于制备精密复杂形的汽油机用涡轮增压器喷嘴环叶片
一种可变几何截面涡轮增压器喷嘴环叶片的制备工艺.pdf
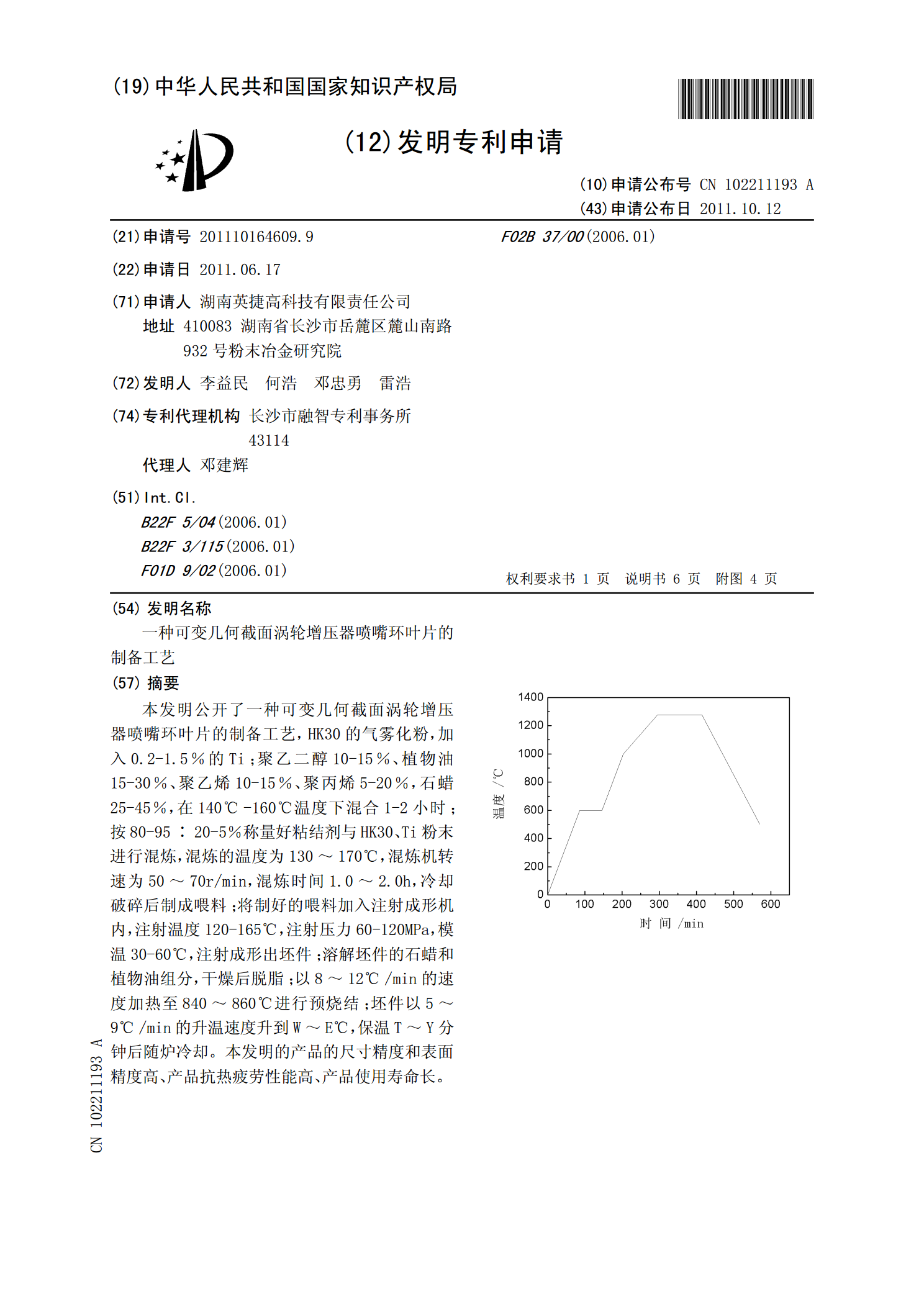
本发明公开了一种可变几何截面涡轮增压器喷嘴环叶片的制备工艺,HK30的气雾化粉,加入0.2-1.5%的Ti;聚乙二醇10-15%、植物油15-30%、聚乙烯10-15%、聚丙烯5-20%,石蜡25-45%,在140℃-160℃温度下混合1-2小时;按80-95∶20-5%称量好粘结剂与HK30、Ti粉末进行混炼,混炼的温度为130~170℃,混炼机转速为50~70r/min,混炼时间1.0~2.0h,冷却破碎后制成喂料;将制好的喂料加入注射成形机内,注射温度120-165℃,注射压力60-120MPa,模
一种高强度涡轮增压器喷嘴环叶片及其制备方法.pdf
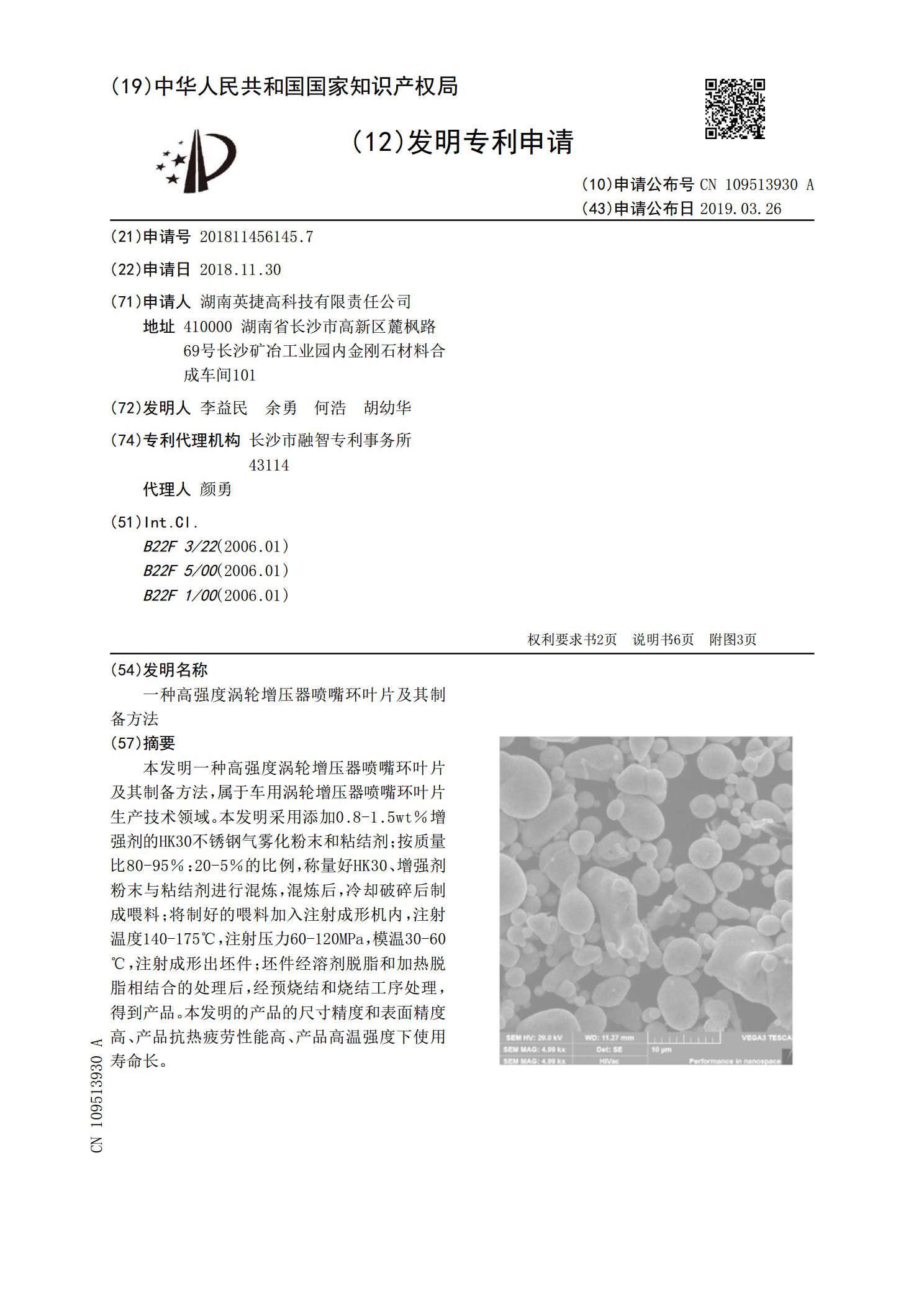
本发明一种高强度涡轮增压器喷嘴环叶片及其制备方法,属于车用涡轮增压器喷嘴环叶片生产技术领域。本发明采用添加0.8‑1.5wt%增强剂的HK30不锈钢气雾化粉末和粘结剂;按质量比80‑95%:20‑5%的比例,称量好HK30、增强剂粉末与粘结剂进行混炼,混炼后,冷却破碎后制成喂料;将制好的喂料加入注射成形机内,注射温度140‑175℃,注射压力60‑120MPa,模温30‑60℃,注射成形出坯件;坯件经溶剂脱脂和加热脱脂相结合的处理后,经预烧结和烧结工序处理,得到产品。本发明的产品的尺寸精度和表面精度高、产

带可变叶片涡轮喷嘴的涡轮增压器.pdf
本发明涉及带可变叶片涡轮喷嘴的涡轮增压器。一种涡轮增压器包括形成在第一和第二壁之间的可变涡轮机喷嘴。可变叶片组件具有固定喷嘴环和布置在喷嘴中且可旋转地安装在该喷嘴环上的多个周向隔开的叶片,从而这些叶片是可枢转的。该喷嘴环限定涡轮机喷嘴的第一壁,每个叶片都具有邻近第一壁的第一端和邻近第二壁的第二端。该涡轮机喷嘴的第二壁由气体压力响应构件形成,其布置成相对于这些叶片沿轴向可移动。第一止动件安置成使得气体压力响应构件由施加在气体压力响应构件上的气体压差而被推靠在第一止动件上,使得在这些叶片的第二端与涡轮机喷嘴的

涡轮增压器、涡轮增压器的喷嘴叶片以及涡轮机.pdf
提供一种涡轮增压器,其具备:涡轮机叶轮;轮毂侧壁面及围带侧壁面,其互相相对,形成向所述涡轮机叶轮流入的废气的流路;喷嘴叶片,其具有与所述围带侧壁面相对的围带侧端面以及与所述轮毂侧壁面相对的轮毂侧端面,可转动地设于所述流路内;所述喷嘴叶片的压力面至少在围带侧随着叶片高度方向上距所述围带侧端面的距离的增加而朝所述废气的下游侧倾斜。