
窄间隙焊缝测温装置及方法.pdf

是飞****文章


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

窄间隙焊缝测温装置及方法.pdf
本发明公开一种窄间隙焊缝测温装置及方法,装置包括导热块、支撑压紧弹簧片、测温元件和温度记录仪器,导热块设在支撑压紧弹簧片的顶部,导热块与支撑压紧弹簧片之间设有隔热层,测温元件分别与导热块和温度记录仪器相连接。方法包括:①清洗测温装置,将与工件接触的导热块进行抛磨,露出紫铜金属色;②清理测温元件,工作端无氧化层;③将测温元件与导热块连接;④将测温装置置入焊缝的测温点,导热块自由表面与工件表面紧贴;⑤将测温元件与温度记录仪器进行联接;⑥对工件进行加热,测温、记录温度值;⑦测温结束,从工件的焊缝中取出测温装置,

窄间隙熔化极气体保护立焊焊缝跟踪方法.pdf
窄间隙熔化极气体保护立焊焊缝跟踪方法,属于智能焊接技术领域,本发明为解决现有机械触针式传感器易受热变形且无法避免坡口侧壁粘附金属颗粒造成的干扰,激光视觉传感器因几何尺寸和景深受限无法伸入坡口内部检测大厚板或壁构件根部间隙的问题。本发明获取坡口左侧、右侧、中心焊炬停留位置处的初始电流均值作为焊缝跟踪的基准数据,在新的焊接周期开启焊缝跟踪,PLC在焊接稳定后获取焊炬位置,当焊炬在坡口左侧停留结束时,获取实时焊接电流,依据判别的焊接模式,获取电流均值,去除特异点后与基准数据比较,对焊炬高度和焊炬水平分别进行跟踪

水平直焊缝与水平圆形焊缝窄间隙埋弧焊技术.docx
水平直焊缝与水平圆形焊缝窄间隙埋弧焊技术水平直焊缝与水平圆形焊缝窄间隙埋弧焊技术摘要:水平直焊缝和水平圆形焊缝是常见的焊接方式,但在某些特殊情况下,窄间隙的水平直焊缝和水平圆形焊缝的焊接会面临一些困难。针对这一问题,窄间隙埋弧焊技术应运而生。本论文将研究水平直焊缝和水平圆形焊缝窄间隙埋弧焊技术的原理、适用范围、优缺点以及在实际应用中的挑战和改进方向。关键词:水平直焊缝、水平圆形焊缝、窄间隙、埋弧焊、技术。1.引言水平直焊缝和水平圆形焊缝是常见的焊接方式,广泛用于船舶、桥梁、石油炼化、核电等行业。然而,在一
一种窄间隙焊缝修磨机.pdf
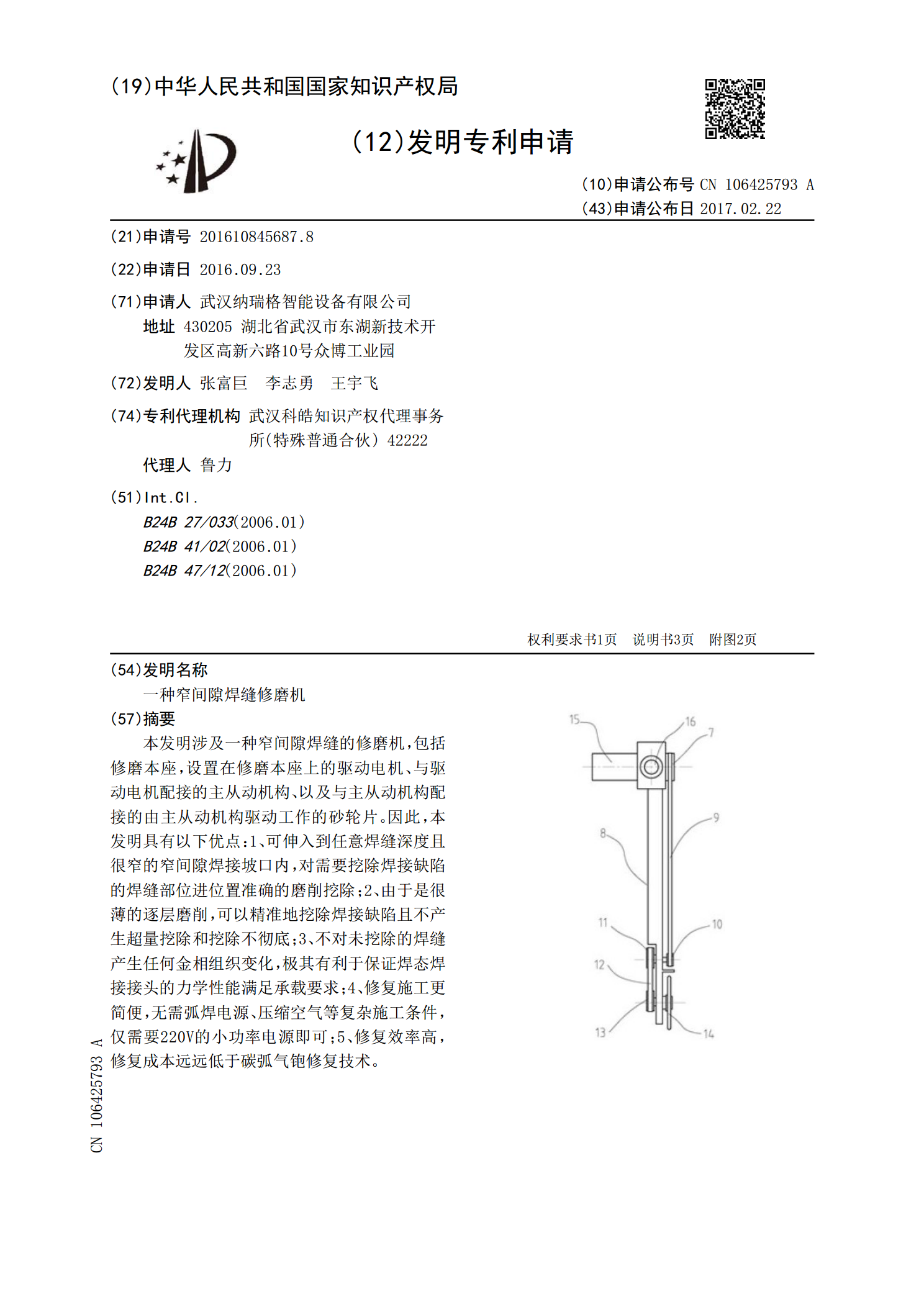
本发明涉及一种窄间隙焊缝的修磨机,包括修磨本座,设置在修磨本座上的驱动电机、与驱动电机配接的主从动机构、以及与主从动机构配接的由主从动机构驱动工作的砂轮片。因此,本发明具有以下优点:1、可伸入到任意焊缝深度且很窄的窄间隙焊接坡口内,对需要挖除焊接缺陷的焊缝部位进位置准确的磨削挖除;2、由于是很薄的逐层磨削,可以精准地挖除焊接缺陷且不产生超量挖除和挖除不彻底;3、不对未挖除的焊缝产生任何金相组织变化,极其有利于保证焊态焊接接头的力学性能满足承载要求;4、修复施工更简便,无需弧焊电源、压缩空气等复杂施工条件,

基于边缘匹配的窄间隙焊缝初始位置识别.pptx
基于边缘匹配的窄间隙焊缝初始位置识别目录添加章节标题边缘匹配算法介绍边缘匹配算法的基本原理边缘匹配算法在窄间隙焊缝初始位置识别中的应用边缘匹配算法的优势与局限性窄间隙焊缝初始位置识别的难点窄间隙焊缝的特点初始位置对窄间隙焊缝质量的影响现有窄间隙焊缝初始位置识别方法的不足基于边缘匹配的窄间隙焊缝初始位置识别方法图像预处理特征提取边缘匹配与位置确定实验验证与结果分析应用案例与效果评估应用场景与实验条件实验结果对比与分析方法改进与优化建议结论与展望研究成果总结对未来研究的建议与展望THANKYOU