
一种多孔陶瓷砂轮及其制备方法.pdf

是你****盟主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多孔陶瓷砂轮及其制备方法.pdf
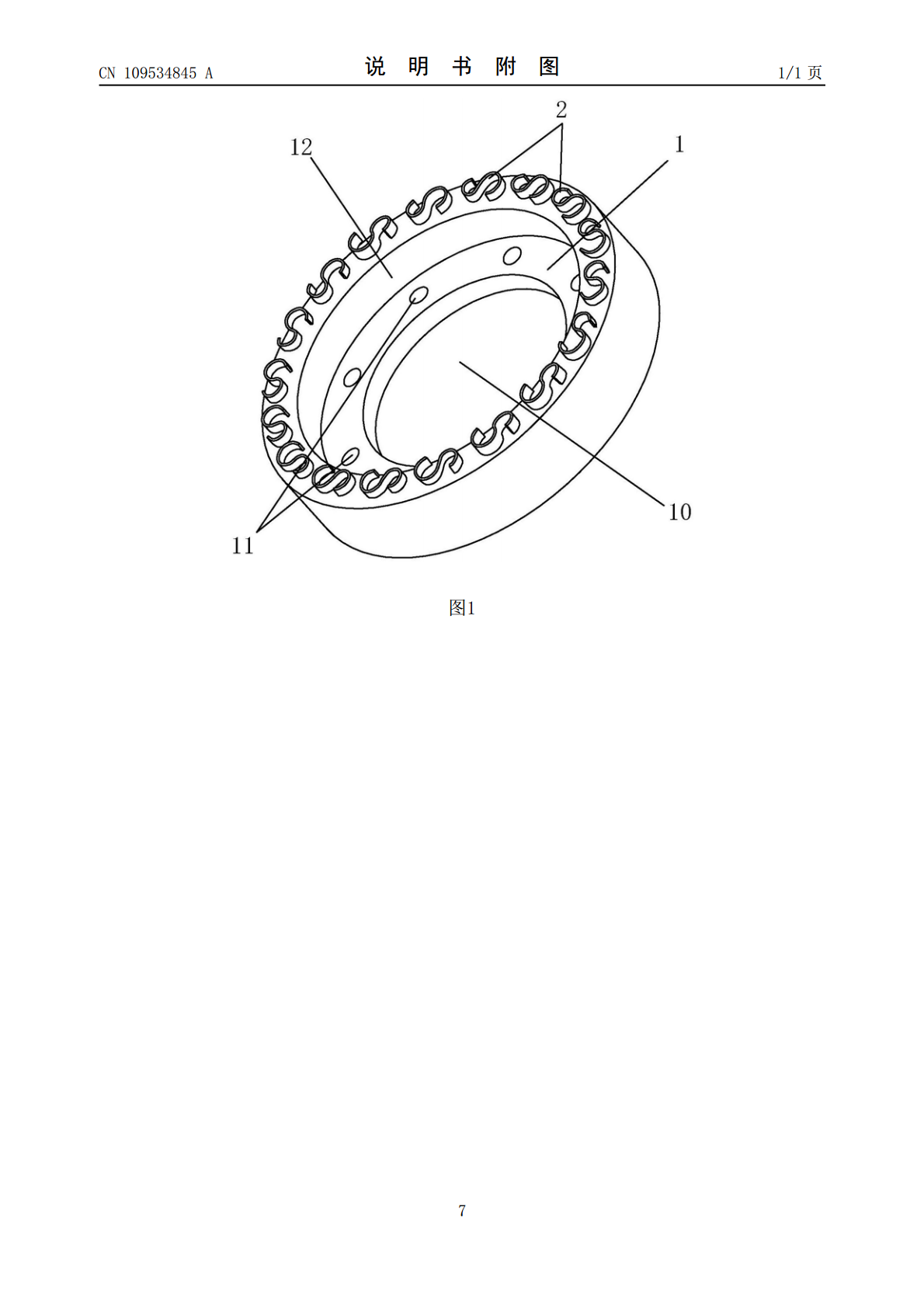
本发明公开了一种多孔陶瓷砂轮及其制备方法,包括一圆形基底,该圆形基底的中部具有一安装孔,沿安装孔的周向均匀分布有若干固定通孔,且该圆形基底的周缘沿该圆形基底的轴向延伸形成一过渡环,该过度环上均匀分布有由3D打印制成的若干异形陶瓷磨块。本发明采用的是3D打印成型,能够快速,高效的完成坯体成型,且所打印的坯体具有高度一致性,自动化程度高,材料损耗低,能源消耗少、环境污染小等优点。本发明打印出来的坯体能够严格控制多孔陶瓷砂轮的气孔和孔隙率。本发明能够打印出各种异形磨块,不受传统的模具限制,能够满足不同砂轮需要的
一种多孔陶瓷及其制备方法.pdf
本发明属于多孔陶瓷的制备技术领域,具体涉及一种多孔陶瓷及其制备方法,旨在解决现有方法制备的多孔陶瓷稳定性易受影响、导热系数较低且孔径较大的问题。一种多孔陶瓷,由Pickering乳液干燥后形成陶瓷胚体,对陶瓷胚体进行烧结后形成;其中,Pickering乳液由无机氧化物颗粒、碳水化合物、分散剂、去离子水搅拌均匀,并在搅拌状态下滴加短链表面活性剂制成分散液,加入油相并经发泡后形成,上述组分中的各原料的质量份为:无机氧化物颗粒20~80份;碳水化合物1~40份;分散剂0.5~3份;去离子水100份;短链表面活性
一种多孔陶瓷及其制备方法.pdf
本发明涉及陶瓷加工技术领域,特别涉及一种多孔陶瓷及其制备方法。一种多孔陶瓷,是利用泡沫浸润陶瓷浆料制成,所述陶瓷浆料主要由高岭土、石英、碱性长石和乙烯基双硬脂酰胺制成;所述泡沫主要由聚醚多元醇、多异氰酸酯、三羟甲基丙烷、叔胺催化剂、有机金属催化剂、硅油、水和有机聚硅氮烷制成;本发明通过提高泡沫的压缩强度、回弹性能和耐热性能,并合理配制陶瓷浆料降低浆料的加工温度、减少加工膨胀率,制备的多孔陶瓷具孔隙率高、孔径大小分布均匀的特点,有效提高多孔陶瓷的性能。

一种轻质多孔陶瓷及其制备方法.pdf
本发明公开了一种轻质多孔陶瓷及其制备方法。所述轻质多孔陶瓷的原料包括以质量份数计的粘土35‑45份,熔剂30‑48份,骨料12‑20份,氧化铝8‑16份,氧化硅2‑6份,已膨胀微球0.25‑1.5份。制备方法为:将除已膨胀微球以外的原料混合、研磨;研磨后进行过筛,过筛后加入已膨胀微球,并加入混合物质量50‑70%的水混合成浆料;将浆料震动除去内部空气,注入模具中脱水成型,得到陶瓷坯体;将陶瓷坯体放入窑炉中,煅烧。本发明通过在陶瓷配方中加入已膨胀微球,得到一种低密度的多孔陶瓷,孔径和密度可控,且改善陶瓷制备
一种陶瓷结合剂及其制备方法,砂轮.pdf
本发明涉及一种陶瓷结合剂及其制备方法,砂轮,属于超硬磨具用陶瓷结合剂领域。陶瓷结合剂由以下重量百分比的原料制成:硅酸盐水泥熟料36%~45%,石灰粉15~23%,石膏粉18~26%,粘土12~25%。本发明提供的陶瓷结合剂,使用时与水按适当的比例混合即可,成型速度快,后续无需烧结过程,自然风干或加速烘干即可,避免了传统陶瓷结合剂因烧结过程出现的各种开裂发泡等问题,适用于多种磨料,对磨料的把持力好,具有普适性。