
一种刀轮刀圈的热熔镶齿及处理方法.pdf

一吃****春艳


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种刀轮刀圈的热熔镶齿及处理方法.pdf
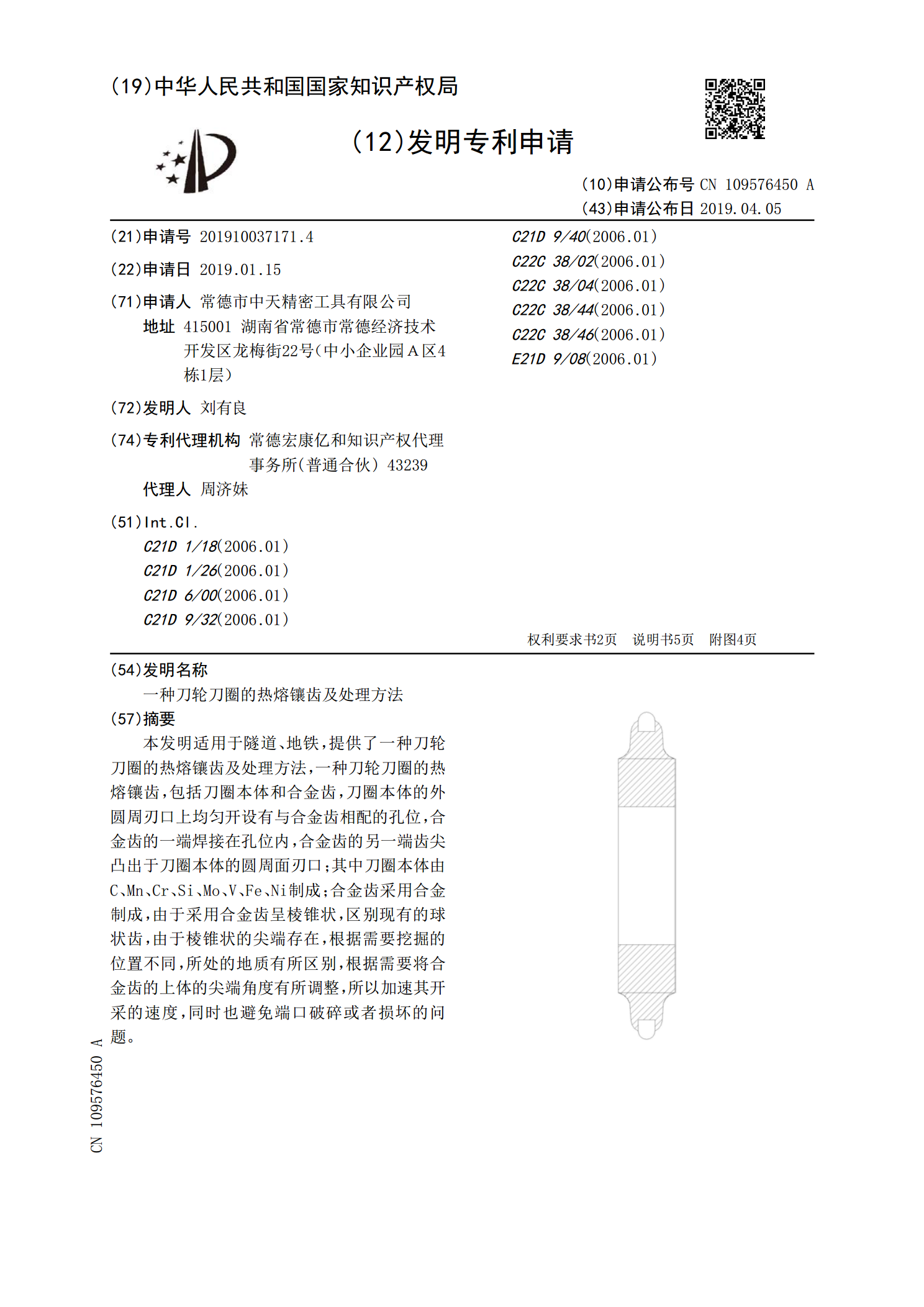
本发明适用于隧道、地铁,提供了一种刀轮刀圈的热熔镶齿及处理方法,一种刀轮刀圈的热熔镶齿,包括刀圈本体和合金齿,刀圈本体的外圆周刃口上均匀开设有与合金齿相配的孔位,合金齿的一端焊接在孔位内,合金齿的另一端齿尖凸出于刀圈本体的圆周面刃口;其中刀圈本体由C、Mn、Cr、Si、Mo、V、Fe、Ni制成;合金齿采用合金制成,由于采用合金齿呈棱锥状,区别现有的球状齿,由于棱锥状的尖端存在,根据需要挖掘的位置不同,所处的地质有所区别,根据需要将合金齿的上体的尖端角度有所调整,所以加速其开采的速度,同时也避免端口破碎或者

一种刀轮刀圈的热熔处理方法.pdf
本发明适用于刀圈热熔处理技术,提供了本刀轮刀圈的热熔处理方法,其中进行粗车后的毛坯,先进行调质,即先进行淬火然后进行高温回火,这样经过调质处理后刀圈环形毛坯中含有大量的马氏体或贝氏体,这样能提高刀圈环状毛坯的刚性、硬度和韧性,然后对刀圈环形毛坯的刀圈刃口进行堆焊,这样能很好的提高刀圈环形毛坯的耐磨性,然后对工件进行退火处理,退火能有效减少残余应力,可以防止刀圈上的焊层开裂,退火的温度控制在300‑400摄氏度,这样既能消除应力又能保证刀圈硬度,自然冷却后的刀圈硬度值应在HRC58‑62,同时冲击功大于10
一种刀轮刀圈的热处理方法.pdf
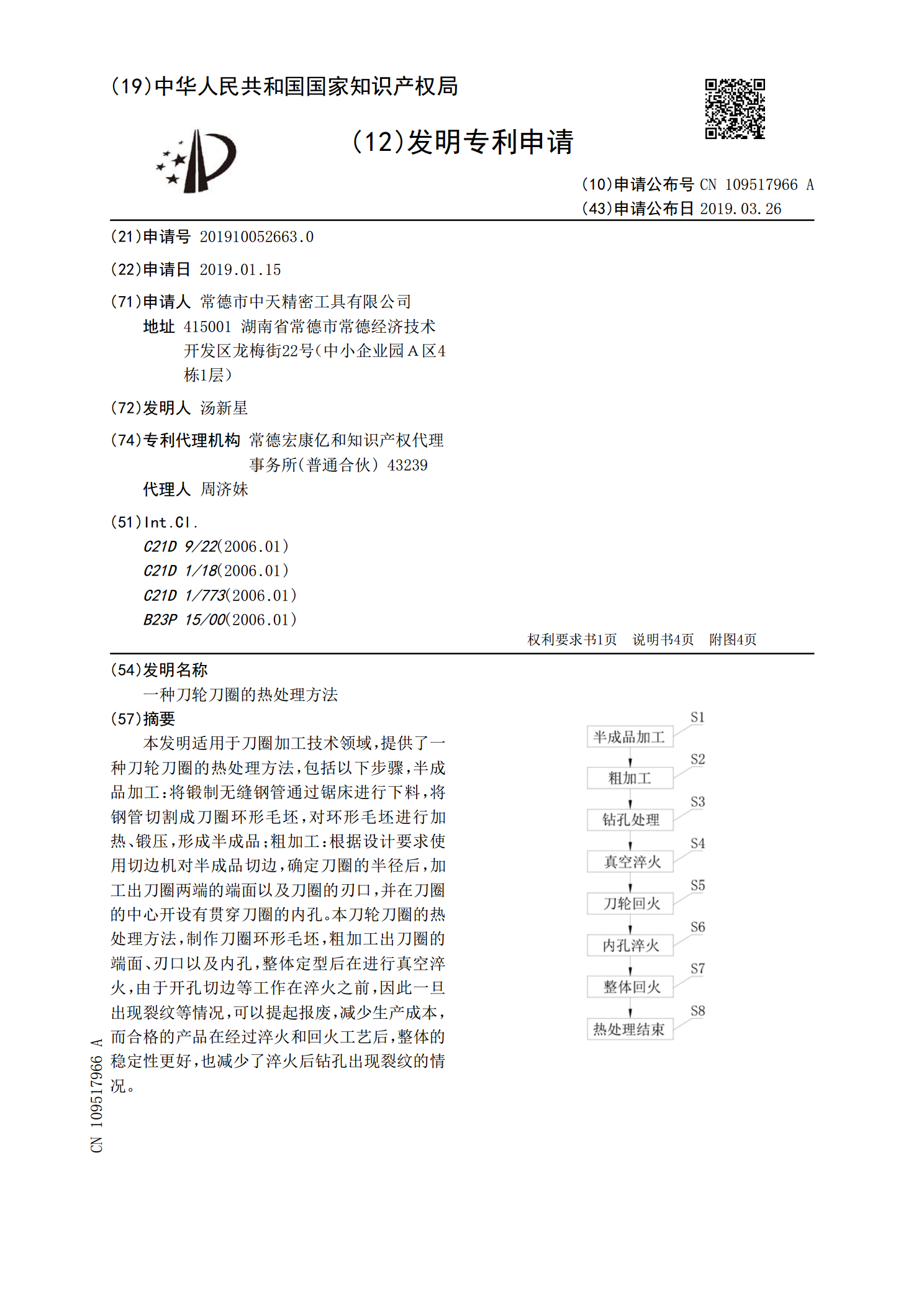
本发明适用于刀圈加工技术领域,提供了一种刀轮刀圈的热处理方法,包括以下步骤,半成品加工:将锻制无缝钢管通过锯床进行下料,将钢管切割成刀圈环形毛坯,对环形毛坯进行加热、锻压,形成半成品;粗加工:根据设计要求使用切边机对半成品切边,确定刀圈的半径后,加工出刀圈两端的端面以及刀圈的刃口,并在刀圈的中心开设有贯穿刀圈的内孔。本刀轮刀圈的热处理方法,制作刀圈环形毛坯,粗加工出刀圈的端面、刃口以及内孔,整体定型后在进行真空淬火,由于开孔切边等工作在淬火之前,因此一旦出现裂纹等情况,可以提起报废,减少生产成本,而合格的

一种刀轮刀圈的过盈冷压处理方法.pdf
本发明适用于刀轮刀圈加工处理技术领域,提供了一种刀轮刀圈的过盈冷压处理方法,包括如下步骤:S1:制作刀圈环形毛坯,S2:粗车,S3:钻合金孔,S4:热处理调质处理,S5:清理合金孔,S6:镶入合金齿,S7:压机压实,S8:精加工内孔,装配滚刀。本发明提出的刀轮刀圈的过盈冷压处理方法,刀圈环形毛坯在热处理调质处理后具有良好的综合机械性能;采用纯度99%的酒精对合金孔进行清洗,使合金孔表面洁净;采用单向压机,在刀圈环形毛坯处于200‑300摄氏度的状态下将合金齿压实在合金孔内,使合金齿过盈装配在合金孔内,紧固
一种铣齿刀盘的刀库、自动拆装刀装置及换刀方法.pdf
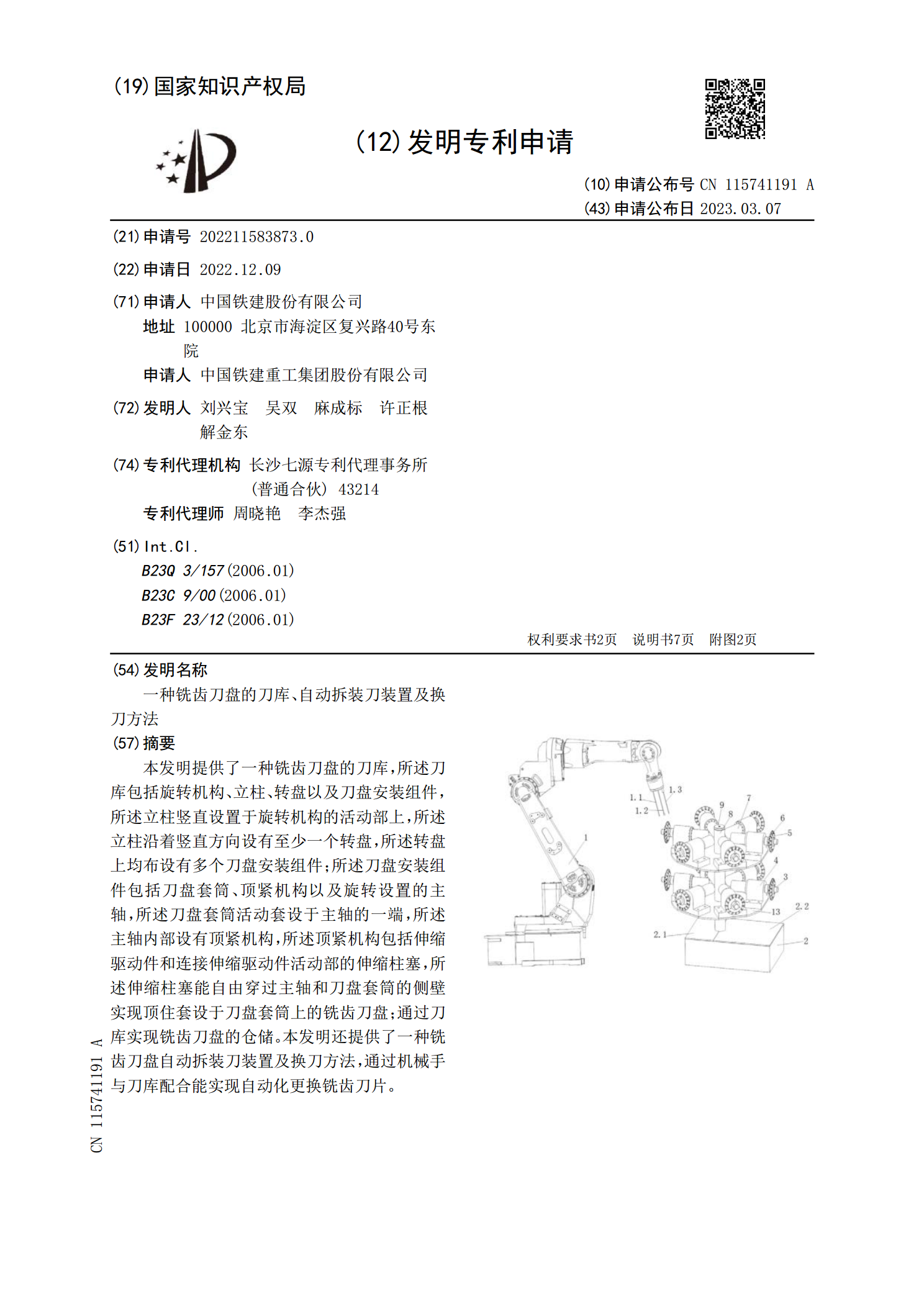
本发明提供了一种铣齿刀盘的刀库,所述刀库包括旋转机构、立柱、转盘以及刀盘安装组件,所述立柱竖直设置于旋转机构的活动部上,所述立柱沿着竖直方向设有至少一个转盘,所述转盘上均布设有多个刀盘安装组件;所述刀盘安装组件包括刀盘套筒、顶紧机构以及旋转设置的主轴,所述刀盘套筒活动套设于主轴的一端,所述主轴内部设有顶紧机构,所述顶紧机构包括伸缩驱动件和连接伸缩驱动件活动部的伸缩柱塞,所述伸缩柱塞能自由穿过主轴和刀盘套筒的侧壁实现顶住套设于刀盘套筒上的铣齿刀盘;通过刀库实现铣齿刀盘的仓储。本发明还提供了一种铣齿刀盘自动拆