
一种刀轮刀圈的热熔处理方法.pdf

是你****晨呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种刀轮刀圈的热熔处理方法.pdf
本发明适用于刀圈热熔处理技术,提供了本刀轮刀圈的热熔处理方法,其中进行粗车后的毛坯,先进行调质,即先进行淬火然后进行高温回火,这样经过调质处理后刀圈环形毛坯中含有大量的马氏体或贝氏体,这样能提高刀圈环状毛坯的刚性、硬度和韧性,然后对刀圈环形毛坯的刀圈刃口进行堆焊,这样能很好的提高刀圈环形毛坯的耐磨性,然后对工件进行退火处理,退火能有效减少残余应力,可以防止刀圈上的焊层开裂,退火的温度控制在300‑400摄氏度,这样既能消除应力又能保证刀圈硬度,自然冷却后的刀圈硬度值应在HRC58‑62,同时冲击功大于10
一种刀轮刀圈的热熔镶齿及处理方法.pdf
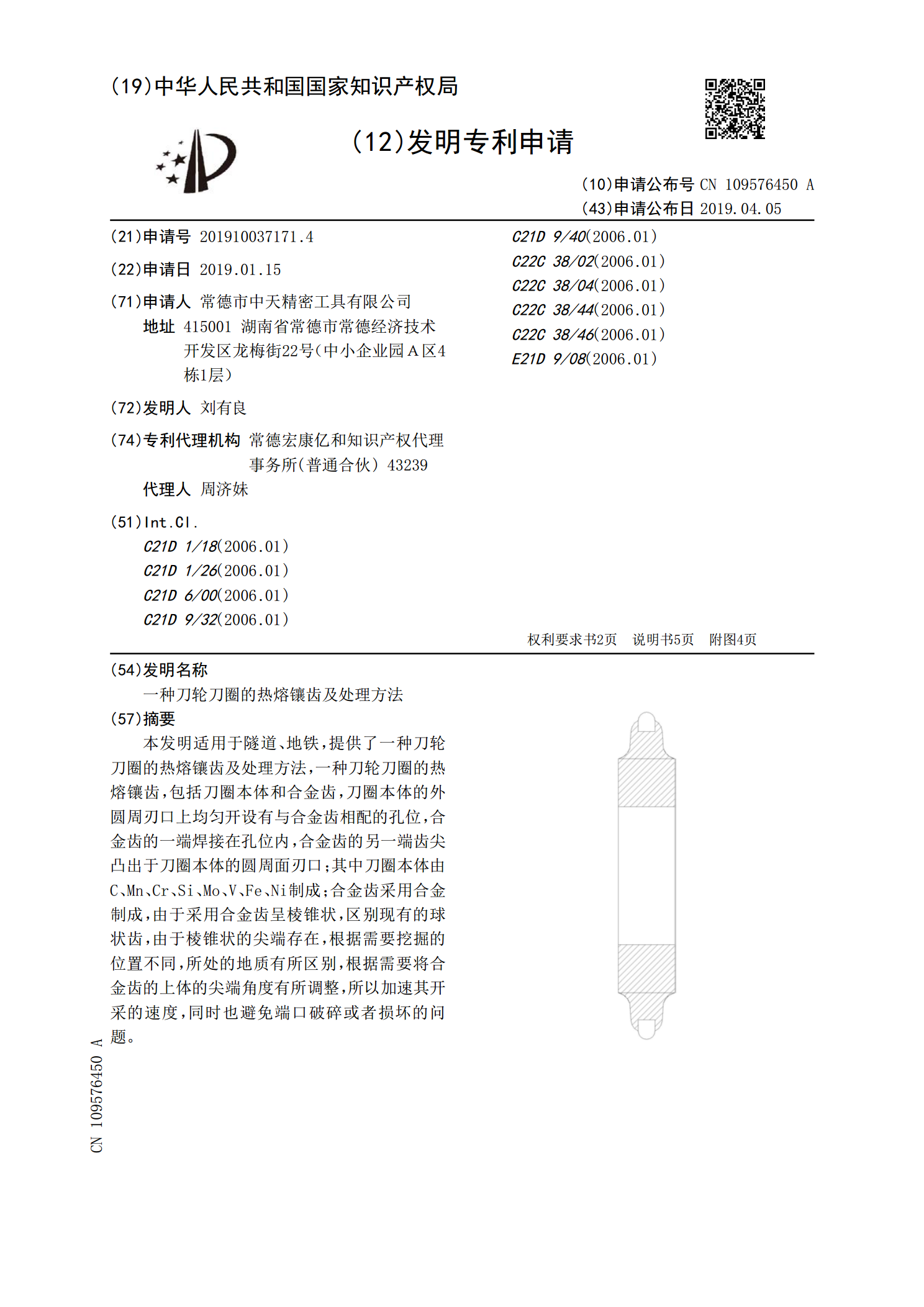
本发明适用于隧道、地铁,提供了一种刀轮刀圈的热熔镶齿及处理方法,一种刀轮刀圈的热熔镶齿,包括刀圈本体和合金齿,刀圈本体的外圆周刃口上均匀开设有与合金齿相配的孔位,合金齿的一端焊接在孔位内,合金齿的另一端齿尖凸出于刀圈本体的圆周面刃口;其中刀圈本体由C、Mn、Cr、Si、Mo、V、Fe、Ni制成;合金齿采用合金制成,由于采用合金齿呈棱锥状,区别现有的球状齿,由于棱锥状的尖端存在,根据需要挖掘的位置不同,所处的地质有所区别,根据需要将合金齿的上体的尖端角度有所调整,所以加速其开采的速度,同时也避免端口破碎或者
一种刀轮刀圈的热处理方法.pdf
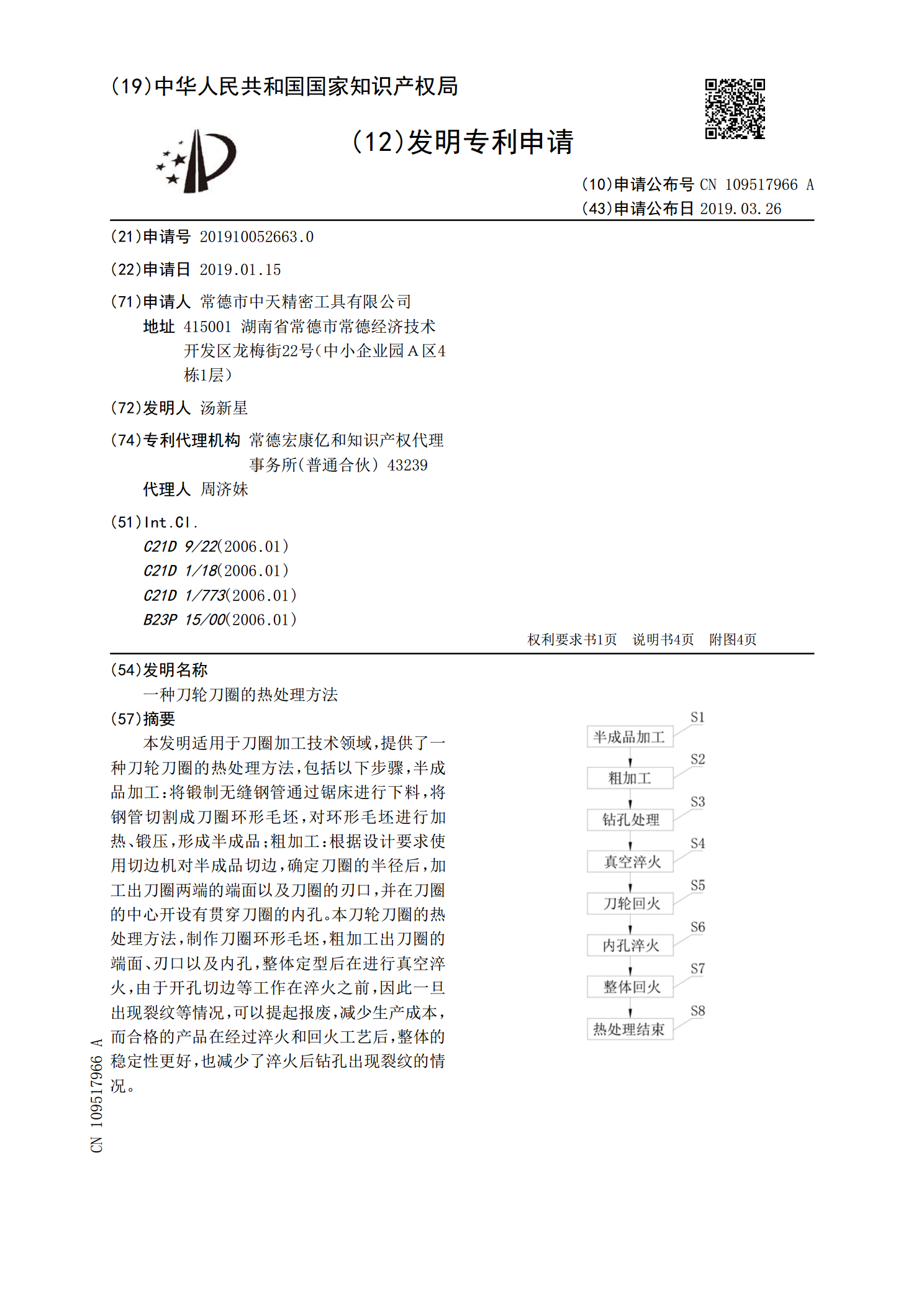
本发明适用于刀圈加工技术领域,提供了一种刀轮刀圈的热处理方法,包括以下步骤,半成品加工:将锻制无缝钢管通过锯床进行下料,将钢管切割成刀圈环形毛坯,对环形毛坯进行加热、锻压,形成半成品;粗加工:根据设计要求使用切边机对半成品切边,确定刀圈的半径后,加工出刀圈两端的端面以及刀圈的刃口,并在刀圈的中心开设有贯穿刀圈的内孔。本刀轮刀圈的热处理方法,制作刀圈环形毛坯,粗加工出刀圈的端面、刃口以及内孔,整体定型后在进行真空淬火,由于开孔切边等工作在淬火之前,因此一旦出现裂纹等情况,可以提起报废,减少生产成本,而合格的

一种刀轮刀圈的过盈冷压处理方法.pdf
本发明适用于刀轮刀圈加工处理技术领域,提供了一种刀轮刀圈的过盈冷压处理方法,包括如下步骤:S1:制作刀圈环形毛坯,S2:粗车,S3:钻合金孔,S4:热处理调质处理,S5:清理合金孔,S6:镶入合金齿,S7:压机压实,S8:精加工内孔,装配滚刀。本发明提出的刀轮刀圈的过盈冷压处理方法,刀圈环形毛坯在热处理调质处理后具有良好的综合机械性能;采用纯度99%的酒精对合金孔进行清洗,使合金孔表面洁净;采用单向压机,在刀圈环形毛坯处于200‑300摄氏度的状态下将合金齿压实在合金孔内,使合金齿过盈装配在合金孔内,紧固
一种刀轮刀座.pdf
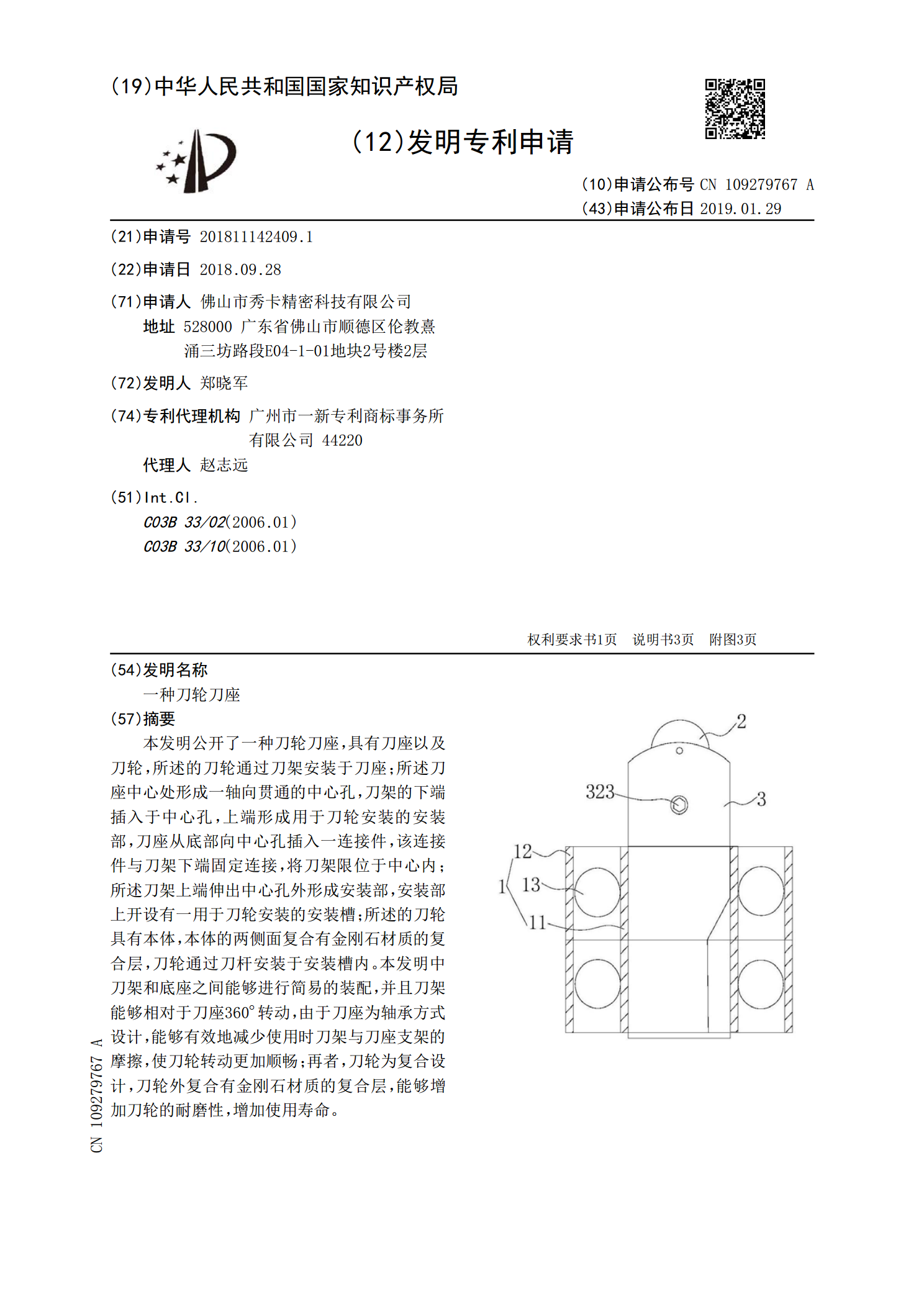
本发明公开了一种刀轮刀座,具有刀座以及刀轮,所述的刀轮通过刀架安装于刀座;所述刀座中心处形成一轴向贯通的中心孔,刀架的下端插入于中心孔,上端形成用于刀轮安装的安装部,刀座从底部向中心孔插入一连接件,该连接件与刀架下端固定连接,将刀架限位于中心内;所述刀架上端伸出中心孔外形成安装部,安装部上开设有一用于刀轮安装的安装槽;所述的刀轮具有本体,本体的两侧面复合有金刚石材质的复合层,刀轮通过刀杆安装于安装槽内。本发明中刀架和底座之间能够进行简易的装配,并且刀架能够相对于刀座360°转动,由于刀座为轴承方式设计,能