
一种外径定位的轴承内圈超精研装置以及方法.pdf

St****12

1/10

2/10
3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种外径定位的轴承内圈超精研装置以及方法.pdf
本发明公开了一种外径定位的轴承内圈超精研装置,包括底座、输送通道、隔料机构、送料通道、摆臂架、摆臂气缸、压轮油缸、超精研机构、气动马达输送机构和PLC控制系统,PLC控制系统分别与隔料机构、送料气缸、摆臂气缸、压轮油缸、超精研机构和气动马达输送机构通讯连接。本发明不但降低了操作人员的劳动强度,并且还提高了超精研装置的生产成本,能够对集成内圈滚珠丝母轴承的外径进行准确的定位,提高了产品的加工精度。
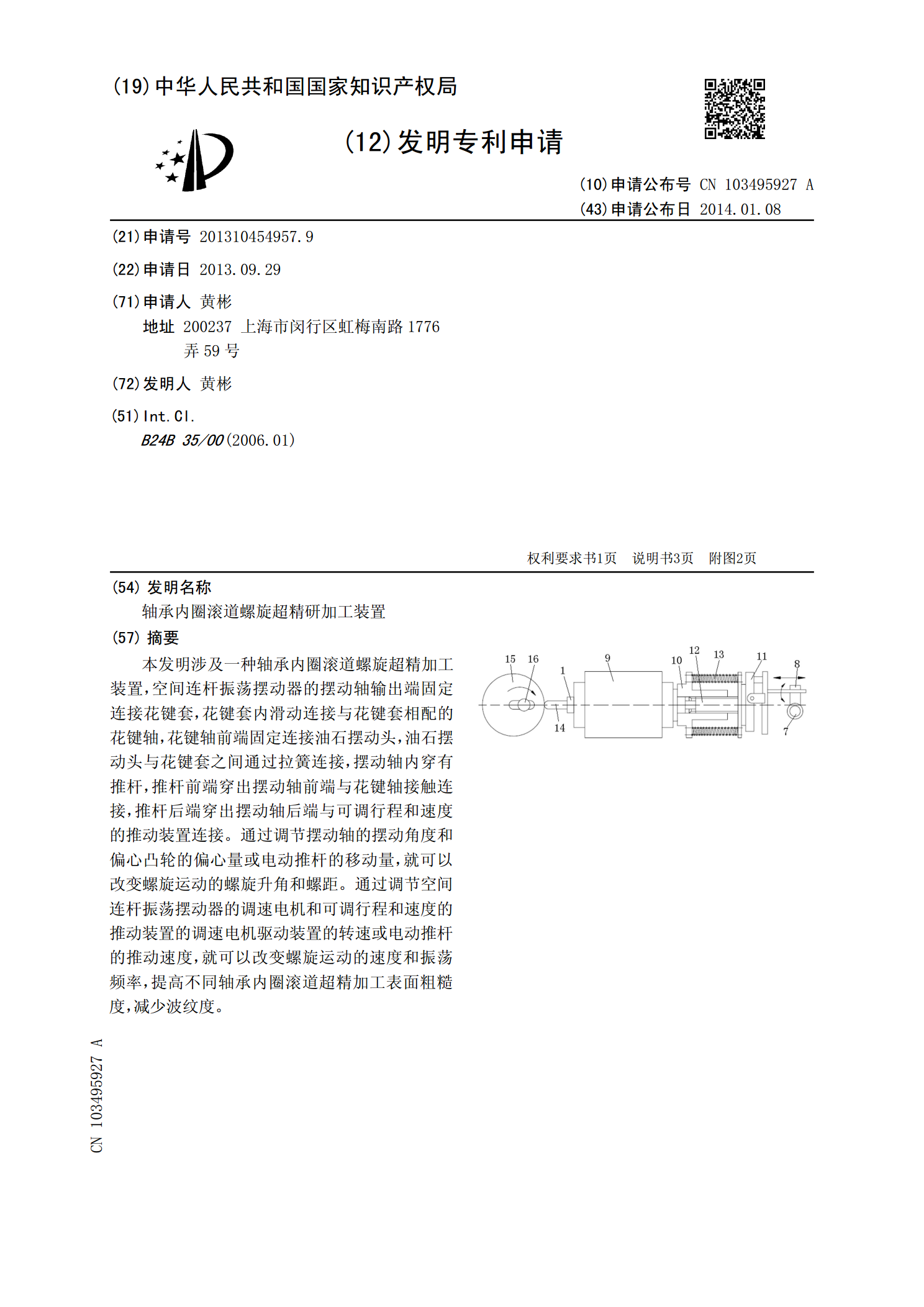
轴承内圈滚道螺旋超精研加工装置.pdf
本发明涉及一种轴承内圈滚道螺旋超精加工装置,空间连杆振荡摆动器的摆动轴输出端固定连接花键套,花键套内滑动连接与花键套相配的花键轴,花键轴前端固定连接油石摆动头,油石摆动头与花键套之间通过拉簧连接,摆动轴内穿有推杆,推杆前端穿出摆动轴前端与花键轴接触连接,推杆后端穿出摆动轴后端与可调行程和速度的推动装置连接。通过调节摆动轴的摆动角度和偏心凸轮的偏心量或电动推杆的移动量,就可以改变螺旋运动的螺旋升角和螺距。通过调节空间连杆振荡摆动器的调速电机和可调行程和速度的推动装置的调速电机驱动装置的转速或电动推杆的推动速
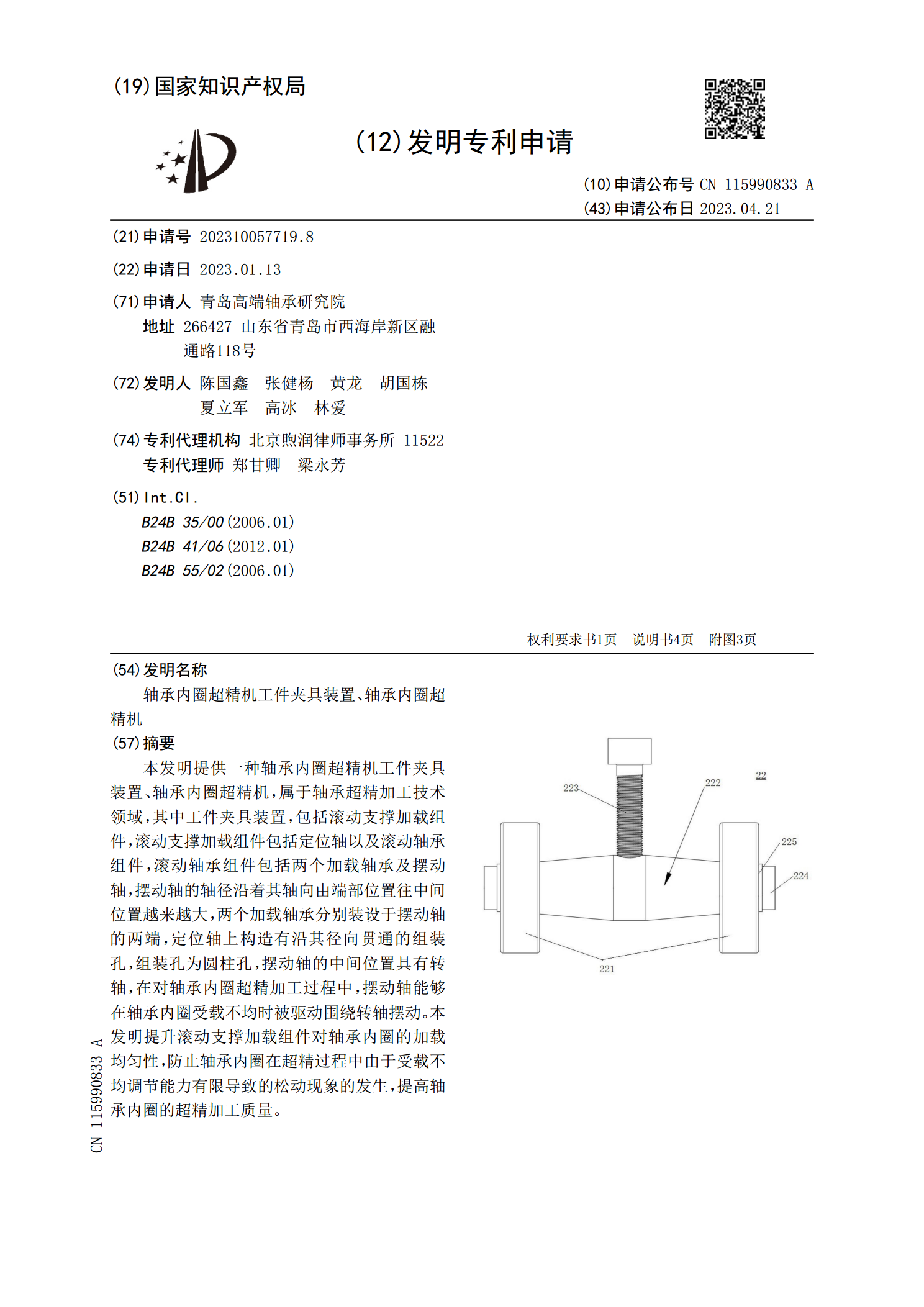
轴承内圈超精机工件夹具装置、轴承内圈超精机.pdf
本发明提供一种轴承内圈超精机工件夹具装置、轴承内圈超精机,属于轴承超精加工技术领域,其中工件夹具装置,包括滚动支撑加载组件,滚动支撑加载组件包括定位轴以及滚动轴承组件,滚动轴承组件包括两个加载轴承及摆动轴,摆动轴的轴径沿着其轴向由端部位置往中间位置越来越大,两个加载轴承分别装设于摆动轴的两端,定位轴上构造有沿其径向贯通的组装孔,组装孔为圆柱孔,摆动轴的中间位置具有转轴,在对轴承内圈超精加工过程中,摆动轴能够在轴承内圈受载不均时被驱动围绕转轴摆动。本发明提升滚动支撑加载组件对轴承内圈的加载均匀性,防止轴承内
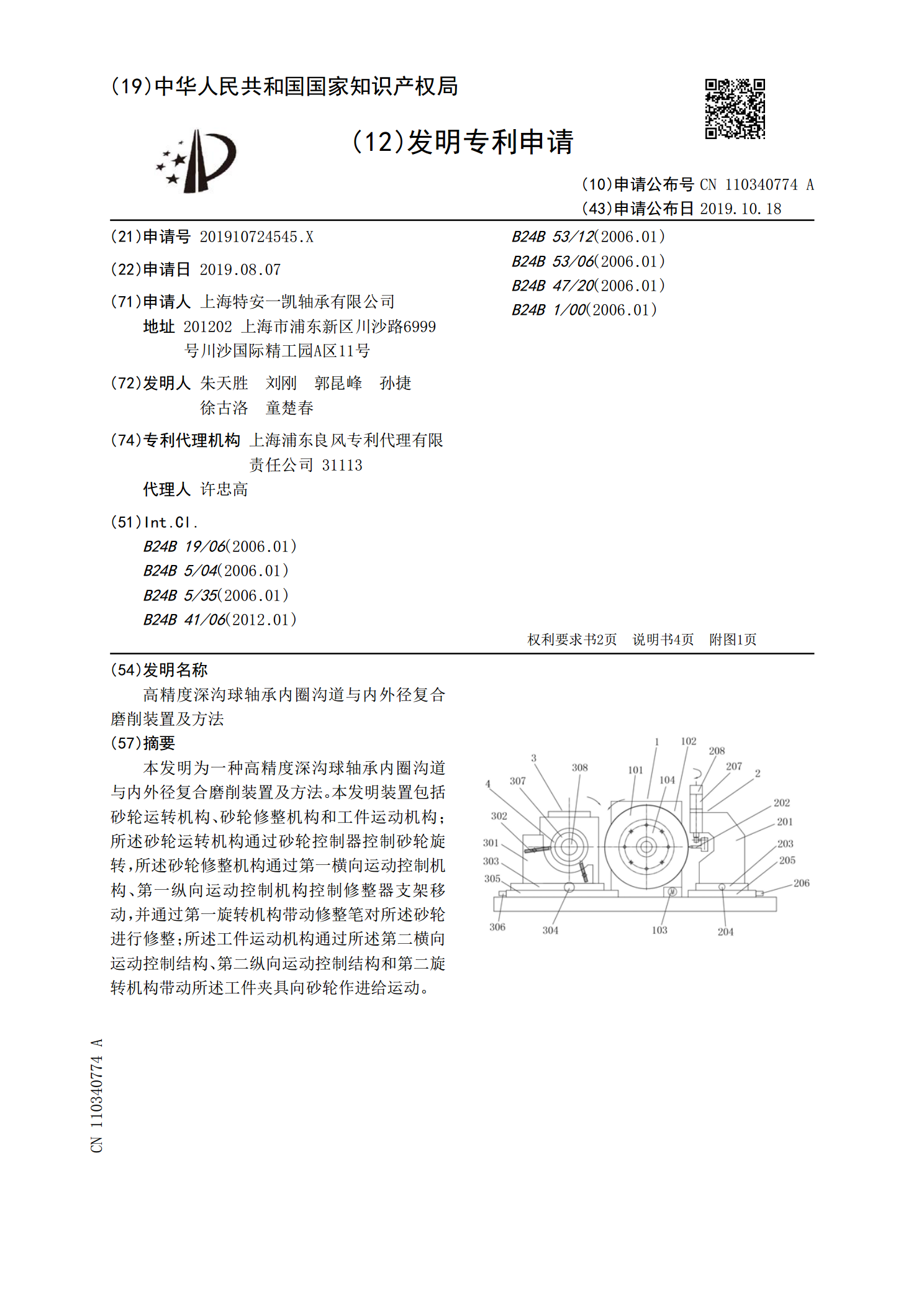
高精度深沟球轴承内圈沟道与内外径复合磨削装置及方法.pdf
本发明为一种高精度深沟球轴承内圈沟道与内外径复合磨削装置及方法。本发明装置包括砂轮运转机构、砂轮修整机构和工件运动机构;所述砂轮运转机构通过砂轮控制器控制砂轮旋转,所述砂轮修整机构通过第一横向运动控制机构、第一纵向运动控制机构控制修整器支架移动,并通过第一旋转机构带动修整笔对所述砂轮进行修整;所述工件运动机构通过所述第二横向运动控制结构、第二纵向运动控制结构和第二旋转机构带动所述工件夹具向砂轮作进给运动。
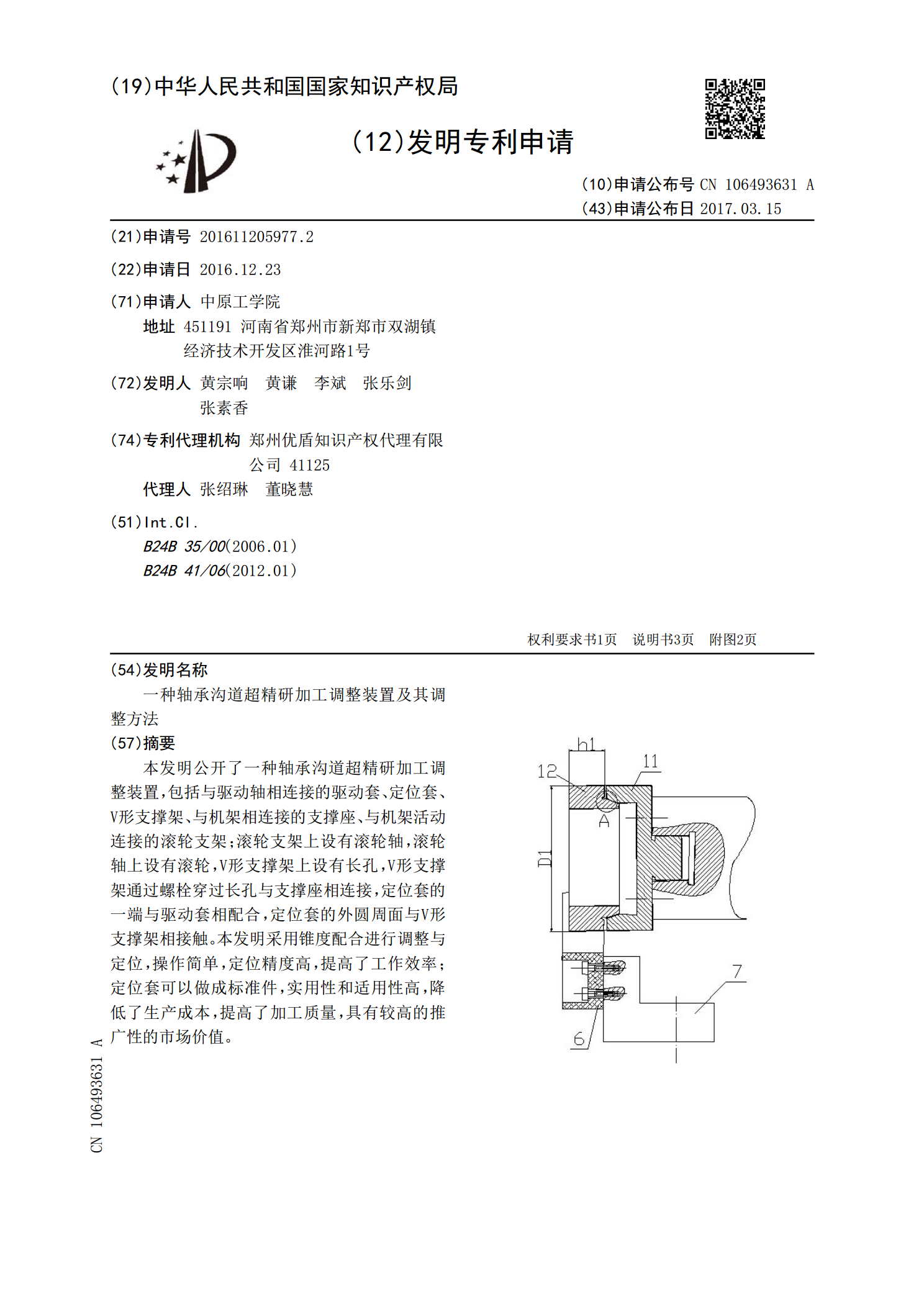
一种轴承沟道超精研加工调整装置及其调整方法.pdf
本发明公开了一种轴承沟道超精研加工调整装置,包括与驱动轴相连接的驱动套、定位套、V形支撑架、与机架相连接的支撑座、与机架活动连接的滚轮支架;滚轮支架上设有滚轮轴,滚轮轴上设有滚轮,V形支撑架上设有长孔,V形支撑架通过螺栓穿过长孔与支撑座相连接,定位套的一端与驱动套相配合,定位套的外圆周面与V形支撑架相接触。本发明采用锥度配合进行调整与定位,操作简单,定位精度高,提高了工作效率;定位套可以做成标准件,实用性和适用性高,降低了生产成本,提高了加工质量,具有较高的推广性的市场价值。