
一种轴承沟道超精研加工调整装置及其调整方法.pdf

小宏****aa

1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承沟道超精研加工调整装置及其调整方法.pdf
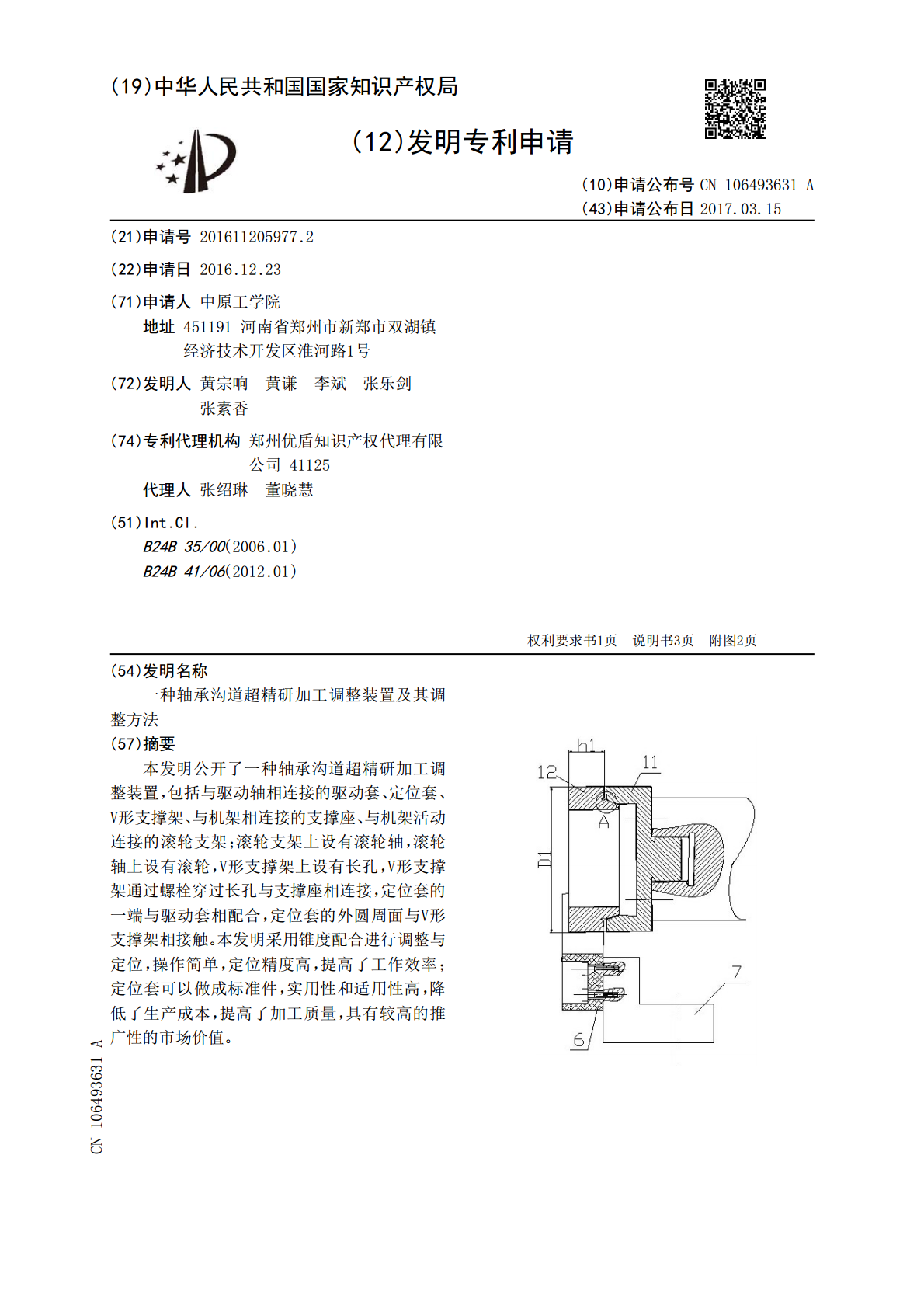
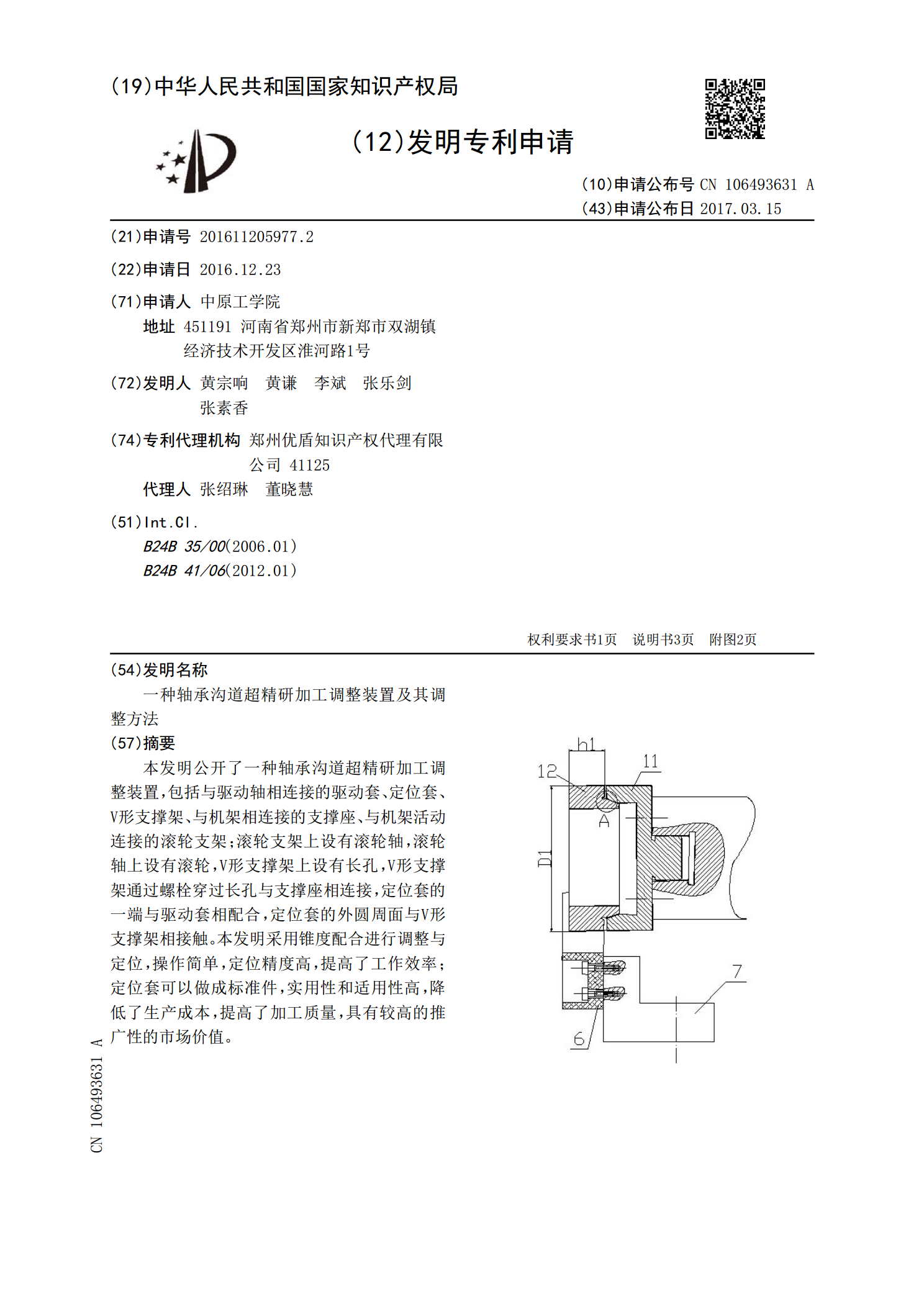
本发明公开了一种轴承沟道超精研加工调整装置,包括与驱动轴相连接的驱动套、定位套、V形支撑架、与机架相连接的支撑座、与机架活动连接的滚轮支架;滚轮支架上设有滚轮轴,滚轮轴上设有滚轮,V形支撑架上设有长孔,V形支撑架通过螺栓穿过长孔与支撑座相连接,定位套的一端与驱动套相配合,定位套的外圆周面与V形支撑架相接触。本发明采用锥度配合进行调整与定位,操作简单,定位精度高,提高了工作效率;定位套可以做成标准件,实用性和适用性高,降低了生产成本,提高了加工质量,具有较高的推广性的市场价值。

轴承环沟道超精研工艺浅析.docx
轴承环沟道超精研工艺浅析轴承环沟道超精研工艺浅析摘要:轴承是一种广泛应用于机械装置中的重要零件,其性能直接影响到装置的使用寿命和工作效率。环沟道作为轴承的支撑部分,其加工精度对轴承的性能有着重要影响。本文通过对轴承环沟道超精研工艺进行分析,探讨了超精研工艺的原理和方法,以及其对轴承性能的影响。关键词:轴承环沟道,超精研,工艺,原理,方法,性能引言:轴承是机械装置中最常用的动力传动元件之一,用于承受和传递轴向和径向载荷。轴承环沟道是轴承的支撑部分,对轴承的精度和寿命有着重要的影响。传统的轴承环沟道加工方法往
轴承内圈滚道螺旋超精研加工装置.pdf
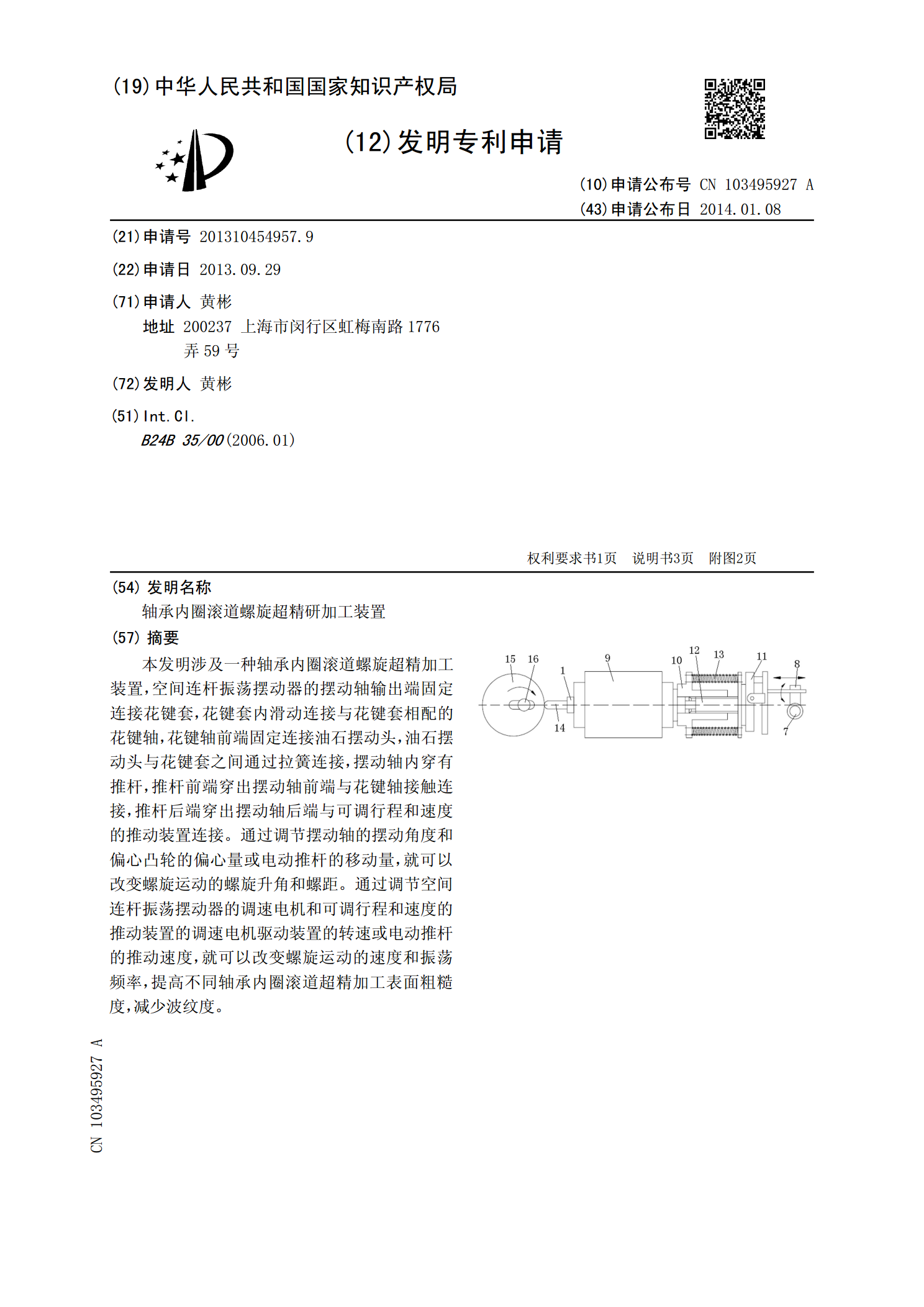
本发明涉及一种轴承内圈滚道螺旋超精加工装置,空间连杆振荡摆动器的摆动轴输出端固定连接花键套,花键套内滑动连接与花键套相配的花键轴,花键轴前端固定连接油石摆动头,油石摆动头与花键套之间通过拉簧连接,摆动轴内穿有推杆,推杆前端穿出摆动轴前端与花键轴接触连接,推杆后端穿出摆动轴后端与可调行程和速度的推动装置连接。通过调节摆动轴的摆动角度和偏心凸轮的偏心量或电动推杆的移动量,就可以改变螺旋运动的螺旋升角和螺距。通过调节空间连杆振荡摆动器的调速电机和可调行程和速度的推动装置的调速电机驱动装置的转速或电动推杆的推动速

带防错装置的轴承沟道超精机及其防错方法.pdf
本发明涉及一种带防错装置的轴承沟道超精机及其防错方法,其包括机架、电机、电机驱动轮、电机传动带、皮带轮、滚轴传动带、滚轴、压紧轮、油石摆动机构,其设计要点在于轴承沟道超精机还包括固定于机架,且与滚轴传动带相邻设置的防错装置,防错装置是与滚轴传动带无接触的接近开关,或与滚轴传动带接触的机械开关,接近开关或机械开关用于控制电机的停转。当滚轴传动带断裂时,接近开关或机械开关将断裂信号发送至电机的控制电路,由控制电路控制电机停转,实现停机保护。本发明结构原理较为简单,对现有设备改装较为方便,使用可靠性高,有效解决
一种轴承内圈沟道加工装置.pdf
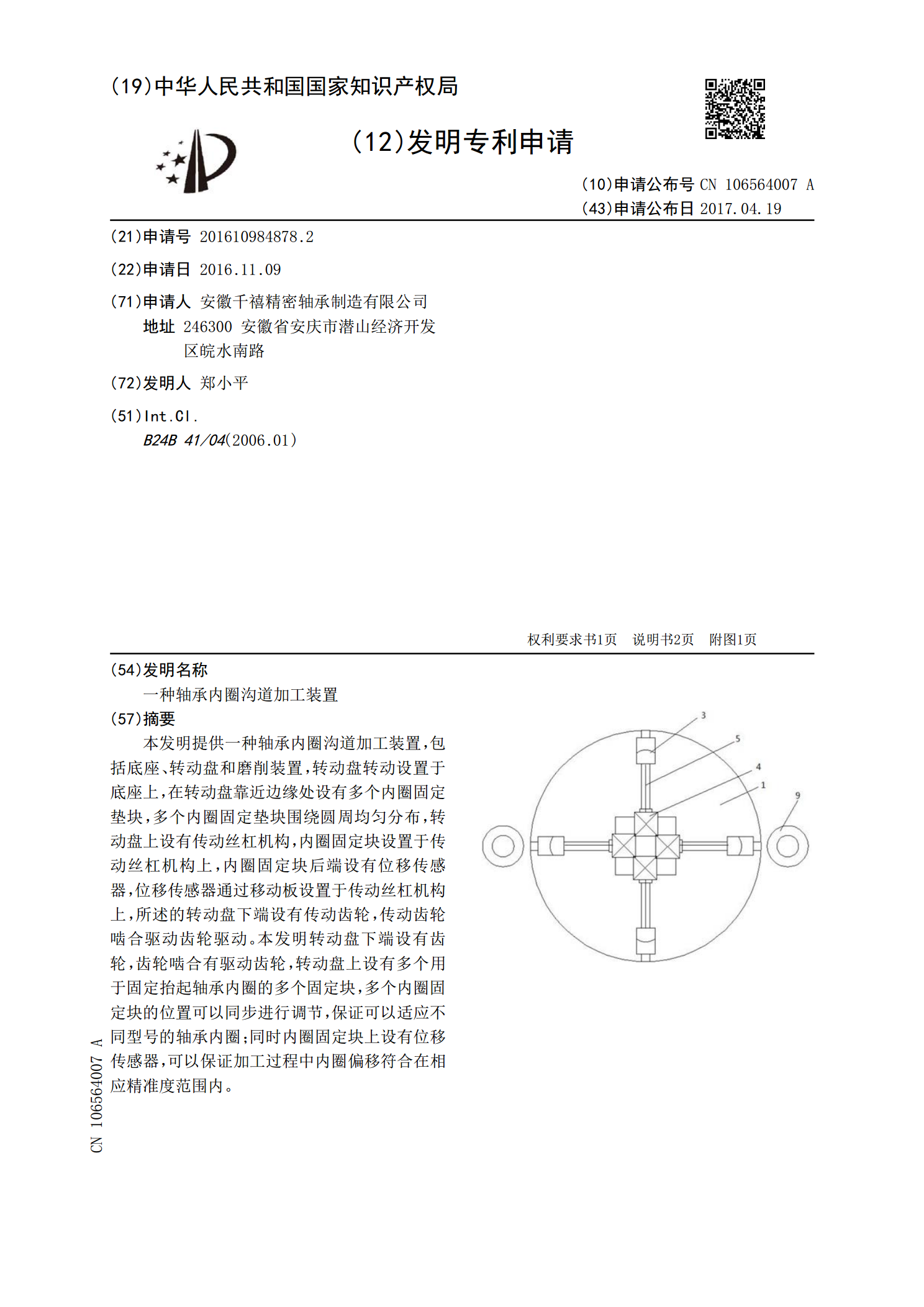
本发明提供一种轴承内圈沟道加工装置,包括底座、转动盘和磨削装置,转动盘转动设置于底座上,在转动盘靠近边缘处设有多个内圈固定垫块,多个内圈固定垫块围绕圆周均匀分布,转动盘上设有传动丝杠机构,内圈固定块设置于传动丝杠机构上,内圈固定块后端设有位移传感器,位移传感器通过移动板设置于传动丝杠机构上,所述的转动盘下端设有传动齿轮,传动齿轮啮合驱动齿轮驱动。本发明转动盘下端设有齿轮,齿轮啮合有驱动齿轮,转动盘上设有多个用于固定抬起轴承内圈的多个固定块,多个内圈固定块的位置可以同步进行调节,保证可以适应不同型号的轴承内