
一种轮毂下料方法及设备.pdf

fu****级甜

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮毂下料方法及设备.pdf
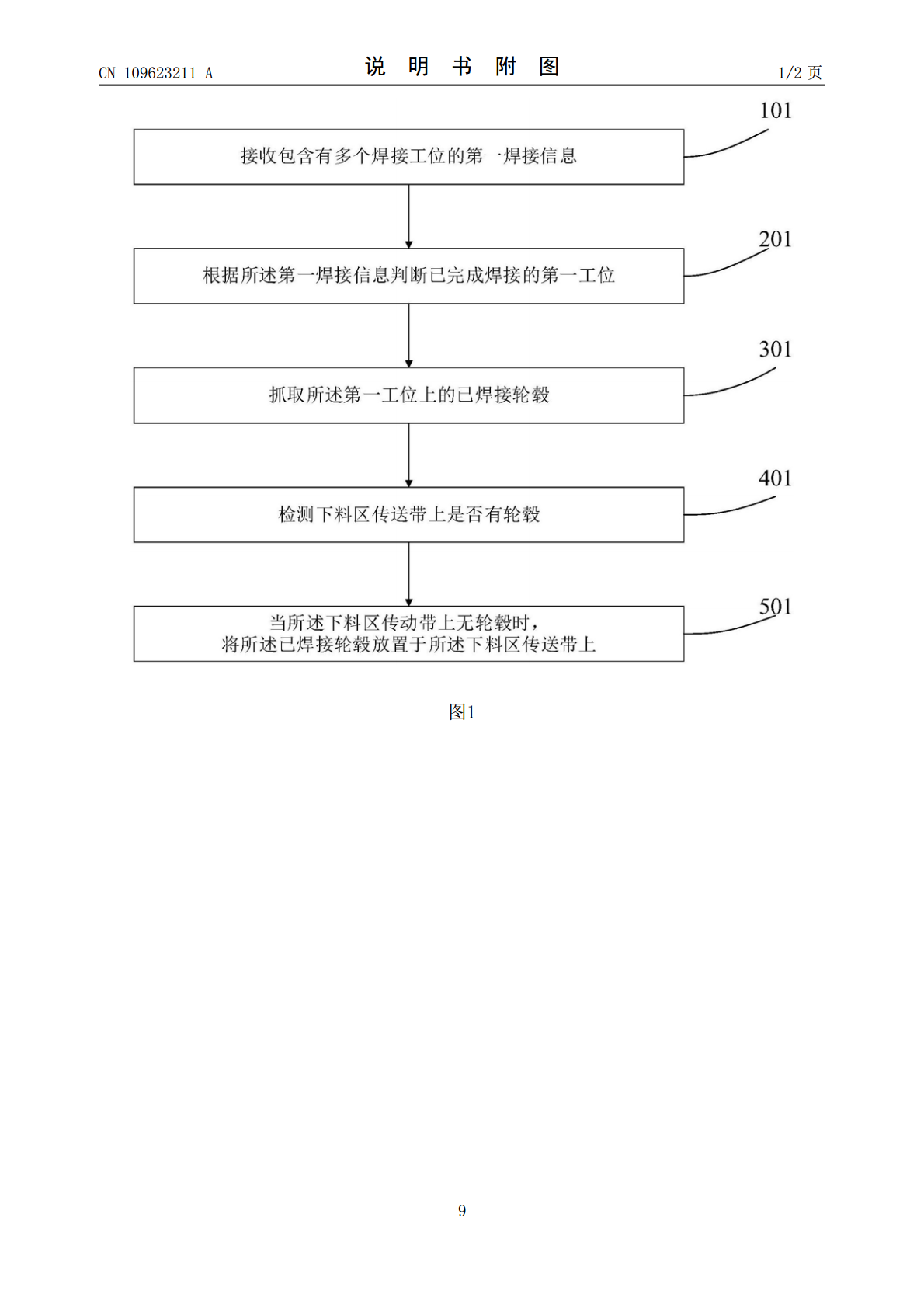
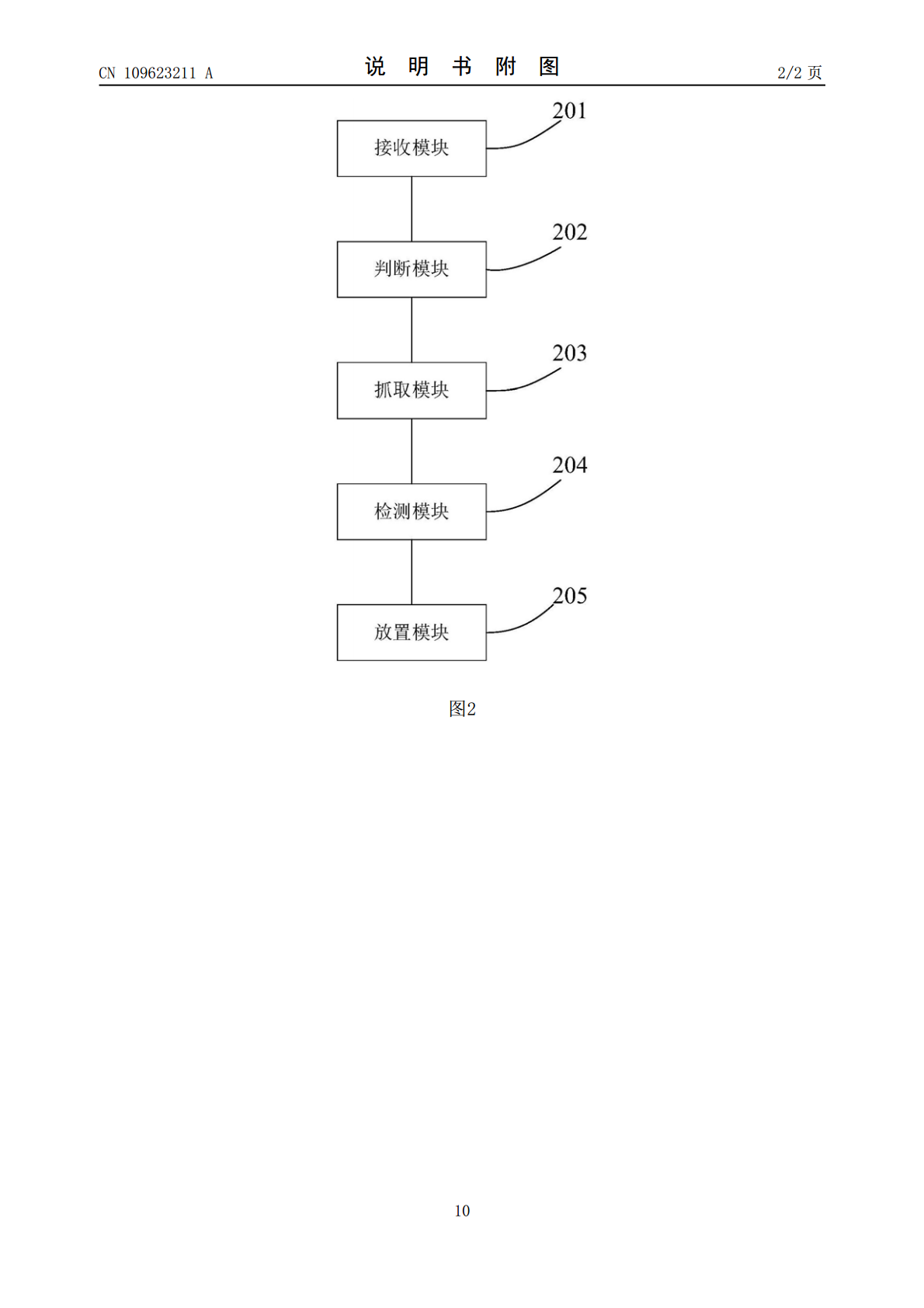
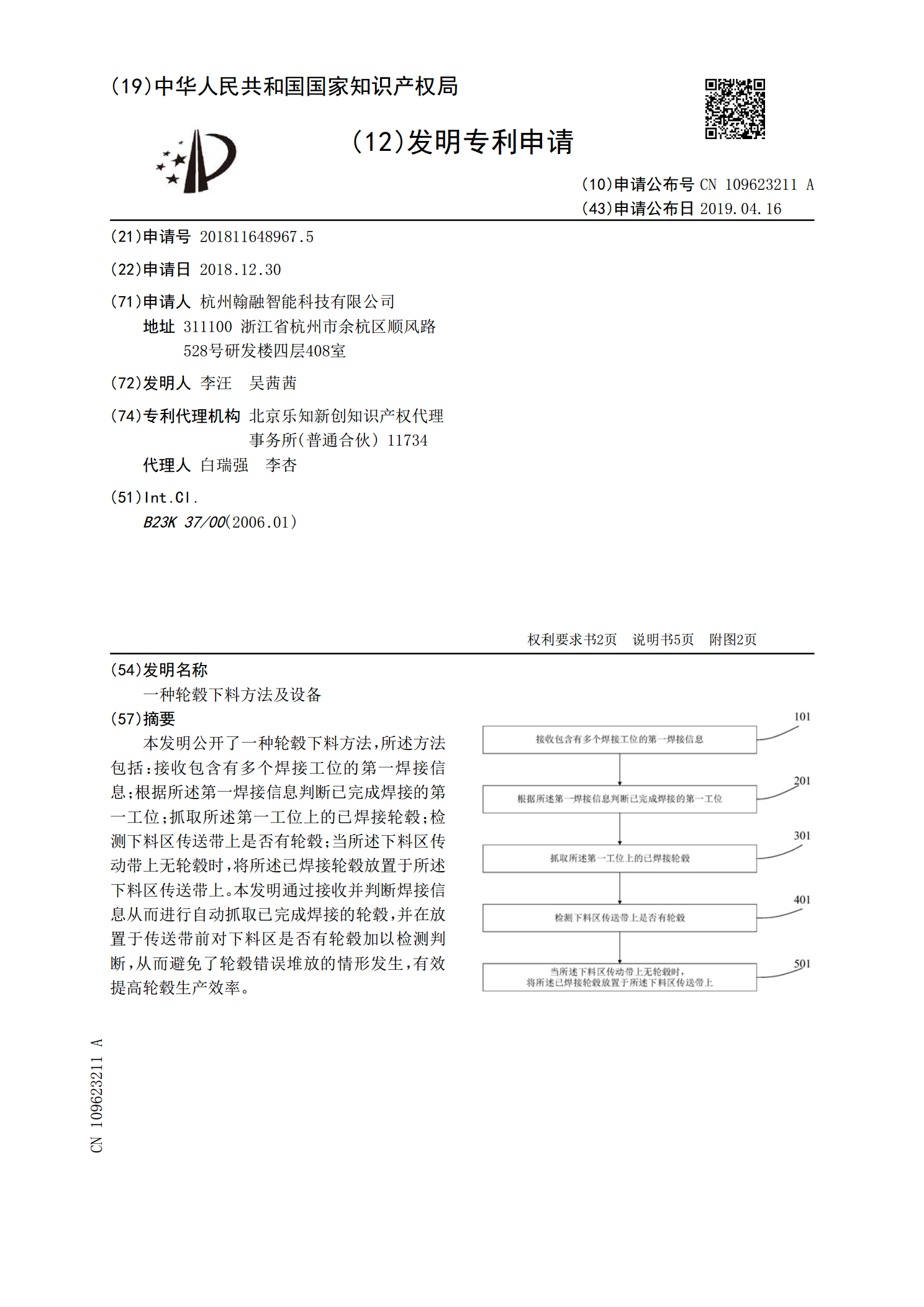
本发明公开了一种轮毂下料方法,所述方法包括:接收包含有多个焊接工位的第一焊接信息;根据所述第一焊接信息判断已完成焊接的第一工位;抓取所述第一工位上的已焊接轮毂;检测下料区传送带上是否有轮毂;当所述下料区传动带上无轮毂时,将所述已焊接轮毂放置于所述下料区传送带上。本发明通过接收并判断焊接信息从而进行自动抓取已完成焊接的轮毂,并在放置于传送带前对下料区是否有轮毂加以检测判断,从而避免了轮毂错误堆放的情形发生,有效提高轮毂生产效率。
一种具备上下料功能的轮毂盖用加工设备.pdf
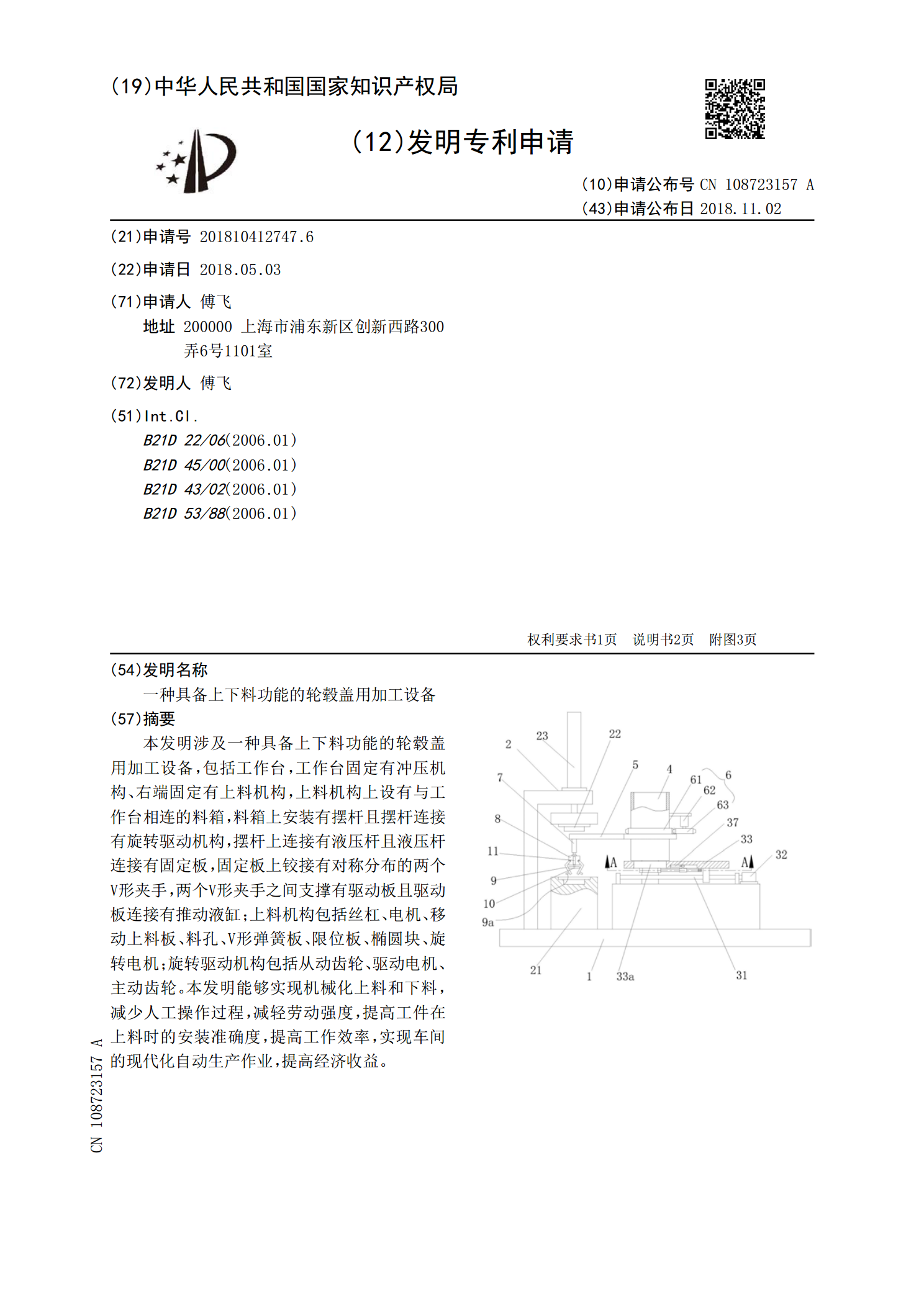
本发明涉及一种具备上下料功能的轮毂盖用加工设备,包括工作台,工作台固定有冲压机构、右端固定有上料机构,上料机构上设有与工作台相连的料箱,料箱上安装有摆杆且摆杆连接有旋转驱动机构,摆杆上连接有液压杆且液压杆连接有固定板,固定板上铰接有对称分布的两个V形夹手,两个V形夹手之间支撑有驱动板且驱动板连接有推动液缸;上料机构包括丝杠、电机、移动上料板、料孔、V形弹簧板、限位板、椭圆块、旋转电机;旋转驱动机构包括从动齿轮、驱动电机、主动齿轮。本发明能够实现机械化上料和下料,减少人工操作过程,减轻劳动强度,提高工件在上
一种多管下料设备及下料控制方法.pdf
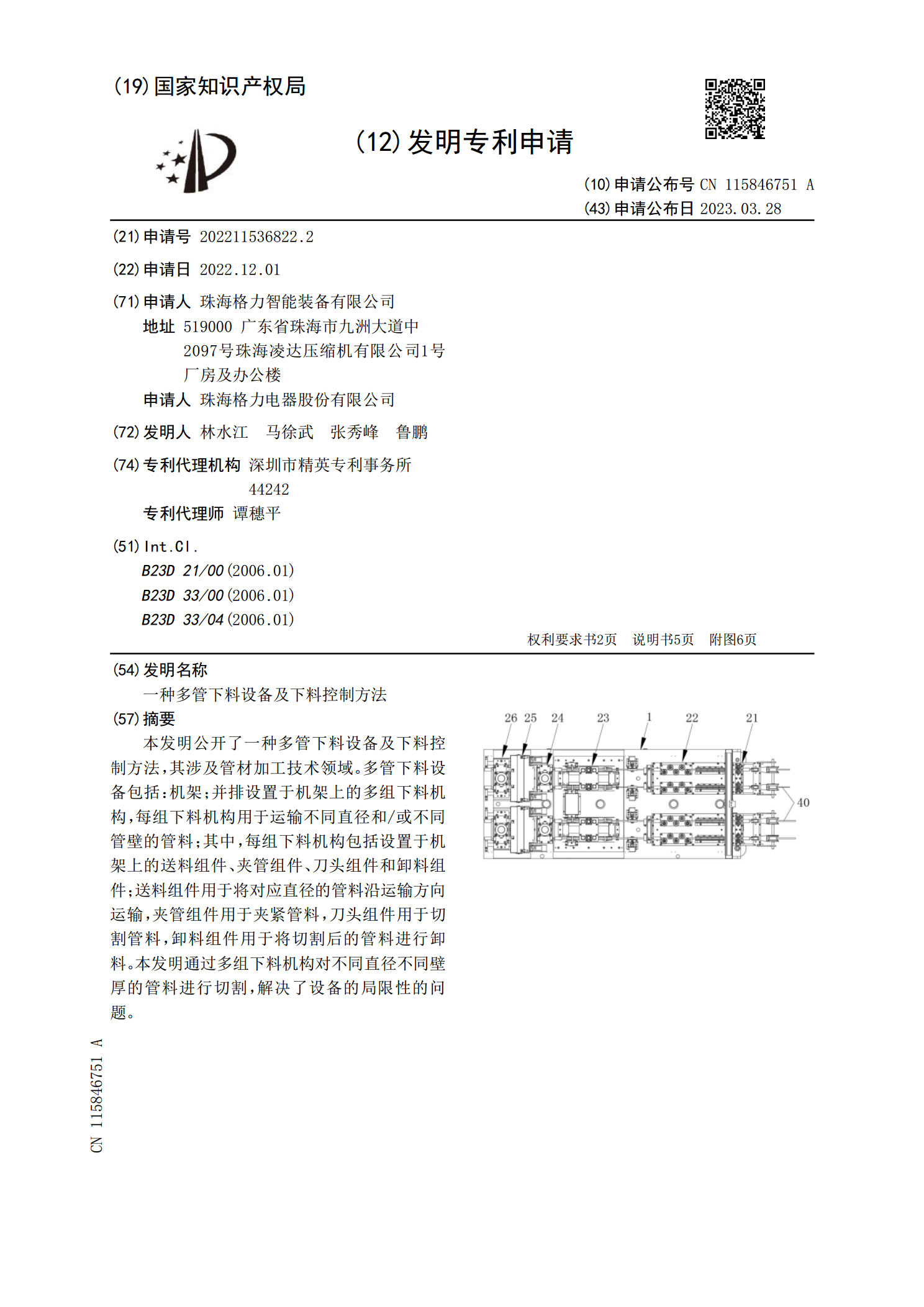
本发明公开了一种多管下料设备及下料控制方法,其涉及管材加工技术领域。多管下料设备包括:机架;并排设置于机架上的多组下料机构,每组下料机构用于运输不同直径和/或不同管壁的管料;其中,每组下料机构包括设置于机架上的送料组件、夹管组件、刀头组件和卸料组件;送料组件用于将对应直径的管料沿运输方向运输,夹管组件用于夹紧管料,刀头组件用于切割管料,卸料组件用于将切割后的管料进行卸料。本发明通过多组下料机构对不同直径不同壁厚的管料进行切割,解决了设备的局限性的问题。
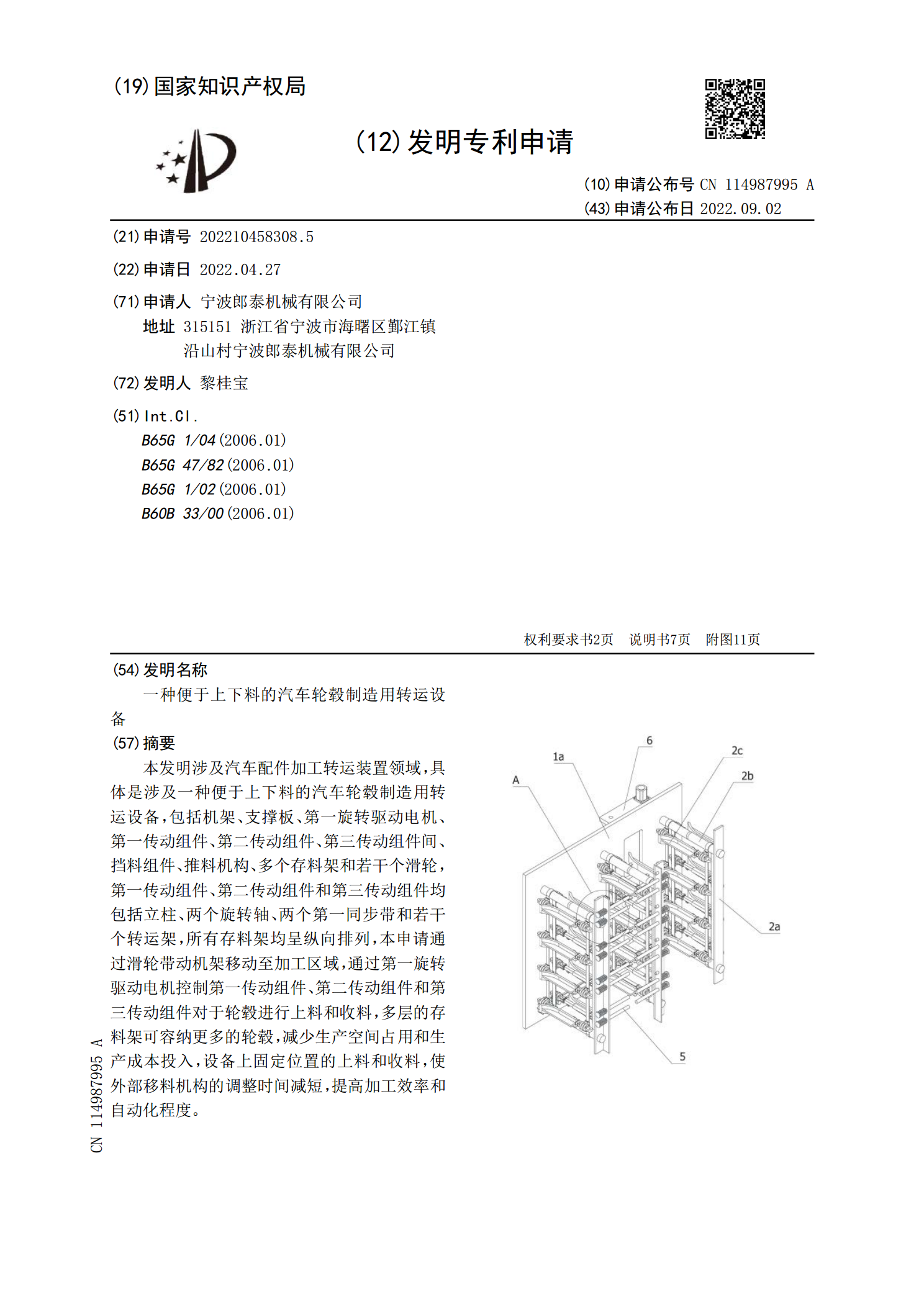
一种便于上下料的汽车轮毂制造用转运设备.pdf
本发明涉及汽车配件加工转运装置领域,具体是涉及一种便于上下料的汽车轮毂制造用转运设备,包括机架、支撑板、第一旋转驱动电机、第一传动组件、第二传动组件、第三传动组件间、挡料组件、推料机构、多个存料架和若干个滑轮,第一传动组件、第二传动组件和第三传动组件均包括立柱、两个旋转轴、两个第一同步带和若干个转运架,所有存料架均呈纵向排列,本申请通过滑轮带动机架移动至加工区域,通过第一旋转驱动电机控制第一传动组件、第二传动组件和第三传动组件对于轮毂进行上料和收料,多层的存料架可容纳更多的轮毂,减少生产空间占用和生产成本
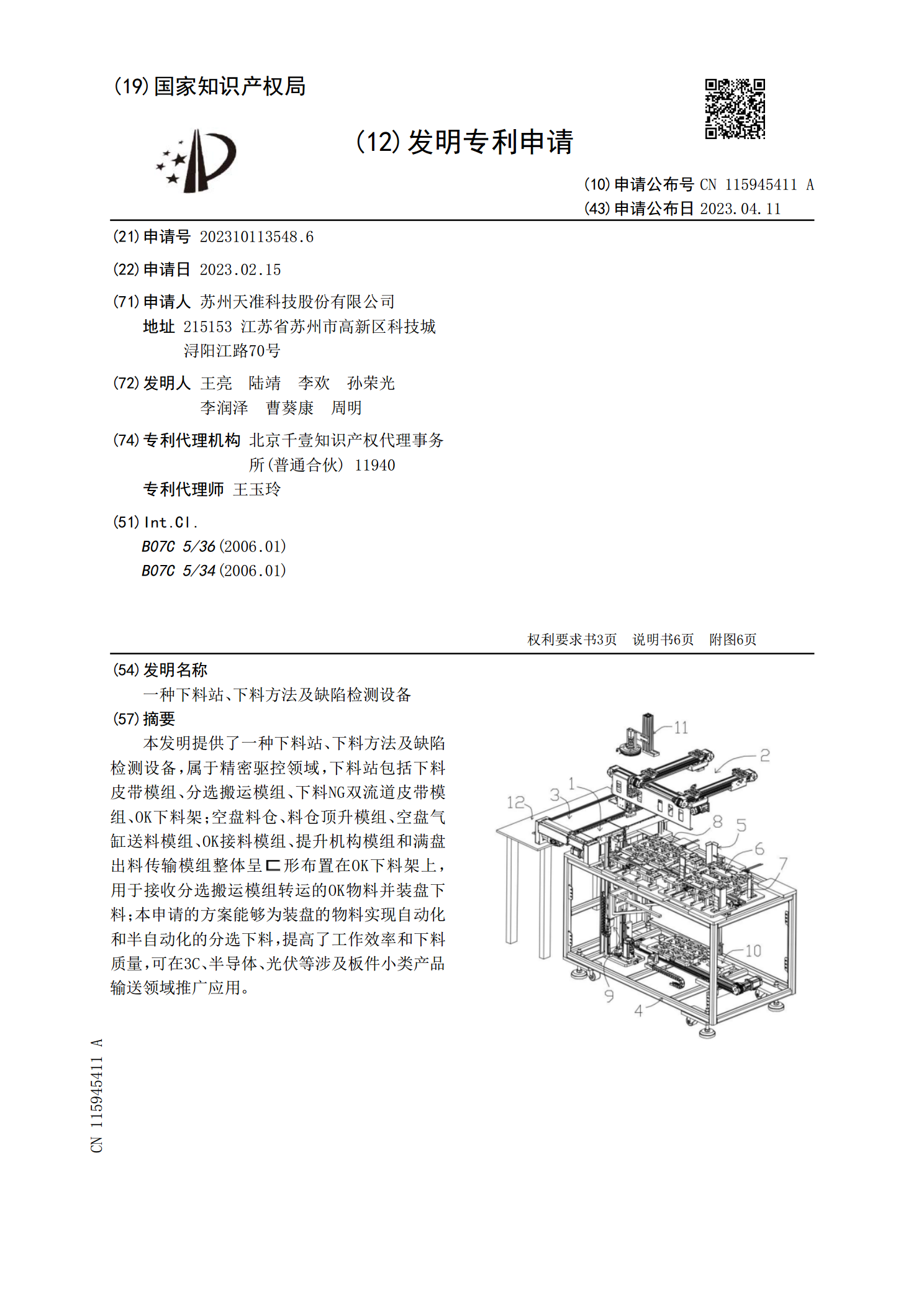
一种下料站、下料方法及缺陷检测设备.pdf
本发明提供了一种下料站、下料方法及缺陷检测设备,属于精密驱控领域,下料站包括下料皮带模组、分选搬运模组、下料NG双流道皮带模组、OK下料架;空盘料仓、料仓顶升模组、空盘气缸送料模组、OK接料模组、提升机构模组和满盘出料传输模组整体呈