
一种齿轮轴产品锻件及其加工工艺.pdf

Ch****49

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮轴产品锻件及其加工工艺.pdf
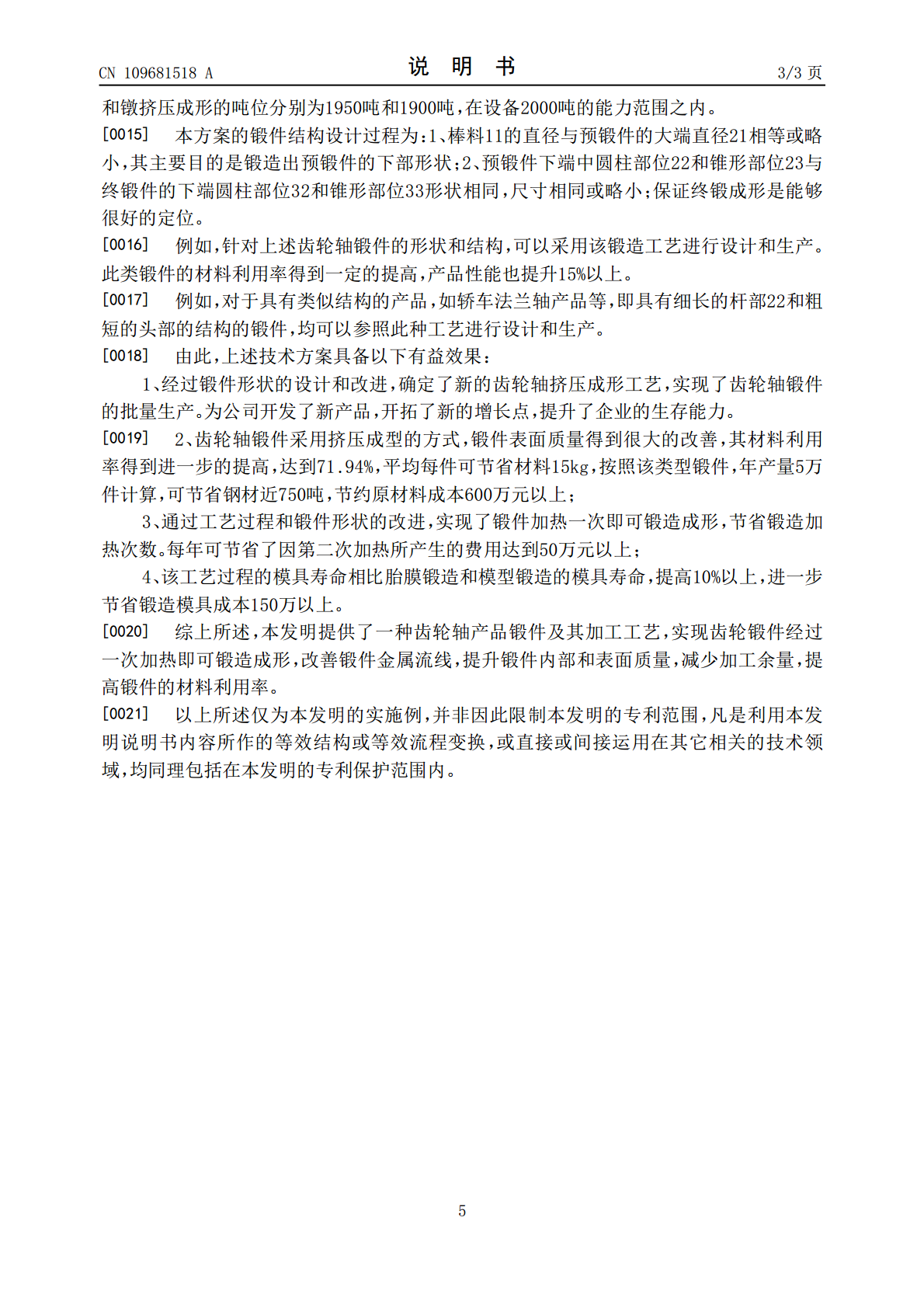
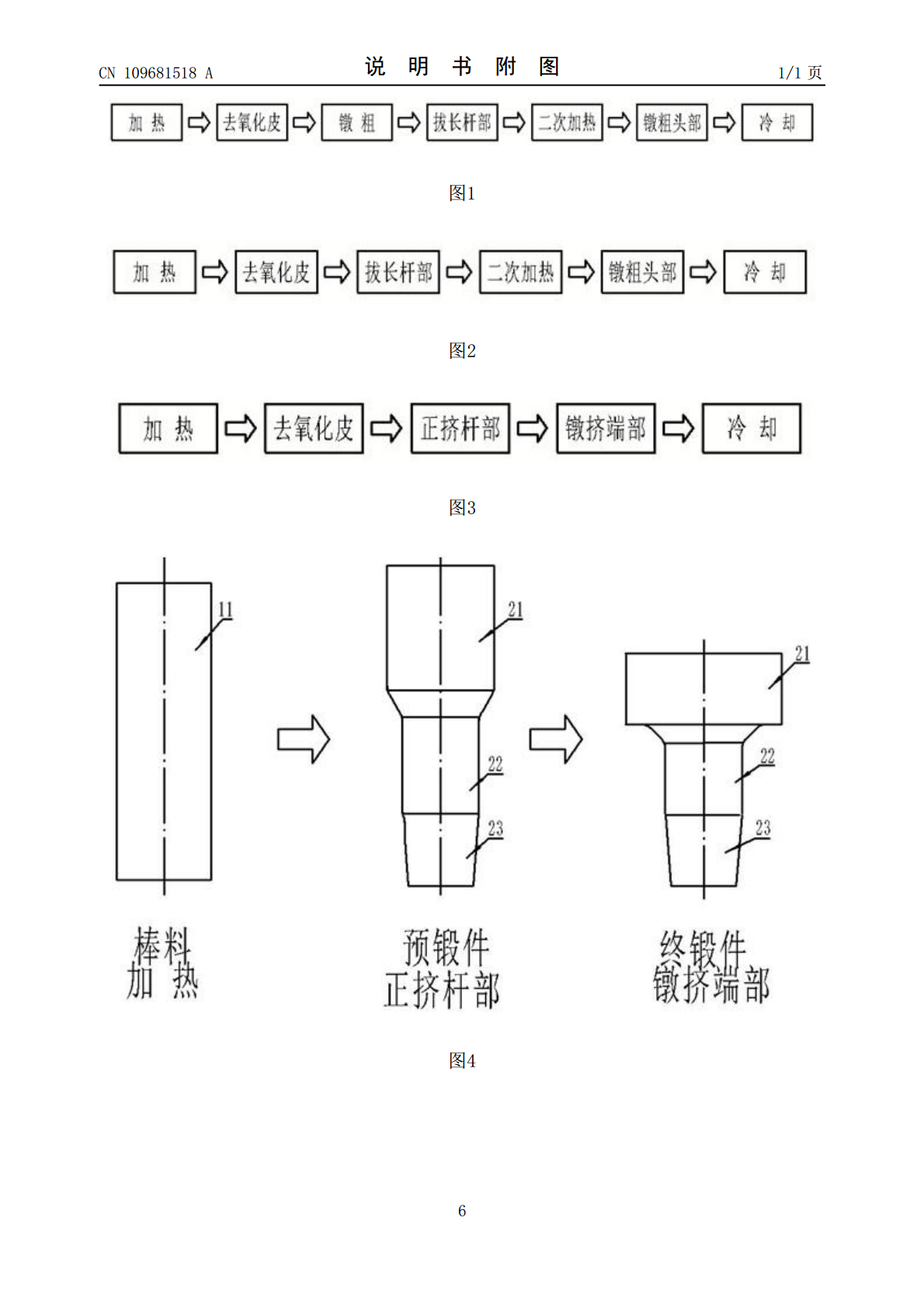
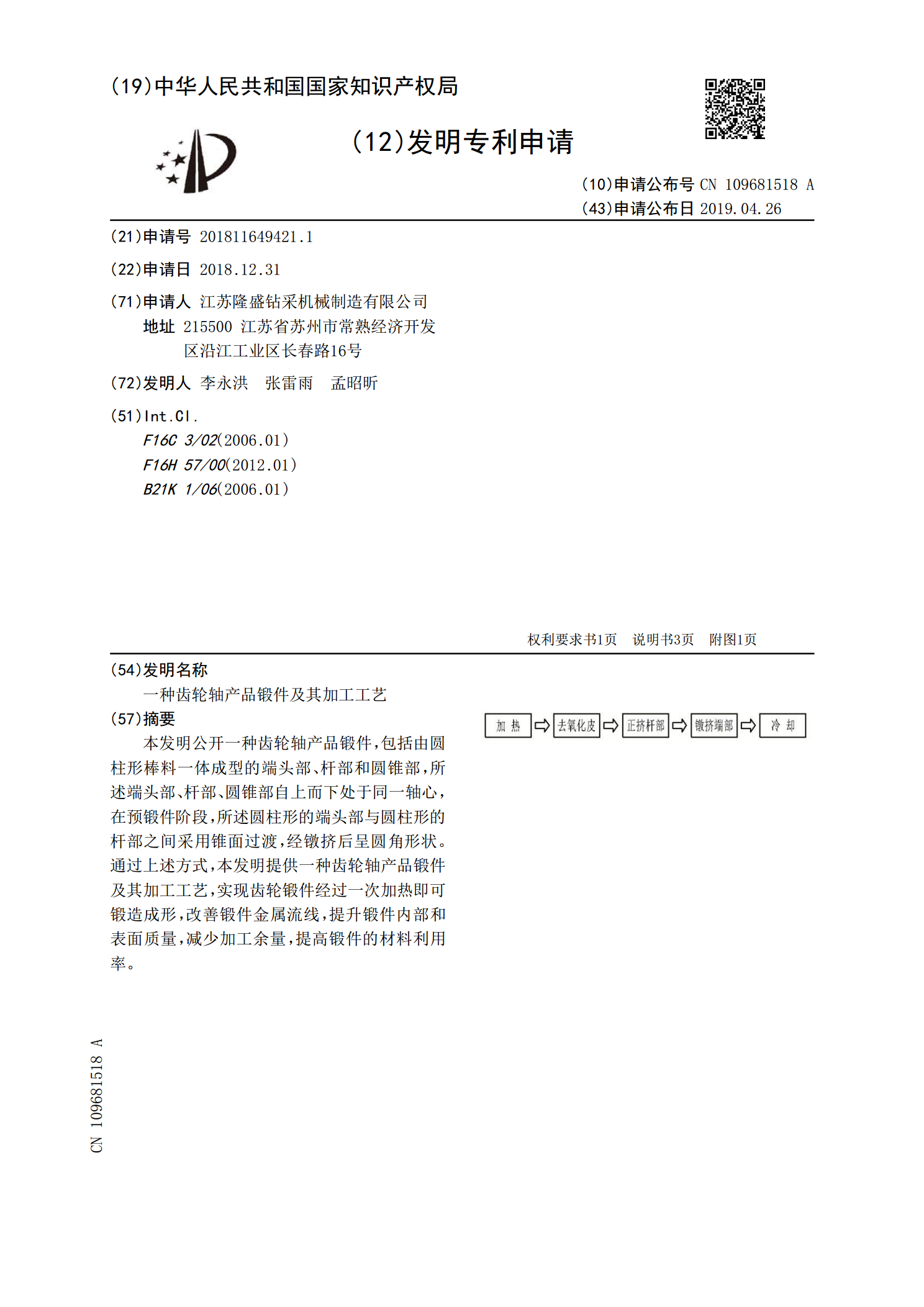
本发明公开一种齿轮轴产品锻件,包括由圆柱形棒料一体成型的端头部、杆部和圆锥部,所述端头部、杆部、圆锥部自上而下处于同一轴心,在预锻件阶段,所述圆柱形的端头部与圆柱形的杆部之间采用锥面过渡,经镦挤后呈圆角形状。通过上述方式,本发明提供一种齿轮轴产品锻件及其加工工艺,实现齿轮锻件经过一次加热即可锻造成形,改善锻件金属流线,提升锻件内部和表面质量,减少加工余量,提高锻件的材料利用率。
一种齿轮轴组件及其加工工艺.pdf
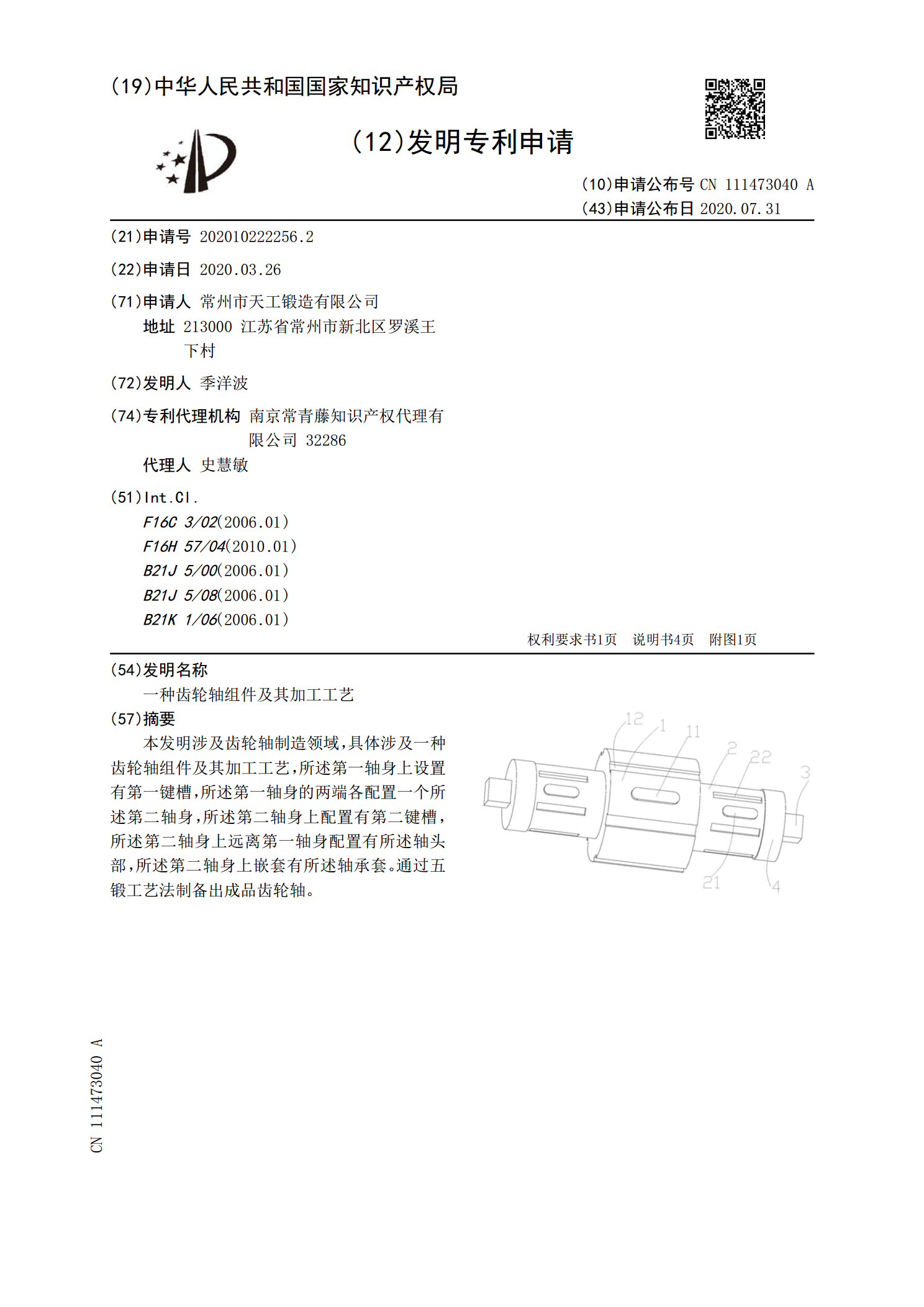
本发明涉及齿轮轴制造领域,具体涉及一种齿轮轴组件及其加工工艺,所述第一轴身上设置有第一键槽,所述第一轴身的两端各配置一个所述第二轴身,所述第二轴身上配置有第二键槽,所述第二轴身上远离第一轴身配置有所述轴头部,所述第二轴身上嵌套有所述轴承套。通过五锻工艺法制备出成品齿轮轴。
一种箱包加工工艺及其产品.pdf
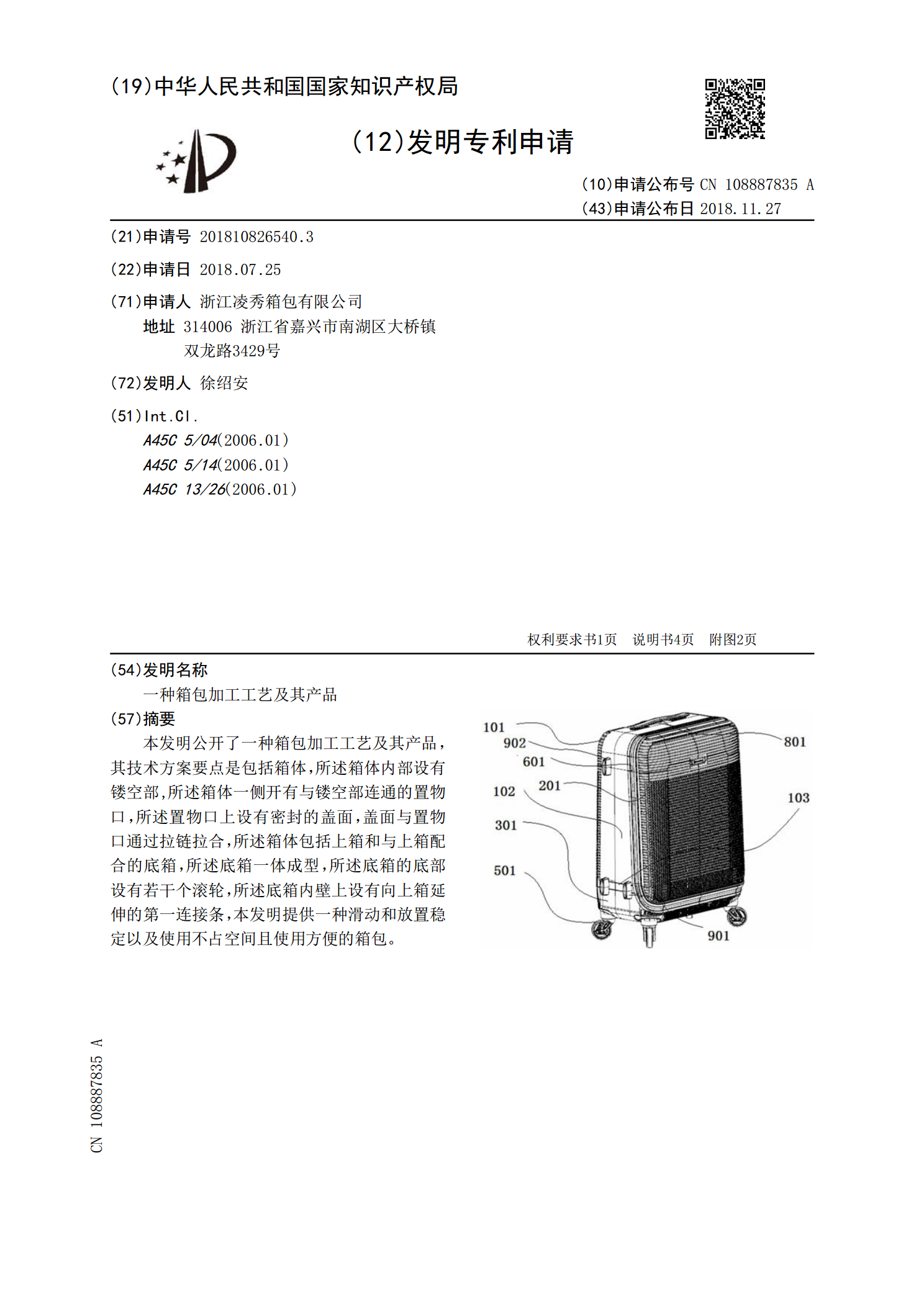
本发明公开了一种箱包加工工艺及其产品,其技术方案要点是包括箱体,所述箱体内部设有镂空部,所述箱体一侧开有与镂空部连通的置物口,所述置物口上设有密封的盖面,盖面与置物口通过拉链拉合,所述箱体包括上箱和与上箱配合的底箱,所述底箱一体成型,所述底箱的底部设有若干个滚轮,所述底箱内壁上设有向上箱延伸的第一连接条,本发明提供一种滑动和放置稳定以及使用不占空间且使用方便的箱包。
一种钢锻件生产加工工艺.pdf
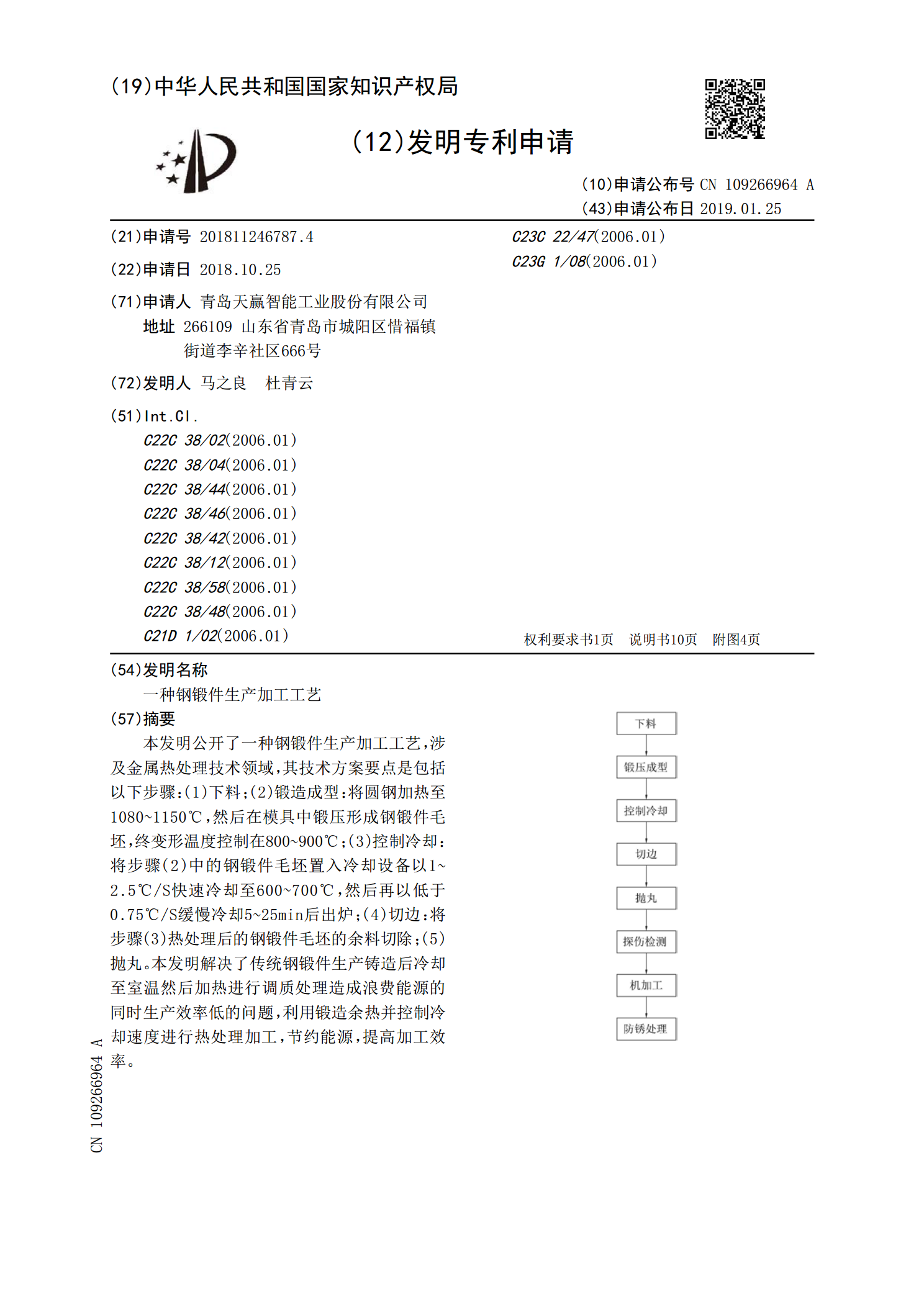
本发明公开了一种钢锻件生产加工工艺,涉及金属热处理技术领域,其技术方案要点是包括以下步骤:(1)下料;(2)锻造成型:将圆钢加热至1080~1150℃,然后在模具中锻压形成钢锻件毛坯,终变形温度控制在800~900℃;(3)控制冷却:将步骤(2)中的钢锻件毛坯置入冷却设备以1~2.5℃/S快速冷却至600~700℃,然后再以低于0.75℃/S缓慢冷却5~25min后出炉;(4)切边:将步骤(3)热处理后的钢锻件毛坯的余料切除;(5)抛丸。本发明解决了传统钢锻件生产铸造后冷却至室温然后加热进行调质处理造成浪
一种用于关闭器的扇形齿轮轴及其加工工艺.pdf
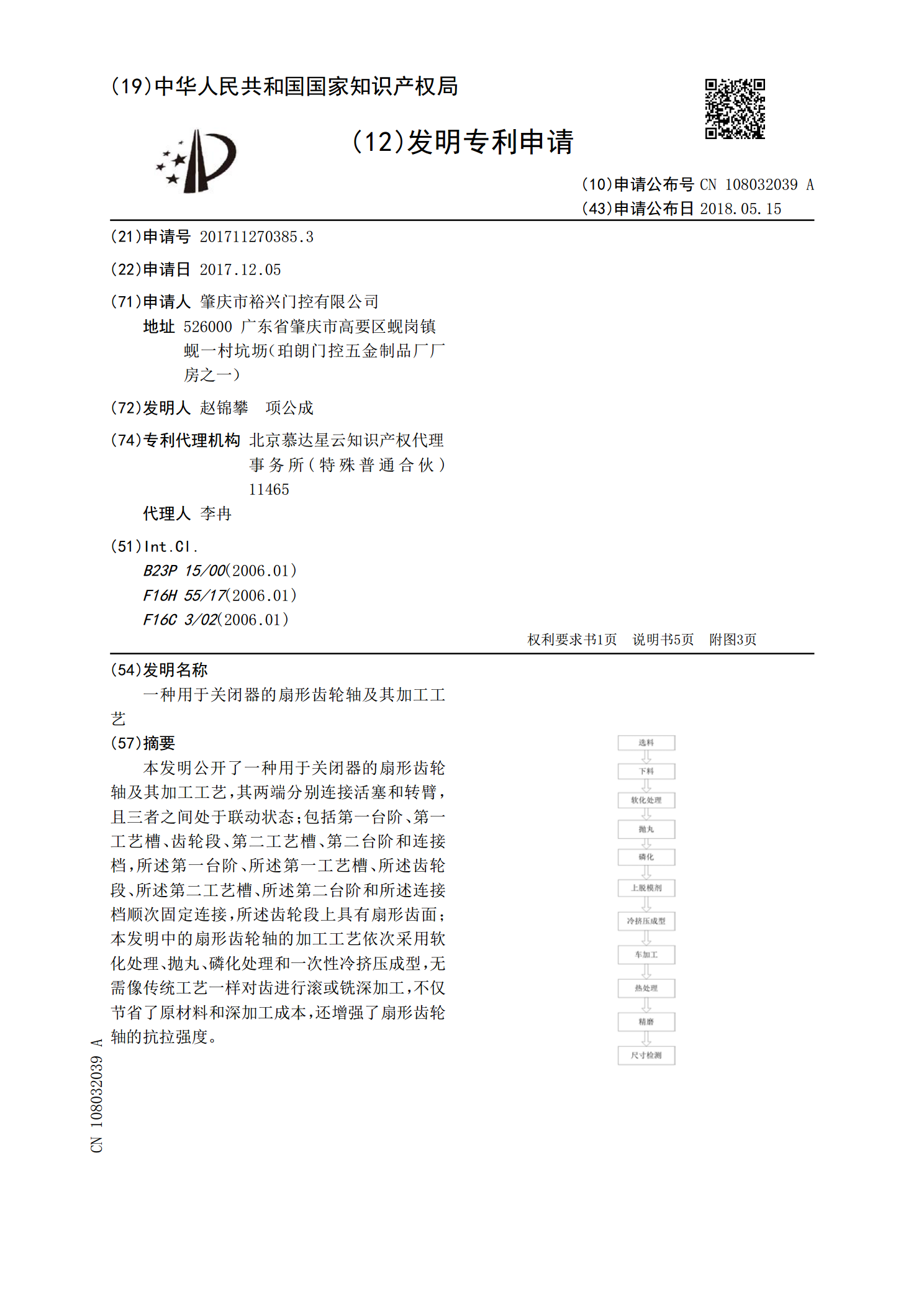
本发明公开了一种用于关闭器的扇形齿轮轴及其加工工艺,其两端分别连接活塞和转臂,且三者之间处于联动状态;包括第一台阶、第一工艺槽、齿轮段、第二工艺槽、第二台阶和连接档,所述第一台阶、所述第一工艺槽、所述齿轮段、所述第二工艺槽、所述第二台阶和所述连接档顺次固定连接,所述齿轮段上具有扇形齿面;本发明中的扇形齿轮轴的加工工艺依次采用软化处理、抛丸、磷化处理和一次性冷挤压成型,无需像传统工艺一样对齿进行滚或铣深加工,不仅节省了原材料和深加工成本,还增强了扇形齿轮轴的抗拉强度。