
一种钢锻件生产加工工艺.pdf

灵慧****89

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢锻件生产加工工艺.pdf
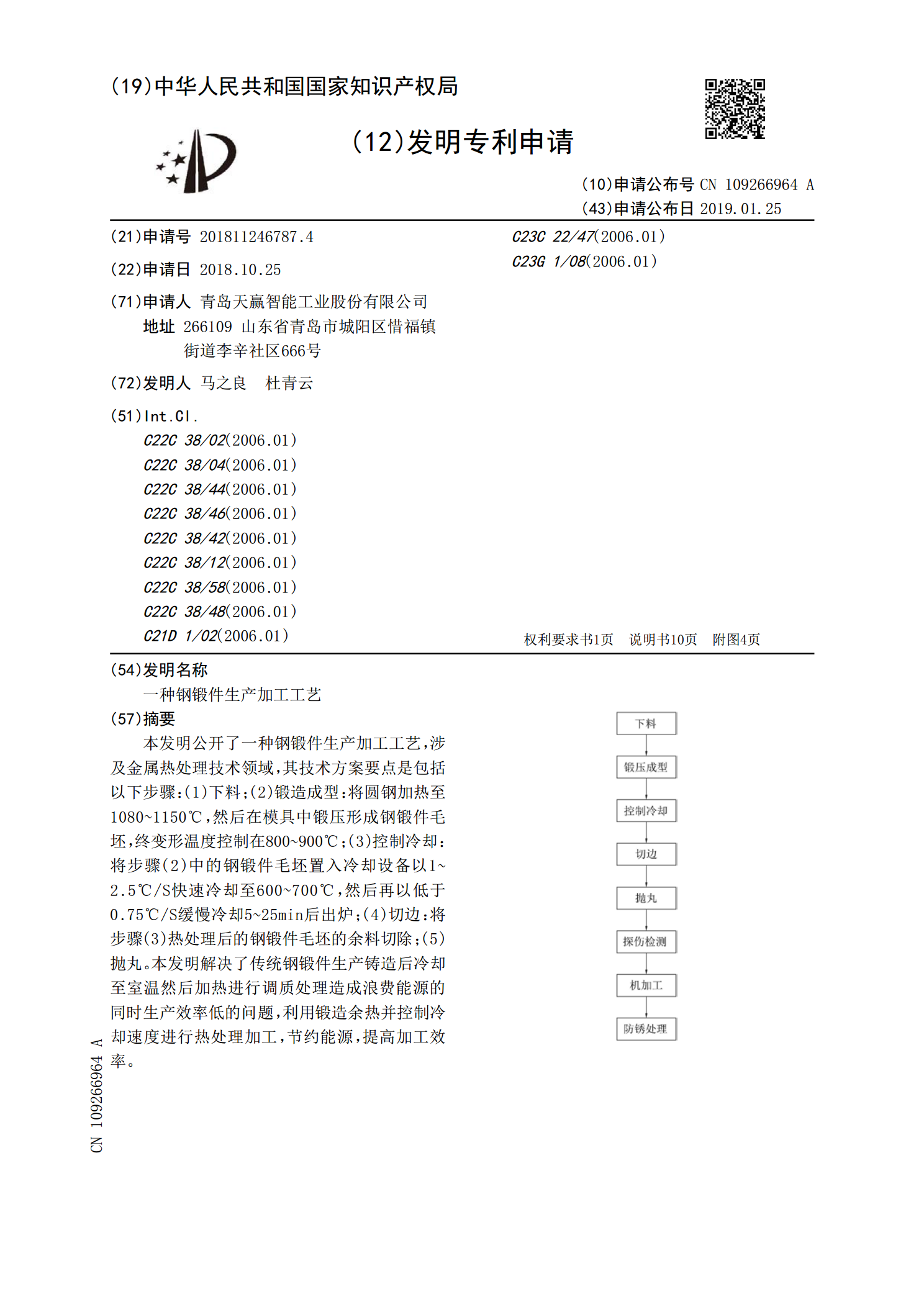
本发明公开了一种钢锻件生产加工工艺,涉及金属热处理技术领域,其技术方案要点是包括以下步骤:(1)下料;(2)锻造成型:将圆钢加热至1080~1150℃,然后在模具中锻压形成钢锻件毛坯,终变形温度控制在800~900℃;(3)控制冷却:将步骤(2)中的钢锻件毛坯置入冷却设备以1~2.5℃/S快速冷却至600~700℃,然后再以低于0.75℃/S缓慢冷却5~25min后出炉;(4)切边:将步骤(3)热处理后的钢锻件毛坯的余料切除;(5)抛丸。本发明解决了传统钢锻件生产铸造后冷却至室温然后加热进行调质处理造成浪
一种钢丸生产加工冷却工艺.pdf
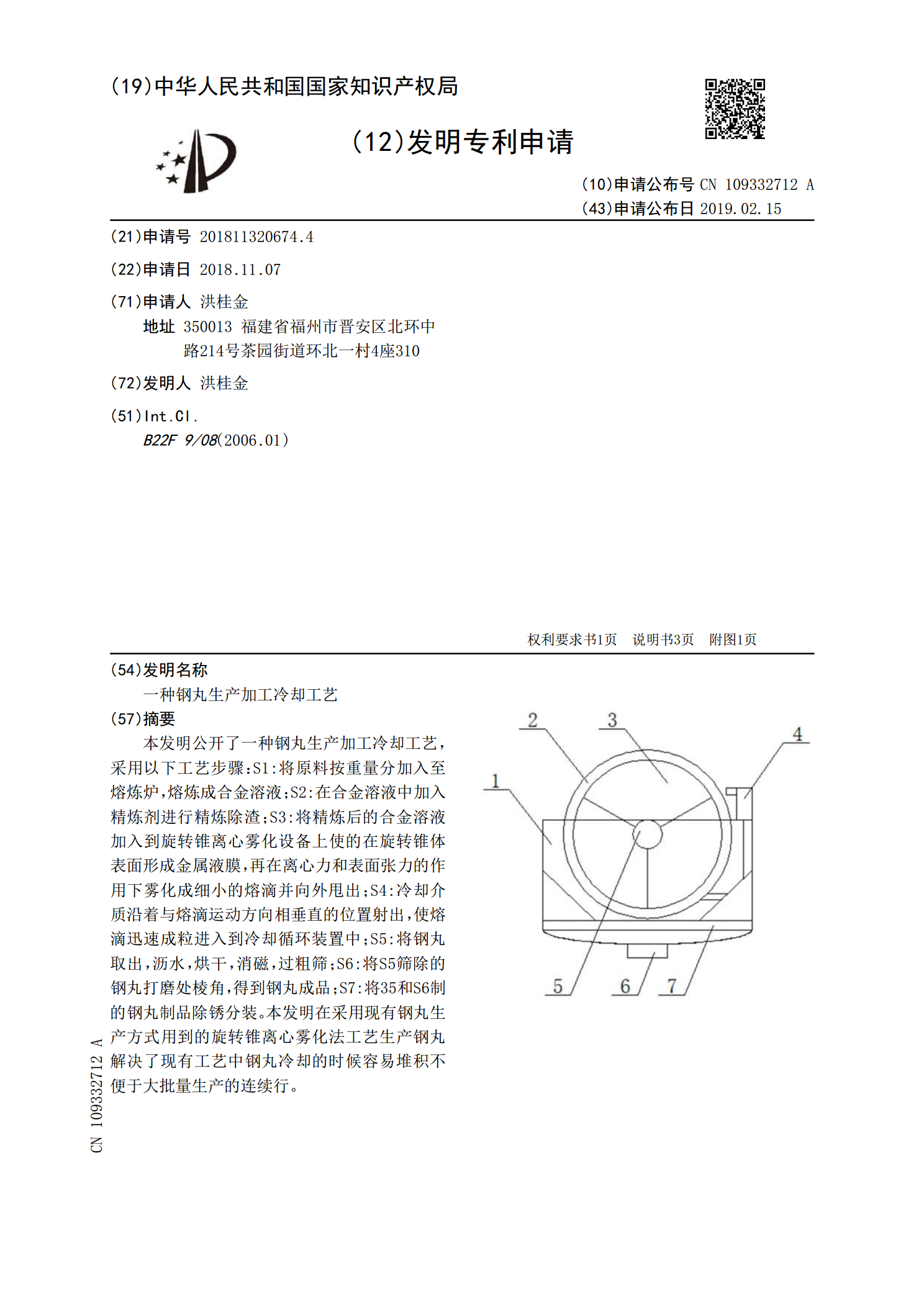
本发明公开了一种钢丸生产加工冷却工艺,采用以下工艺步骤:S1:将原料按重量分加入至熔炼炉,熔炼成合金溶液;S2:在合金溶液中加入精炼剂进行精炼除渣;S3:将精炼后的合金溶液加入到旋转锥离心雾化设备上使的在旋转锥体表面形成金属液膜,再在离心力和表面张力的作用下雾化成细小的熔滴并向外甩出;S4:冷却介质沿着与熔滴运动方向相垂直的位置射出,使熔滴迅速成粒进入到冷却循环装置中;S5:将钢丸取出,沥水,烘干,消磁,过粗筛;S6:将S5筛除的钢丸打磨处棱角,得到钢丸成品;S7:将35和S6制的钢丸制品除锈分装。本发明
锻45号钢的锻件加工工艺毕业(论文)设计.doc
目录一零件图……………………………………………………………二工艺分析…………………………………………………………<1>.毛坯的确定…………………………………………………<2>总体的加工原………………………………………………<3>装夹方式的确定……………………………………………<4>.工件加工部位的具体分析………………………………三工序设计…………………………………………………………<1>划分加工阶段………………………………………………<2>划分工序……………………………………………………<3>安排加工顺序

大学毕业论文-—锻45号钢的锻件加工工艺.doc
目录一零件图……………………………………………………………二工艺分析…………………………………………………………<1>.毛坯的确定…………………………………………………<2>总体的加工原………………………………………………<3>装夹方式的确定……………………………………………<4>.工件加工部位的具体分析………………………………三工序设计…………………………………………………………<1>划分加工阶段………………………………………………<2>划分工序……………………………………………………<3>安排加工顺序
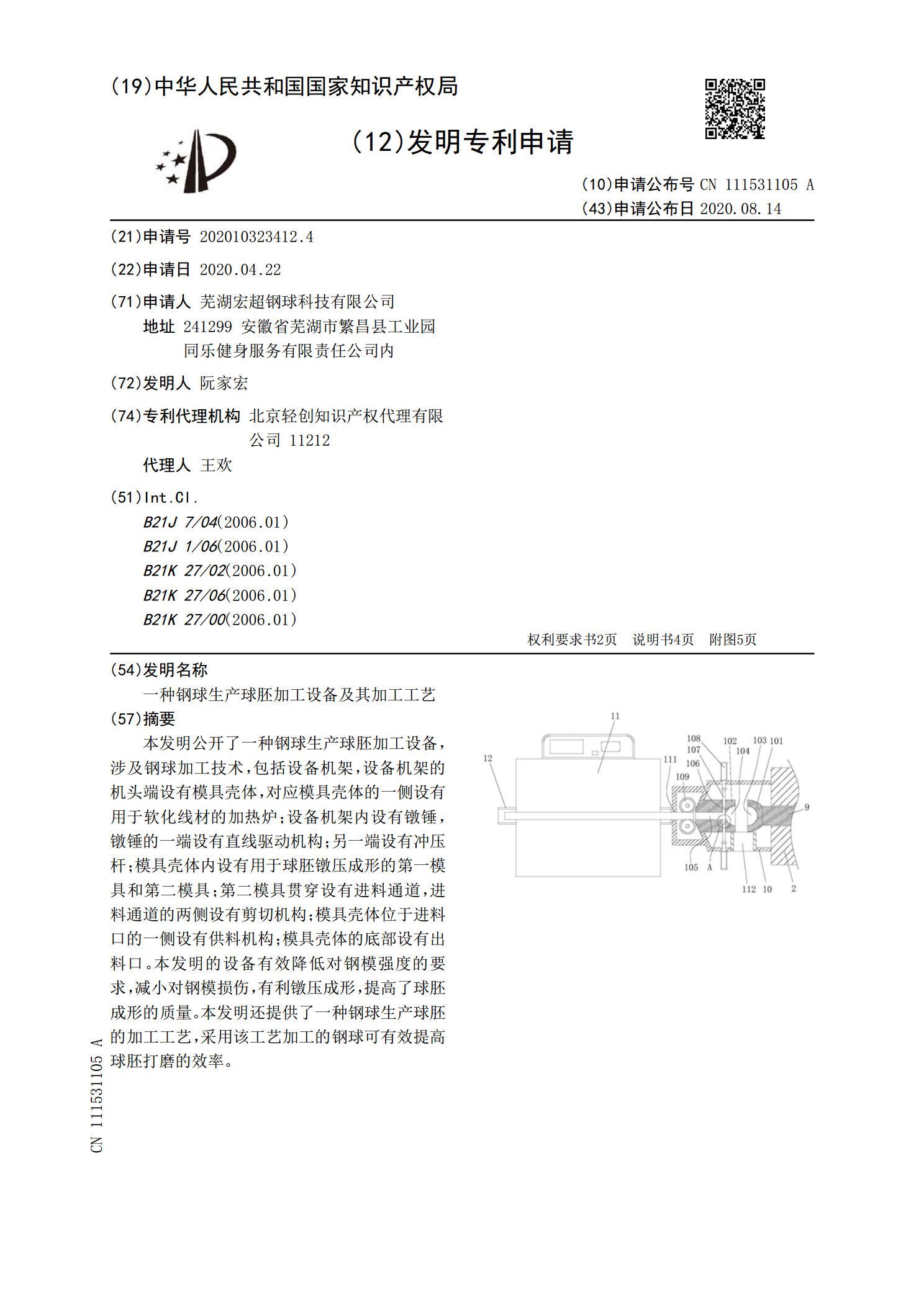
一种钢球生产球胚加工设备及其加工工艺.pdf
本发明公开了一种钢球生产球胚加工设备,涉及钢球加工技术,包括设备机架,设备机架的机头端设有模具壳体,对应模具壳体的一侧设有用于软化线材的加热炉;设备机架内设有镦锤,镦锤的一端设有直线驱动机构;另一端设有冲压杆;模具壳体内设有用于球胚镦压成形的第一模具和第二模具;第二模具贯穿设有进料通道,进料通道的两侧设有剪切机构;模具壳体位于进料口的一侧设有供料机构;模具壳体的底部设有出料口。本发明的设备有效降低对钢模强度的要求,减小对钢模损伤,有利镦压成形,提高了球胚成形的质量。本发明还提供了一种钢球生产球胚的加工工艺