
一种金刚石薄片砂轮.pdf

运升****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金刚石薄片砂轮.pdf
本发明一种金刚石薄片砂轮,体积配比组成如下:金刚石磨料25%、树脂结合剂45%、铜粉10%、氧化锌4%、氧化铬6%、SiC微粉10%和甲酚;所述金刚石磨料由粒度为107‑139μm的磨料与粒度为5‑10μm、35‑45μm或65‑85μm磨料中的任意一种复配。本发明在同一配方基础上,通过调整不同的金刚石粒度配比,来确定适合本配方的最佳的粒度参数。在树脂结合剂金刚石砂轮配方的体积比确定的情况下,在粗粒度的金刚石磨料中掺入细粒度磨料制成金刚石薄片砂轮,细粒度的金刚石虽然磨削效果弱,但混合粗粒度金刚石后起到过渡
一种薄片齿拼合式金刚石砂轮及制作方法.pdf
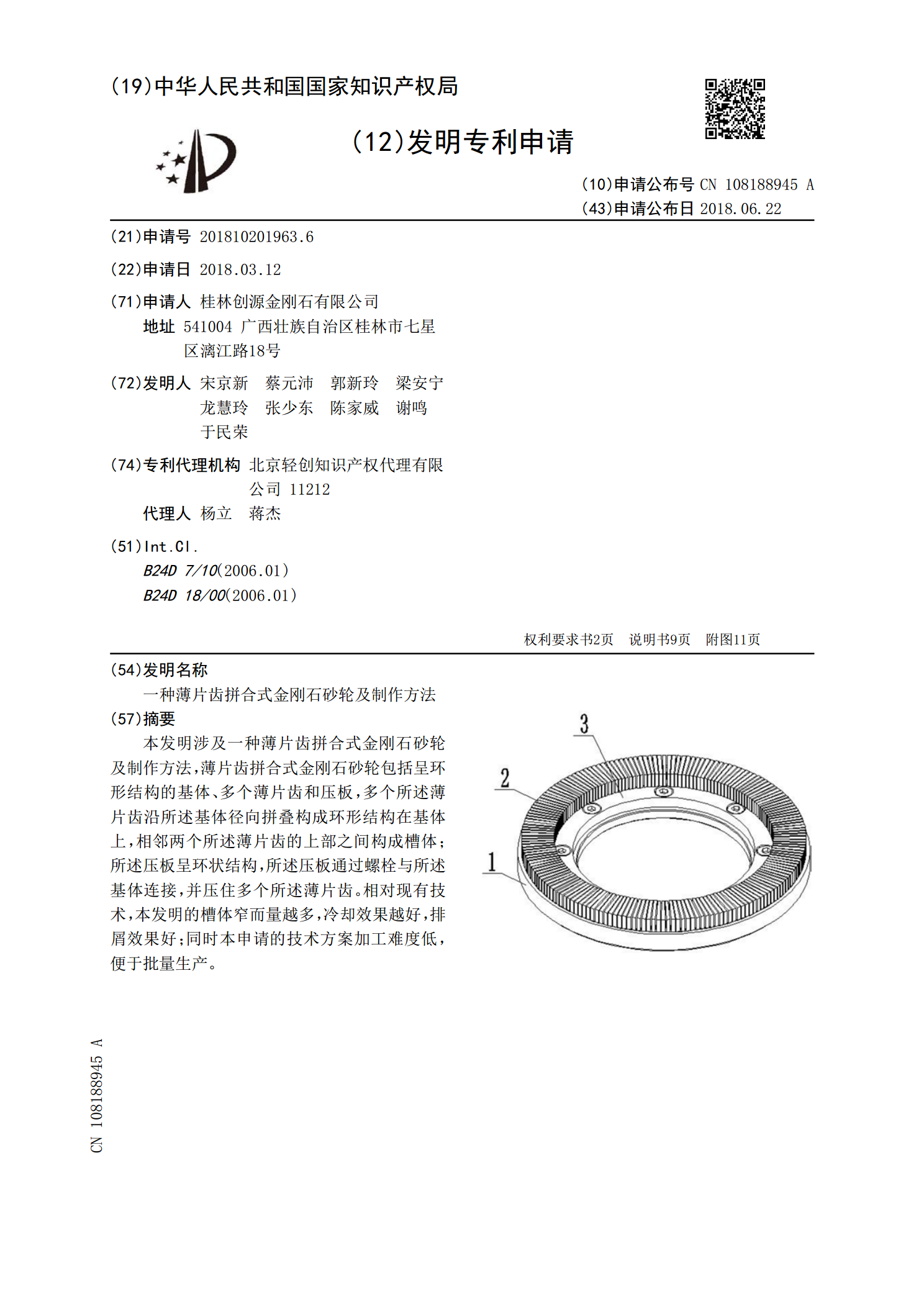
本发明涉及一种薄片齿拼合式金刚石砂轮及制作方法,薄片齿拼合式金刚石砂轮包括呈环形结构的基体、多个薄片齿和压板,多个所述薄片齿沿所述基体径向拼叠构成环形结构在基体上,相邻两个所述薄片齿的上部之间构成槽体;所述压板呈环状结构,所述压板通过螺栓与所述基体连接,并压住多个所述薄片齿。相对现有技术,本发明的槽体窄而量越多,冷却效果越好,排屑效果好;同时本申请的技术方案加工难度低,便于批量生产。
薄片树脂砂轮.pdf
本发明公开了一种薄片树脂砂轮,该砂轮直径为105mm~125mm,厚度为0.8mm~1.0mm,组分包括白刚玉、单晶刚玉、酚醛树脂粉、酚醛树脂液、轻质碳酸钙粉、氟铝酸钾粉。该组分简单、配置容易,而且对成型工艺没有特殊要求,用常规工艺即可实现生产。制作的产品切口窄,切割寿命长,切割快速,产生的切削热少,故切口断面没有烧蚀,也没有毛刺和飞边等缺陷。
修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺.pdf
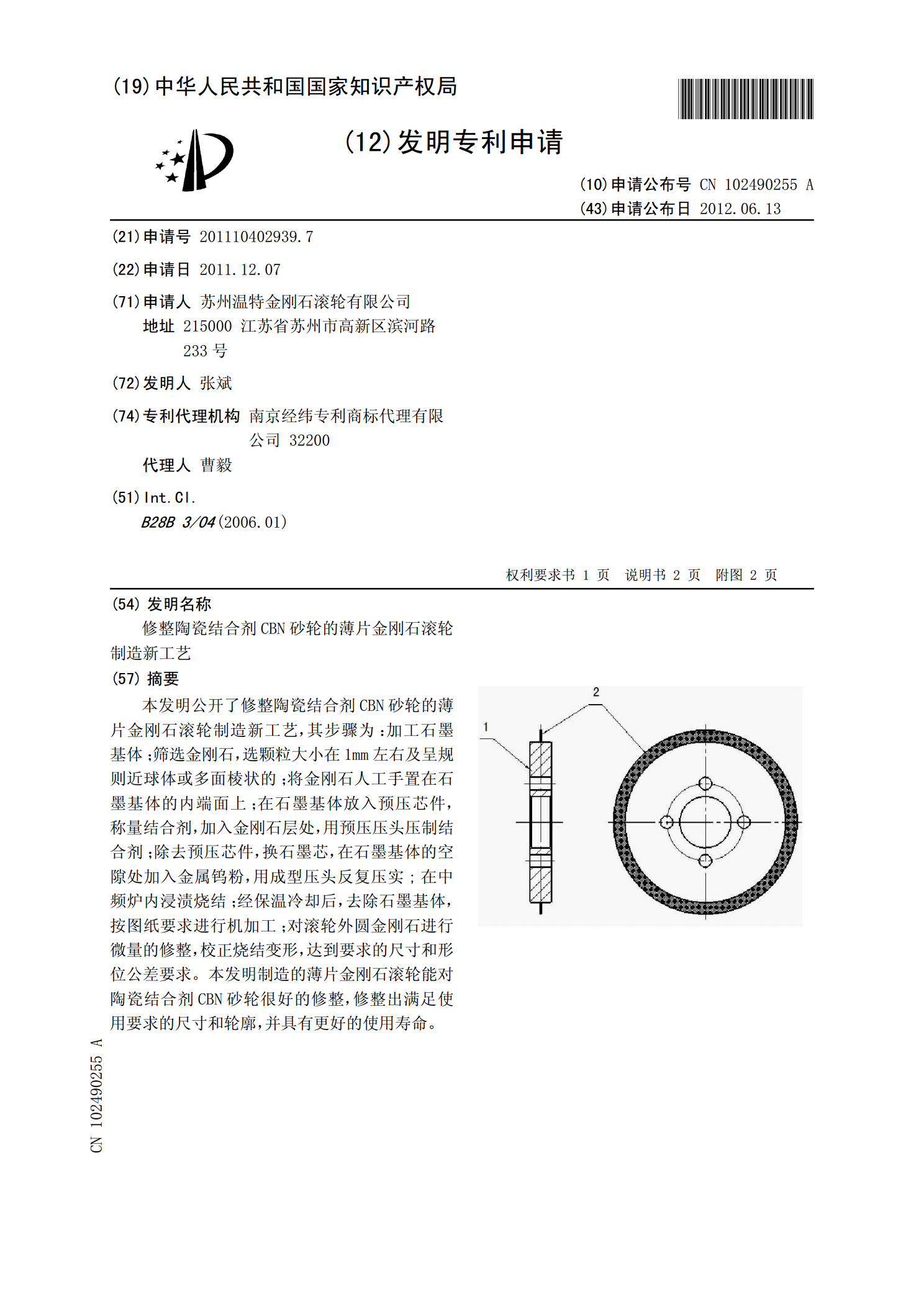
本发明公开了修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺,其步骤为:加工石墨基体;筛选金刚石,选颗粒大小在1mm左右及呈规则近球体或多面棱状的;将金刚石人工手置在石墨基体的内端面上;在石墨基体放入预压芯件,称量结合剂,加入金刚石层处,用预压压头压制结合剂;除去预压芯件,换石墨芯,在石墨基体的空隙处加入金属钨粉,用成型压头反复压实;在中频炉内浸渍烧结;经保温冷却后,去除石墨基体,按图纸要求进行机加工;对滚轮外圆金刚石进行微量的修整,校正烧结变形,达到要求的尺寸和形位公差要求。本发明制造的薄片金刚石滚轮
一种金刚石砂轮.pdf
本发明公开了一种金刚石砂轮,由以下重量份数的原料制成:氧化硅5‑7份、三氧化二铝8‑11份,废铁粉4‑6份,石英砂7‑10份,膨润土6‑8份,酚醛树脂粉20‑22份,甘油三醋酸酯3‑5份,碳化硼微粉13‑15份,氧化聚乙烯蜡4‑6份。本发明耐磨性好,颗粒不易脱落,避免了因颗粒脱落造成加工缺陷的问题,且强度高,弹性大,成本低廉。