
修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺.pdf

一吃****新冬

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺.pdf
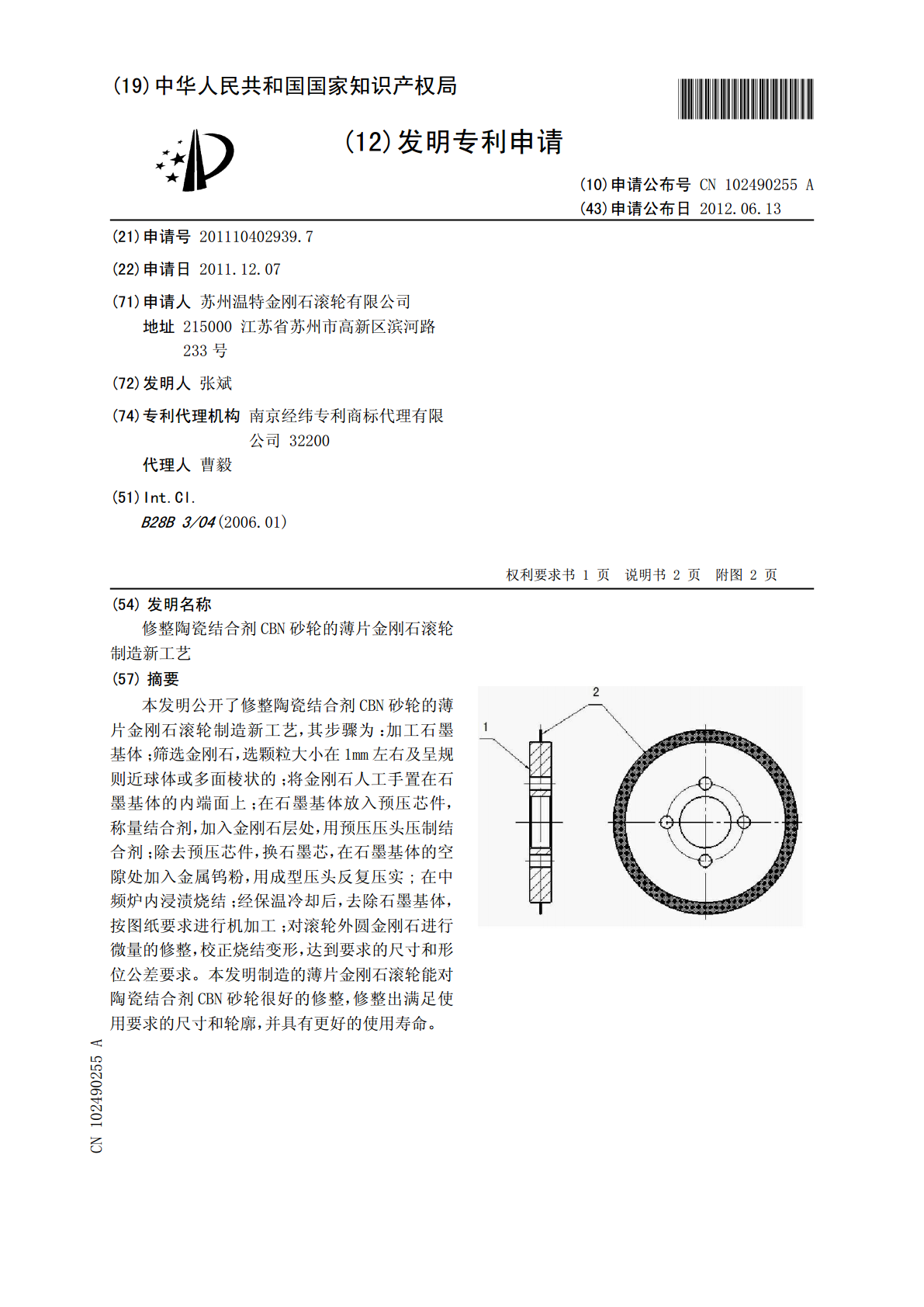
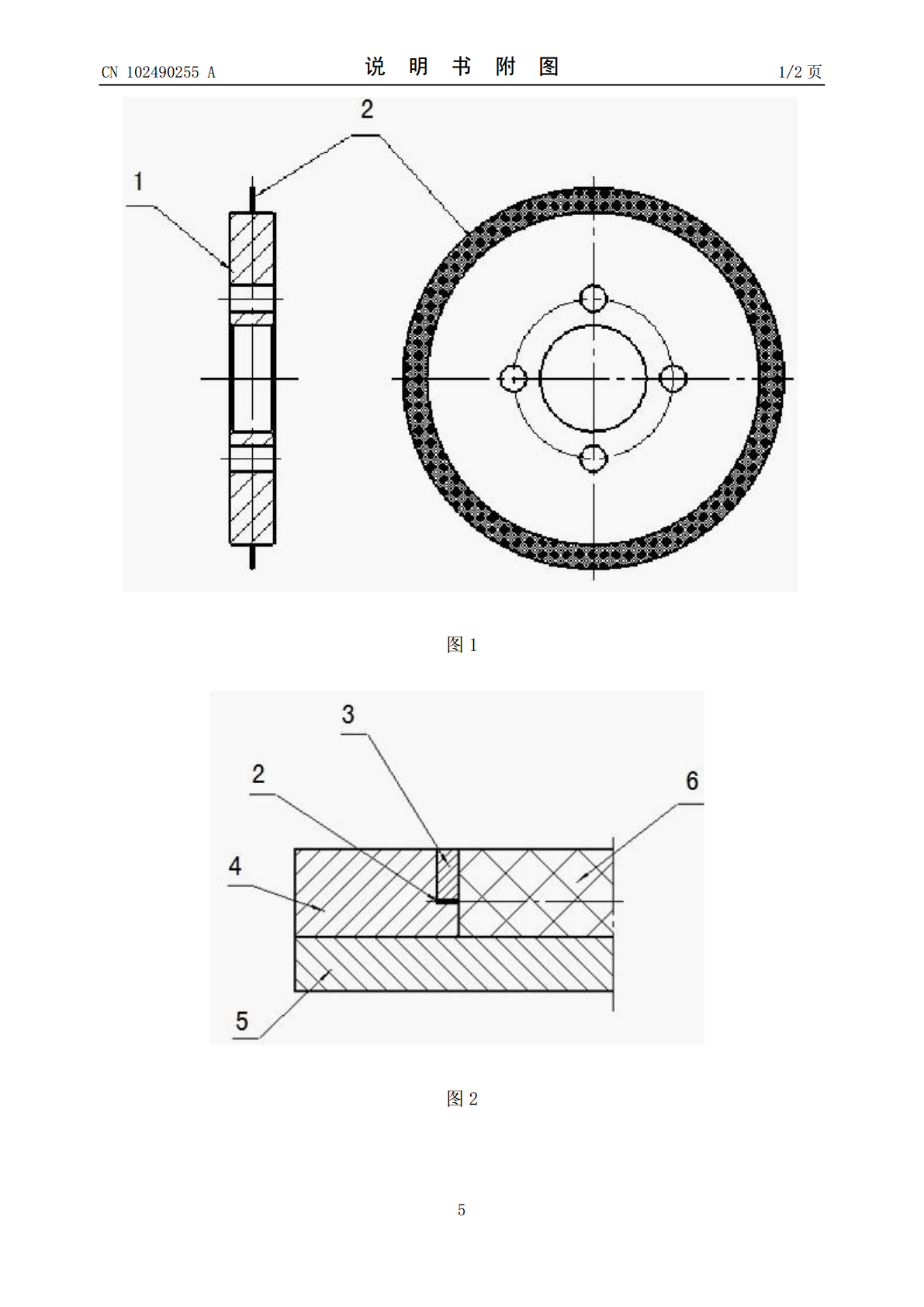
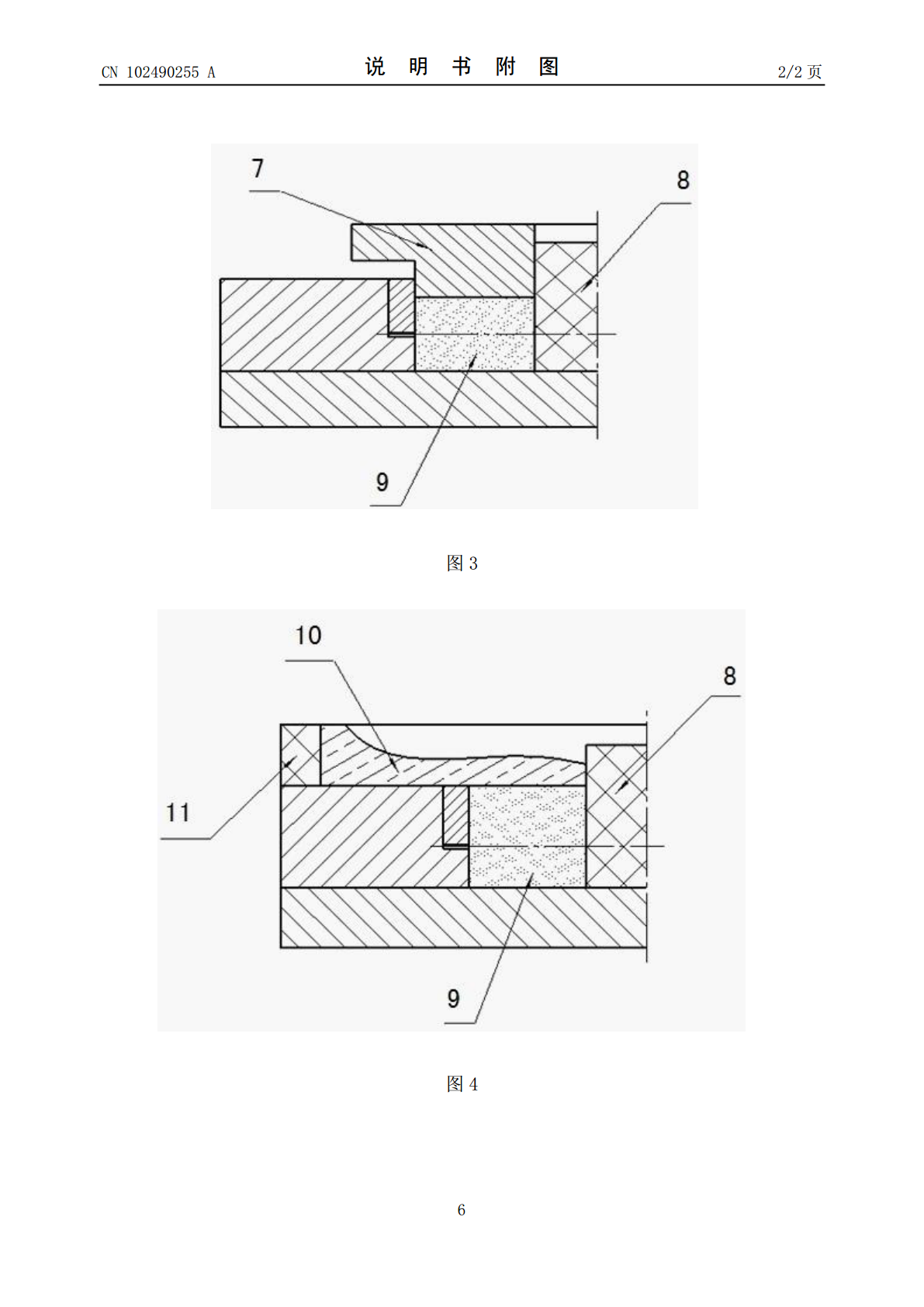
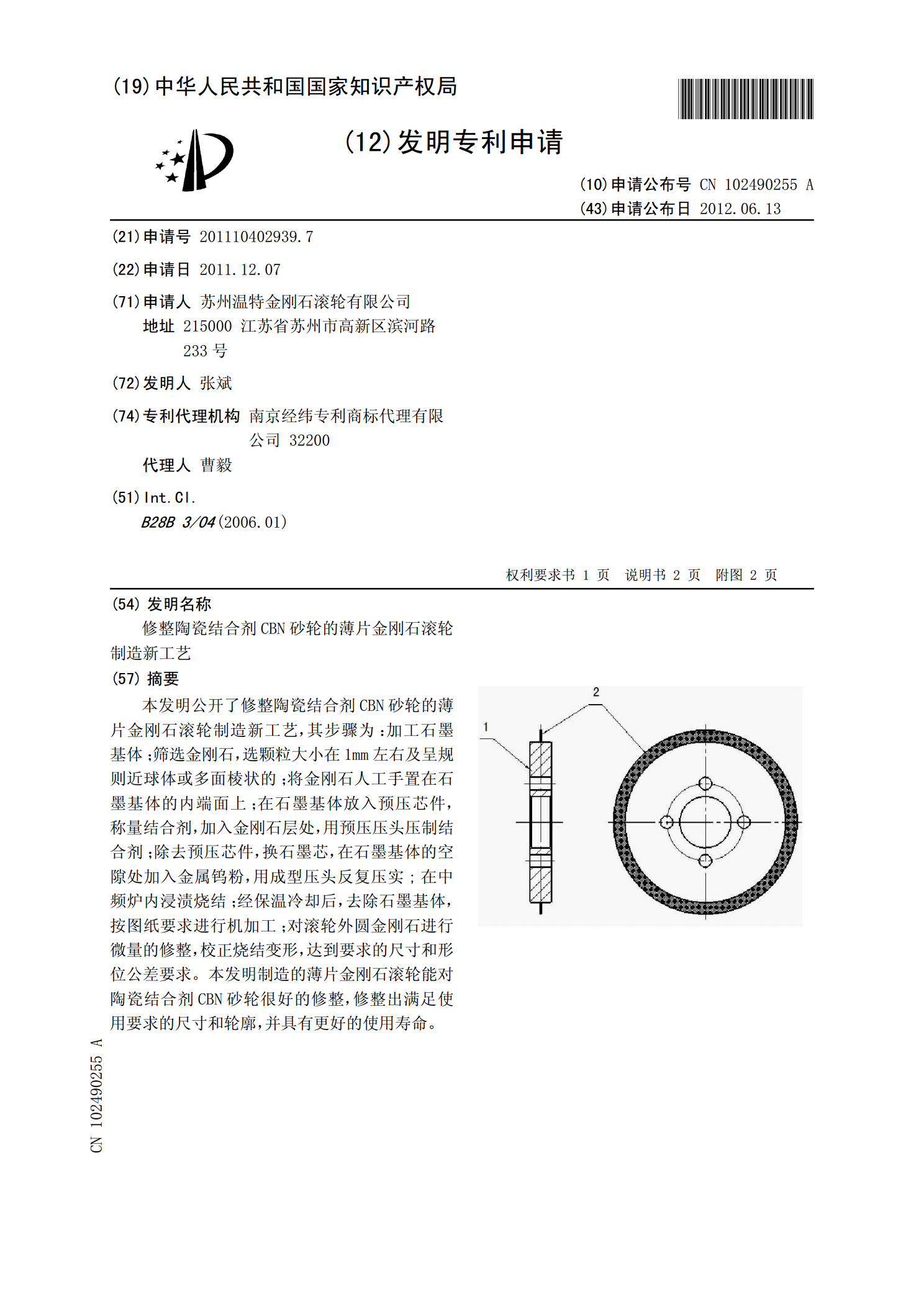
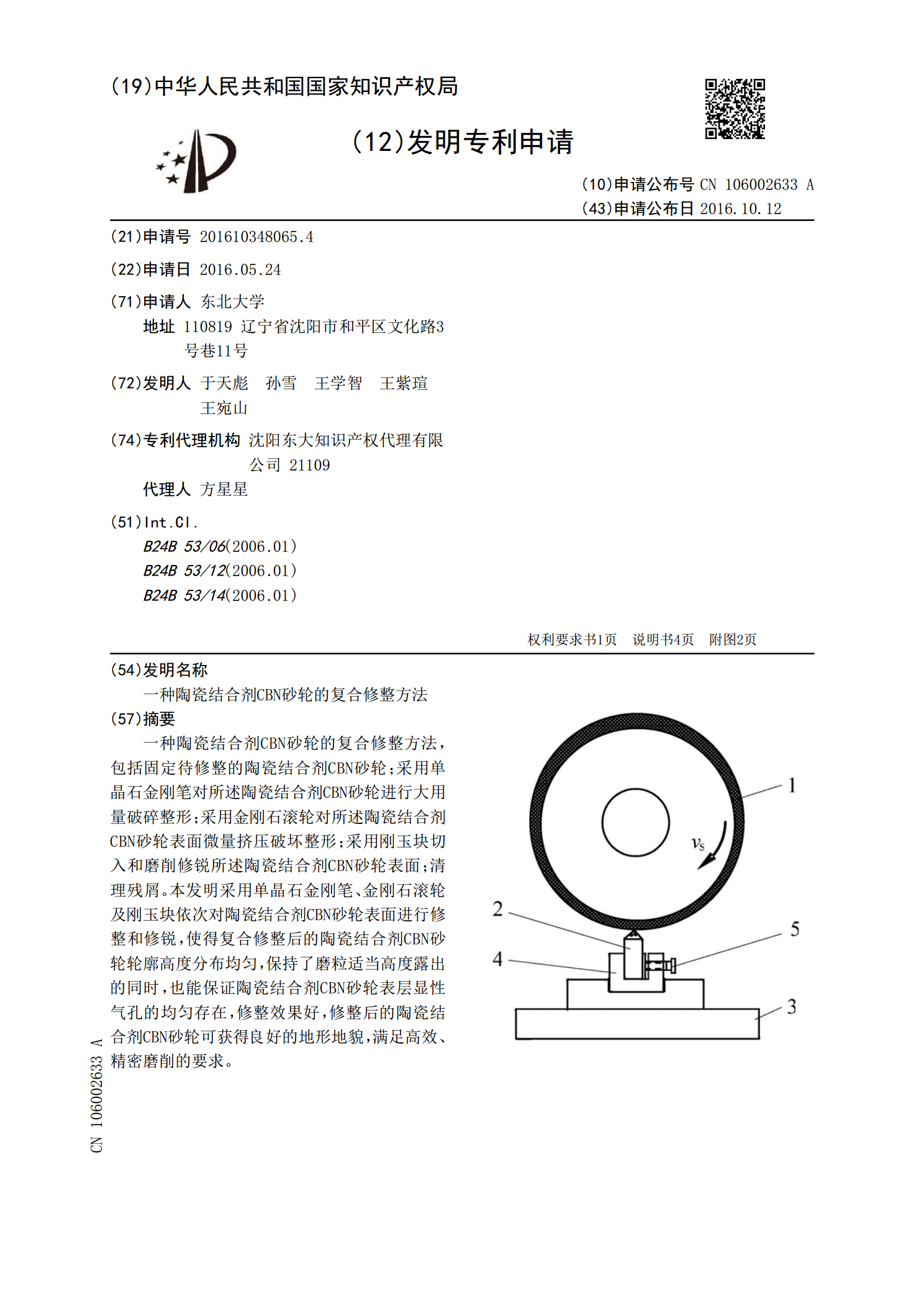
本发明公开了修整陶瓷结合剂CBN砂轮的薄片金刚石滚轮制造新工艺,其步骤为:加工石墨基体;筛选金刚石,选颗粒大小在1mm左右及呈规则近球体或多面棱状的;将金刚石人工手置在石墨基体的内端面上;在石墨基体放入预压芯件,称量结合剂,加入金刚石层处,用预压压头压制结合剂;除去预压芯件,换石墨芯,在石墨基体的空隙处加入金属钨粉,用成型压头反复压实;在中频炉内浸渍烧结;经保温冷却后,去除石墨基体,按图纸要求进行机加工;对滚轮外圆金刚石进行微量的修整,校正烧结变形,达到要求的尺寸和形位公差要求。本发明制造的薄片金刚石滚轮

制造陶瓷CBN砂轮的结合剂.pdf
本发明公开了一种制造陶瓷CBN砂轮的结合剂及其制备方法,其改进之处在于所述结合剂其基础配方由下列各组分制成,按重量份数比为:长石30~40份,粘土10~20份,膨润土10~20份,硼玻璃15~25份,荧石8~12份,石英粉4~6份;以基础配方为100%,加入氧化钛5~10%,冰晶石6~8%,碳酸锂8~12%。混合、球磨后进行煅烧,采用分段逐步加温和保温,由常温加温至1350℃,锻烧时间为36小时。本发明有效降低了结合剂的耐火度,提高了抗折强度,使热膨胀系数为与CBN磨料相匹配,所制作的砂轮具有耐热性好、强
一种陶瓷结合剂CBN砂轮的复合修整方法.pdf
一种陶瓷结合剂CBN砂轮的复合修整方法,包括固定待修整的陶瓷结合剂CBN砂轮;采用单晶石金刚笔对所述陶瓷结合剂CBN砂轮进行大用量破碎整形;采用金刚石滚轮对所述陶瓷结合剂CBN砂轮表面微量挤压破坏整形;采用刚玉块切入和磨削修锐所述陶瓷结合剂CBN砂轮表面;清理残屑。本发明采用单晶石金刚笔、金刚石滚轮及刚玉块依次对陶瓷结合剂CBN砂轮表面进行修整和修锐,使得复合修整后的陶瓷结合剂CBN砂轮轮廓高度分布均匀,保持了磨粒适当高度露出的同时,也能保证陶瓷结合剂CBN砂轮表层显性气孔的均匀存在,修整效果好,修整后的
金属陶瓷结合剂金刚石/CBN 砂轮的制备工艺.pdf
一种金属陶瓷结合剂金刚石/CBN砂轮的制备工艺,采用还原气氛炉烧结金属陶瓷结合剂金刚石/CBN砂轮。烧结前需要检查设备完好,气体通路通畅,通入氢气。设定升温曲线:从室温至300℃,升温速率为2~3℃/min;在300℃保温1~1.5h;从300℃升温至750℃,升温速率为1.5~2℃/min;在750℃保温1.5~2h;从750℃升温至900℃,升温速率为1~1.5℃/min;在900℃保温1~1.5h;再随炉冷却。与传统制备工艺比较,还原气氛烧结能有效的保护结合剂中的金属成分不被氧化,保护CBN磨粒在高
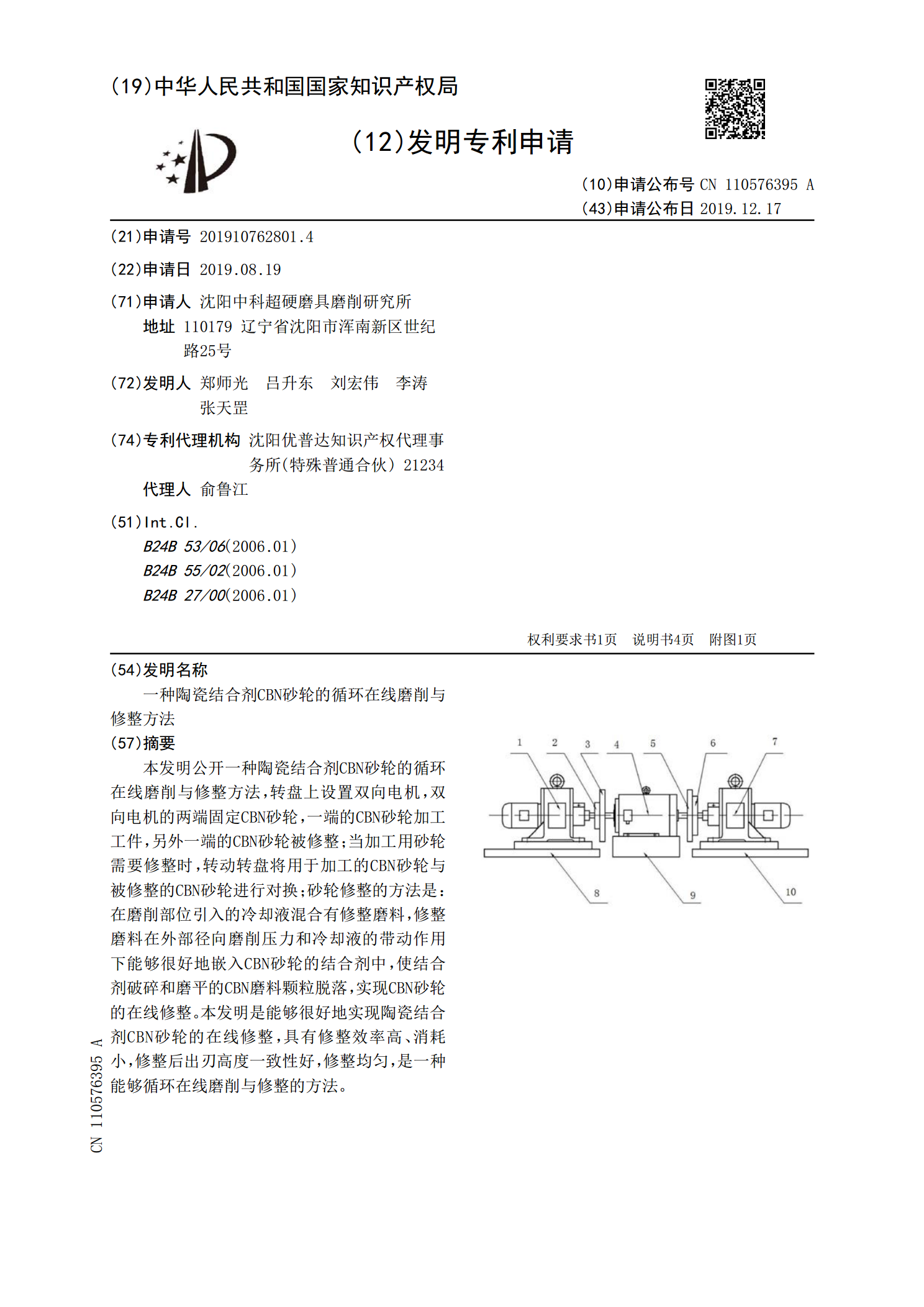
一种陶瓷结合剂CBN砂轮的循环在线磨削与修整方法.pdf
本发明公开一种陶瓷结合剂CBN砂轮的循环在线磨削与修整方法,转盘上设置双向电机,双向电机的两端固定CBN砂轮,一端的CBN砂轮加工工件,另外一端的CBN砂轮被修整;当加工用砂轮需要修整时,转动转盘将用于加工的CBN砂轮与被修整的CBN砂轮进行对换;砂轮修整的方法是:在磨削部位引入的冷却液混合有修整磨料,修整磨料在外部径向磨削压力和冷却液的带动作用下能够很好地嵌入CBN砂轮的结合剂中,使结合剂破碎和磨平的CBN磨料颗粒脱落,实现CBN砂轮的在线修整。本发明是能够很好地实现陶瓷结合剂CBN砂轮的在线修整,具有