
一种薄片齿拼合式金刚石砂轮及制作方法.pdf

景福****90


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄片齿拼合式金刚石砂轮及制作方法.pdf
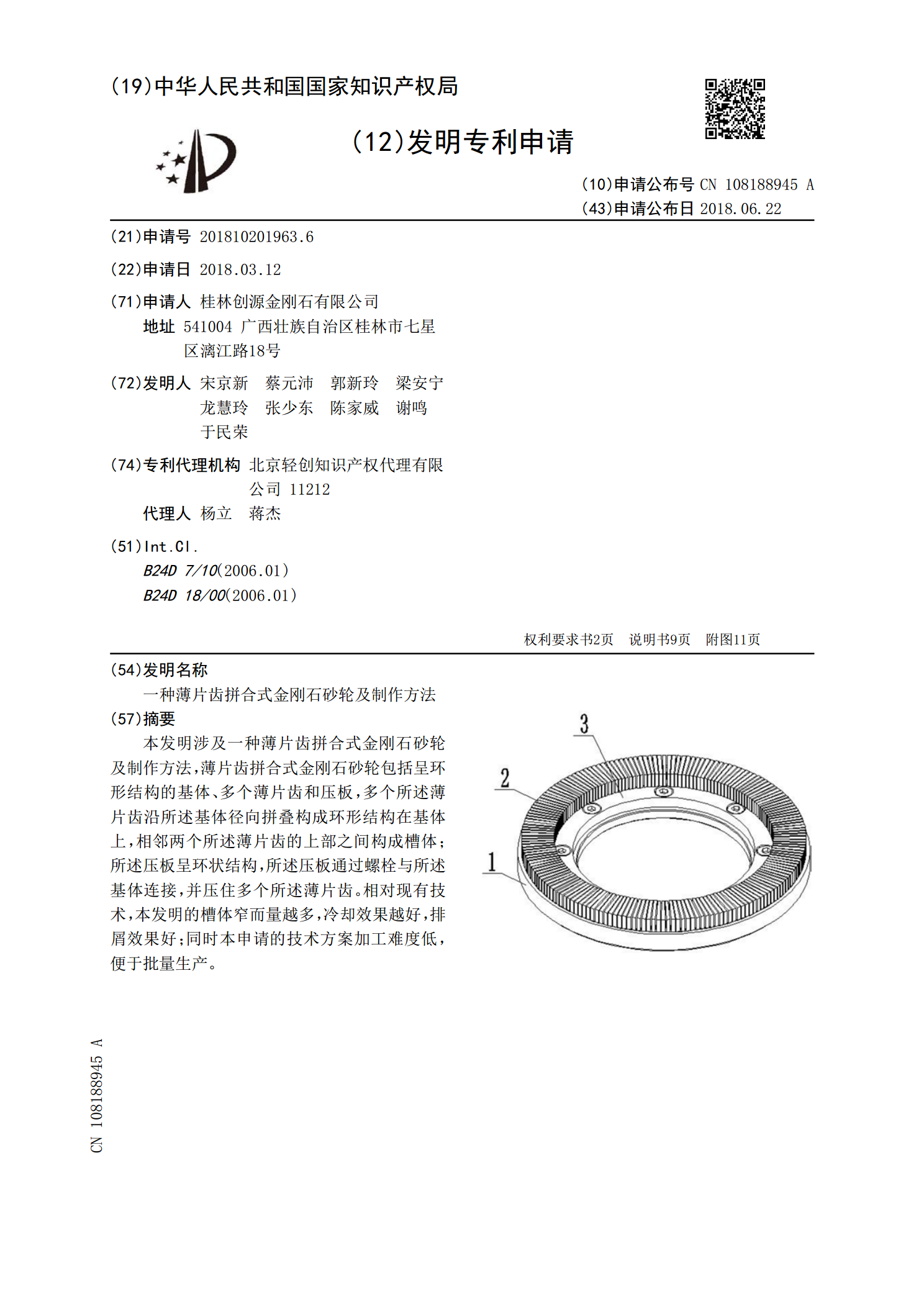
本发明涉及一种薄片齿拼合式金刚石砂轮及制作方法,薄片齿拼合式金刚石砂轮包括呈环形结构的基体、多个薄片齿和压板,多个所述薄片齿沿所述基体径向拼叠构成环形结构在基体上,相邻两个所述薄片齿的上部之间构成槽体;所述压板呈环状结构,所述压板通过螺栓与所述基体连接,并压住多个所述薄片齿。相对现有技术,本发明的槽体窄而量越多,冷却效果越好,排屑效果好;同时本申请的技术方案加工难度低,便于批量生产。
一种金刚石薄片砂轮.pdf
本发明一种金刚石薄片砂轮,体积配比组成如下:金刚石磨料25%、树脂结合剂45%、铜粉10%、氧化锌4%、氧化铬6%、SiC微粉10%和甲酚;所述金刚石磨料由粒度为107‑139μm的磨料与粒度为5‑10μm、35‑45μm或65‑85μm磨料中的任意一种复配。本发明在同一配方基础上,通过调整不同的金刚石粒度配比,来确定适合本配方的最佳的粒度参数。在树脂结合剂金刚石砂轮配方的体积比确定的情况下,在粗粒度的金刚石磨料中掺入细粒度磨料制成金刚石薄片砂轮,细粒度的金刚石虽然磨削效果弱,但混合粗粒度金刚石后起到过渡

一种陶瓷金刚石复合砂轮制作方法.pdf
本发明公开了一种陶瓷金刚石复合砂轮制作方法,其特征在于:包括下述步骤:按质量计,将金刚石、碳化硅和结合剂混合、造粒,模压成型,干燥、预烧、然后烧结得到节点单元;节点单元和砂轮基体放入模具内,在节点单元和砂轮之间注入聚酰亚胺复合材料,进行压制,然后进行冷却,再进行烧结,得到砂轮。本发明的复合砂轮采用整体压制烧结或镶嵌镶拼方式,以聚酰亚胺复合材料为过渡粘接剂,二次热压并烧结后制得整体砂轮。其容屑及排水空间表面覆盖率可达30-70%,具备以下优良磨削特性:大切深;磨削精度高;成型磨削中型面保持性好;适用范围广泛
一种钎焊单层金刚石砂轮的制作方法.pdf
本发明公开了一种钎焊单层金刚石砂轮的制作方法,采用Cu粉、Sn粉、TiH2粉和WC粉的混合物做为钎焊金刚石砂轮的钎料,机械搅拌均匀,所述Cu粉45‑52份、Sn粉24‑36份、TiH2粉12‑35份和WC粉5‑25份,其中Cu粉、Sn粉和TiH2粉颗粒粒径为100‑240μm,WC粉颗粒粒径为15‑50μm;本发明以TiH2为Ti源在一定程度上可以降低原料成本,同时避免被氧化污染;向Cu粉,Sn粉,TiH2粉的混合粉末中加入超细WC粉,可以增强钎料的耐磨性;同时Cu粉,Sn粉,TiH2粉,WC粉都是粉末颗

拼合式金刚石砂轮及其制作工艺.pdf
本发明公开了一种拼合式金刚石砂轮,包括夹紧于压板和基板之间的磨环,磨环由若干个单齿拼合而成,各单齿与压板和基板之间设有限制其径向、轴向和周向自由度的防飞机构;防飞机构包括凸和凹槽配合的卡嵌结构以及硬度和变形量适度的嵌入体,凸条和凹槽设置于各单齿与压板或∕和基板之间,嵌入体挤压变形于拼合磨环与压板夹持面、或与基板夹持面、或与压板和基板夹持面之间;本发明砂轮制作工艺的步骤为首先制造有等形磨耗结构的各单齿,然后将各单齿拼合成磨环,最后将拼合磨环夹紧于压板和基板之间,并设置防飞机构限制单齿径向、轴向和周向自由度。