
磨床和研磨方法.pdf

书生****ma


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
磨床和研磨方法.pdf
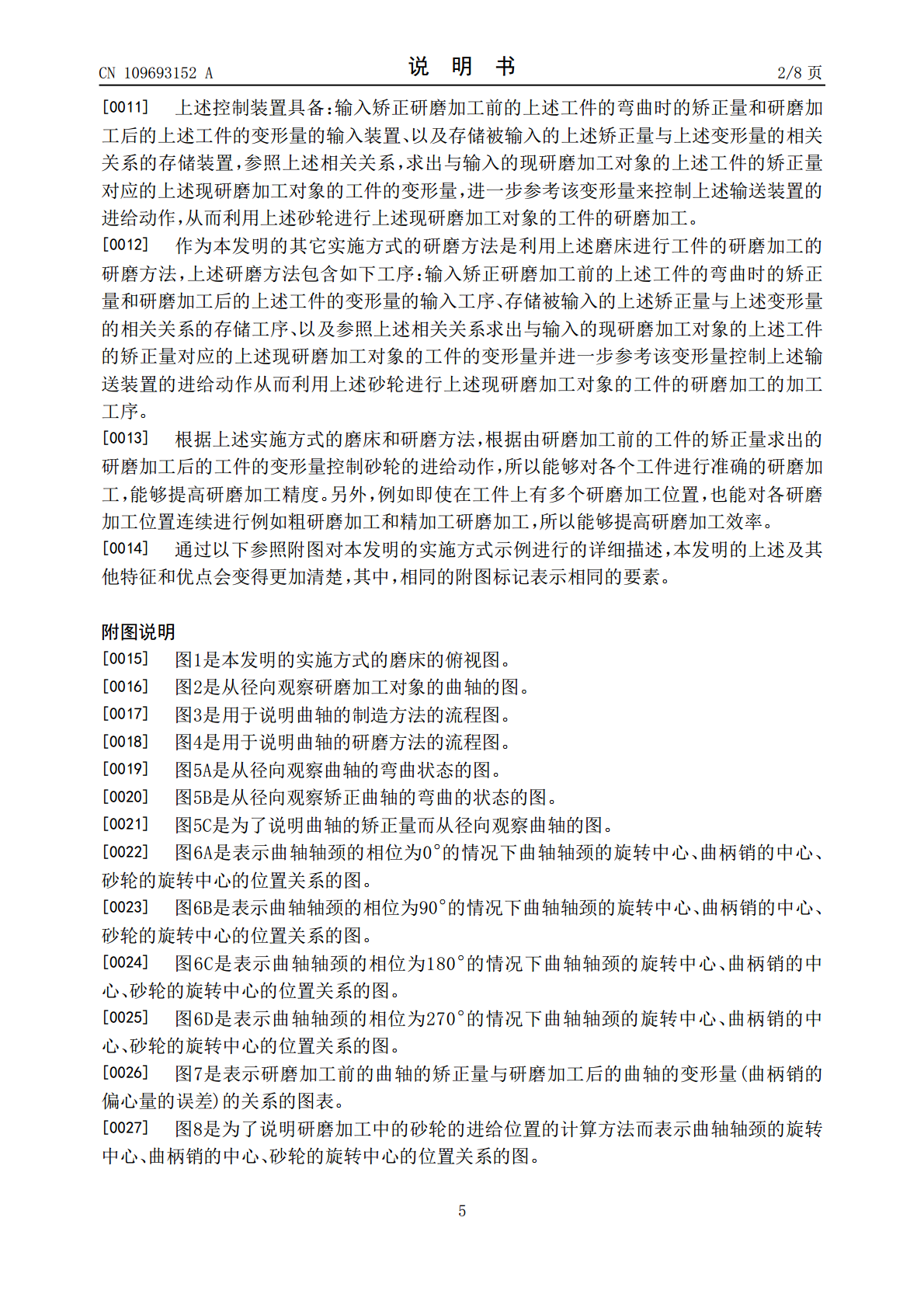
本发明提供一种磨床,磨床(1)的控制装置(31)具备输入矫正了研磨加工前的工件(W)的弯曲时的矫正量(B3)和研磨加工后的工件(W)的变形量(ΔS)的输入装置(32)、以及存储被输入的矫正量(B3)与变形量(ΔS)的相关关系的存储装置(33),参照相关关系,求出与被输入的现研磨加工对象的工件(W)的矫正量(B3)对应的现研磨加工对象的工件(W)的变形量(ΔS),进一步参考该变形量(ΔS)控制输送装置(24、25)的进给动作,从而利用砂轮(28)进行现研磨加工对象的工件(W)的研磨加工。
磨床以及研磨方法.pdf
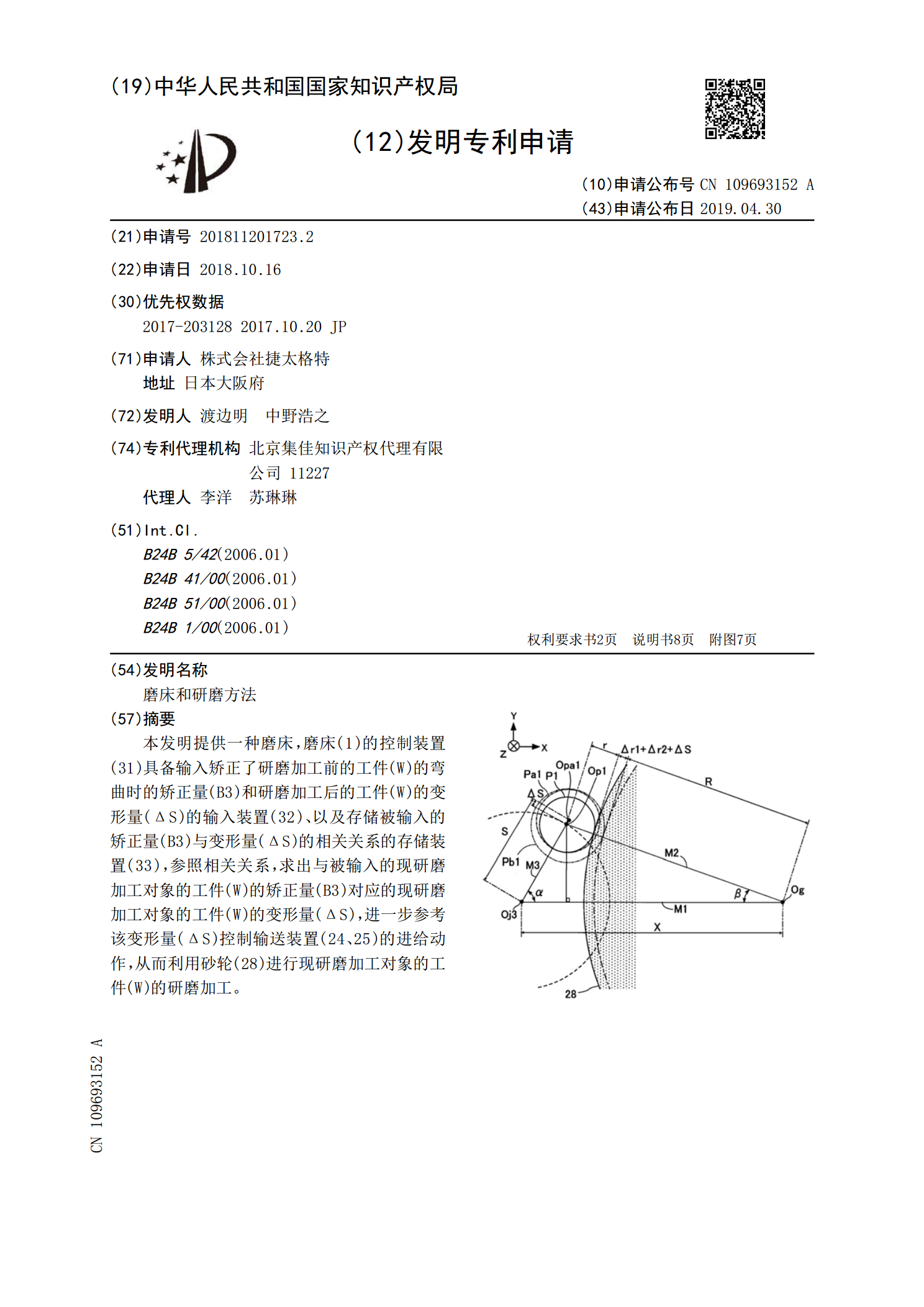
本发明涉及磨床以及研磨方法。磨床(1)具备砂轮座(5),该砂轮座(5)设置有能够旋转的砂轮轴(51),该砂轮轴(51)在第一以及第二主轴(31、41)之间的通过第一以及第二旋转轴线(L1、L2)的XZ平面(n)上,使砂轮轴(51)的第三旋转轴线(L3)向与第一以及第二旋转轴线(L1、L2)的方向成直角的方向移动。保持于砂轮轴(51)的砂轮(52)通过砂轮座(5)朝第一主轴台(3)侧移动来对第一被研磨物(W)进行研磨,通过砂轮座(5)朝第二主轴台(4)侧移动来对第二被研磨物(W)进行研磨。
磨床以及研磨方法.pdf
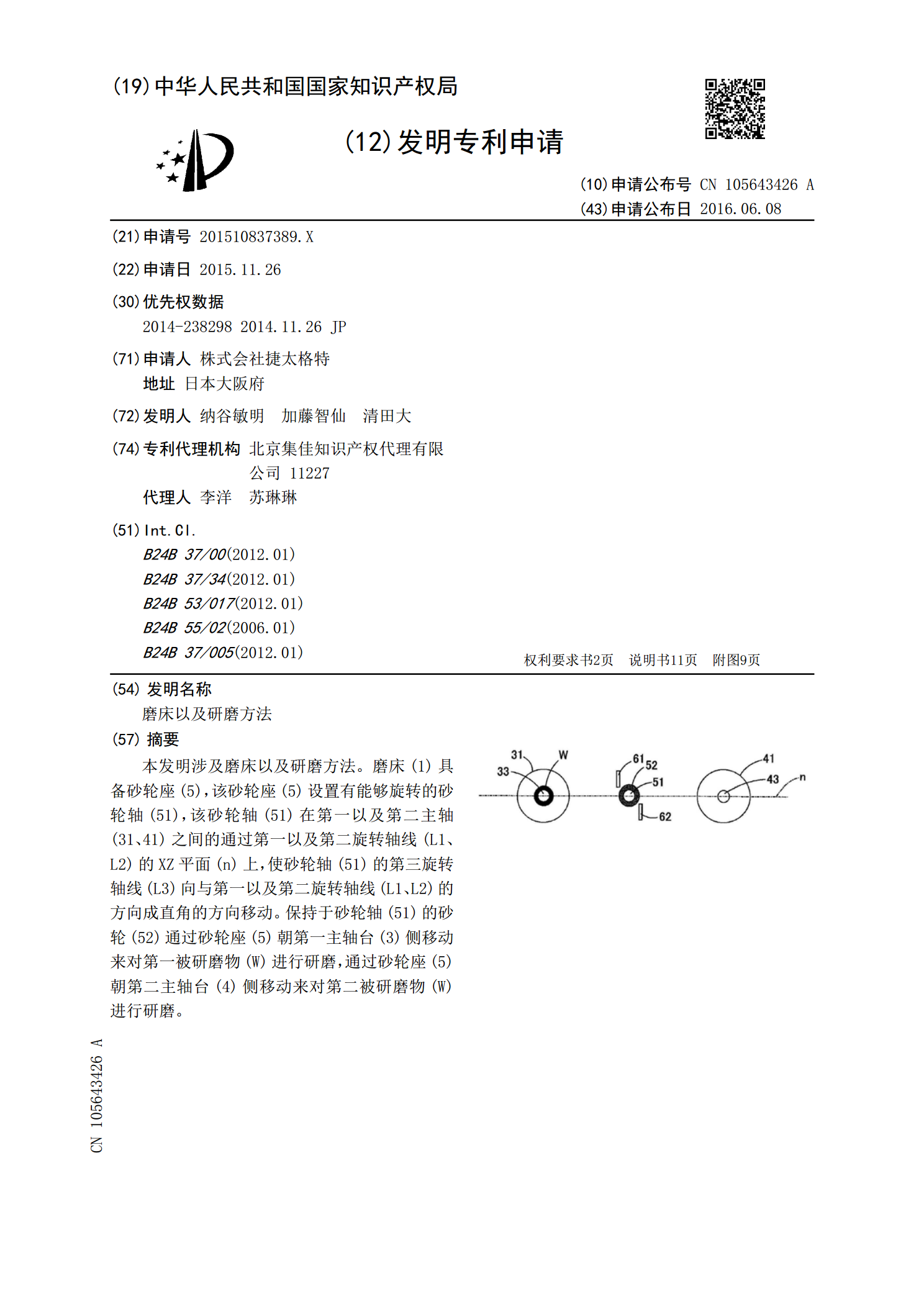
本发明提供一种磨床。磨床(1)具备:工件支承装置(10),其使工件(W)绕轴线旋转;砂轮(20),其研磨工件(W);进给驱动装置(60),其将砂轮(20)以及工件支承装置(10)的至少一方朝使砂轮(20)与工件支承装置(10)相对接近或分离的方向进给;进给控制部(140),其控制进给驱动装置(60),根据由砂轮(20)进行的研磨的进展情况降低砂轮(20)以及工件支承装置(10)的至少一方的进给速度;以及卡盘控制部(150),其控制卡盘(14b)对工件(W)的夹紧力,在进给速度降低时或进给速度降低后,将夹紧

复合磨床以及研磨方法.pdf
本发明涉及复合磨床以及研磨方法。复合磨床在以旋转工作台(5)的旋转轴线为中心的圆周上配置有工件保持装置(61、62、63、64)的旋转中心。该复合磨床具备:立柱(3a、3b、3c),其沿与旋转轴线正交的方向进退;砂轮座(4a、4b、4c),其配置于立柱并沿与旋转轴线平行的方向进退;以及砂轮(9a、9b),其配置于砂轮座并绕与旋转轴线平行的砂轮轴旋转。通过旋转工作台(5)的旋转使以研磨部位的中心与工作主轴的中心一致的方式端面保持于工件保持装置的工件(W)依次移动,并执行多个研磨工序从而对工件的内周面、外周面

研磨装置和研磨方法.pdf
本发明公开了研磨装置和研磨方法。所述研磨装置包括:上表面盘;下表面盘,所述下表面盘被设置成面对着所述上表面盘并且在与所述上表面盘的旋转方向相反的方向上旋转;太阳齿轮,所述太阳齿轮绕着所述上表面盘和所述下表面盘共同的旋转轴旋转;内齿轮,所述内齿轮绕着所述上表面盘和所述下表面盘共同的旋转轴旋转;以及行星齿轮架,在所述行星齿轮架中形成有用于保持工件的保持孔,并且所述行星齿轮架在与所述太阳齿轮及所述内齿轮咬合着进行自转的同时公转。所述行星齿轮架中的所述保持孔设置有缺口,所述缺口位于当所述行星齿轮架自转时所述保持孔