
一种Ti64合金机匣锻件斜面环坯制造方法.pdf

努力****凌芹


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种Ti64合金机匣锻件斜面环坯制造方法.pdf
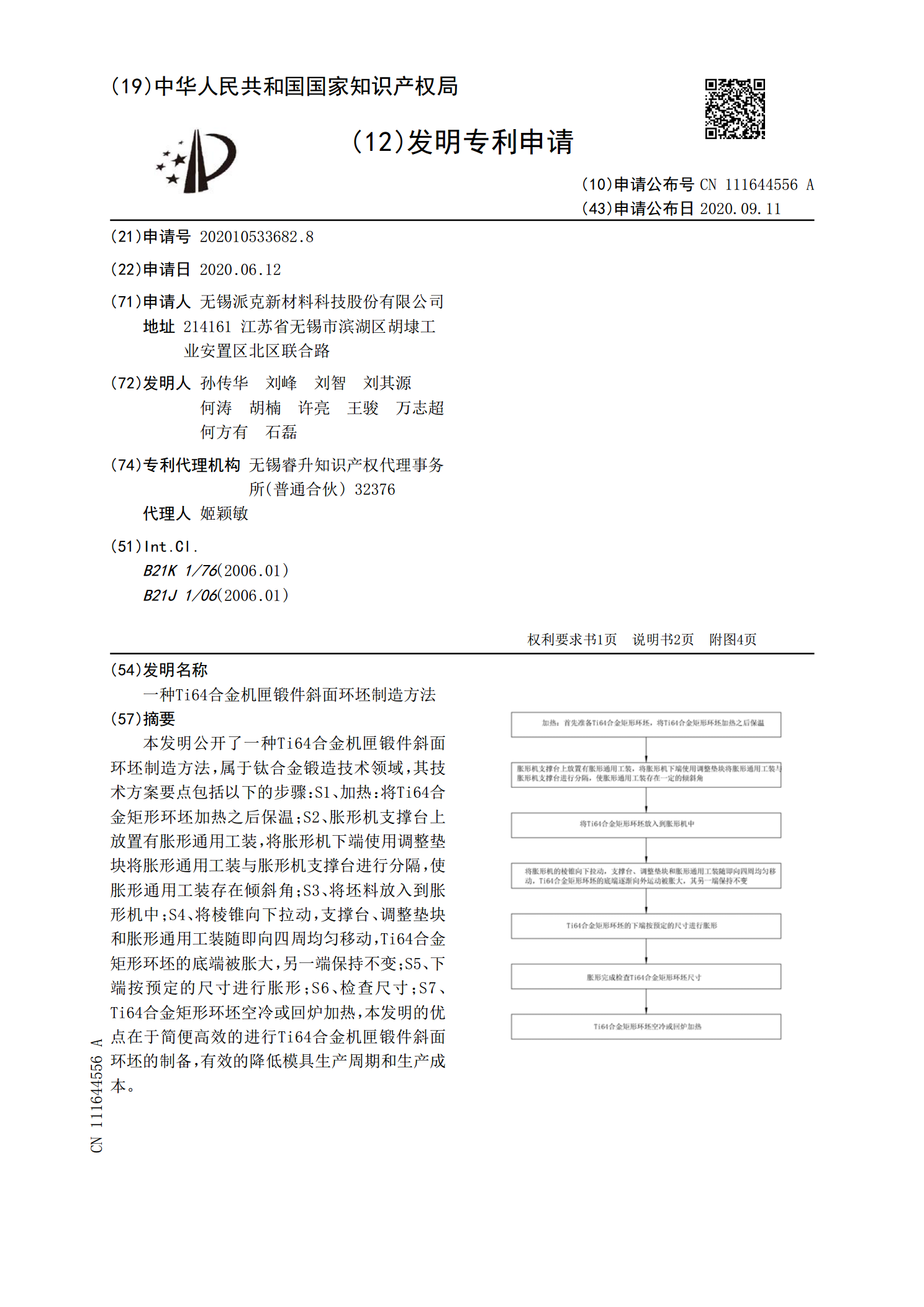
本发明公开了一种Ti64合金机匣锻件斜面环坯制造方法,属于钛合金锻造技术领域,其技术方案要点包括以下的步骤:S1、加热:将Ti64合金矩形环坯加热之后保温;S2、胀形机支撑台上放置有胀形通用工装,将胀形机下端使用调整垫块将胀形通用工装与胀形机支撑台进行分隔,使胀形通用工装存在倾斜角;S3、将坯料放入到胀形机中;S4、将棱锥向下拉动,支撑台、调整垫块和胀形通用工装随即向四周均匀移动,Ti64合金矩形环坯的底端被胀大,另一端保持不变;S5、下端按预定的尺寸进行胀形;S6、检查尺寸;S7、Ti64合金矩形环坯空

高温合金机匣锻件改进研究.pptx
,CONTENTS01.高温合金机匣锻件的应用场景高温合金机匣锻件的重要性和挑战研究目的和意义02.国内外研究现状现有技术存在的问题和不足技术发展趋势和方向03.材料选择与优化工艺流程改进热处理工艺优化表面处理技术应用04.性能指标测试与评估生产效率提升评估成本效益分析实际应用案例分析05.技术推广策略与措施市场应用前景分析对行业发展的影响与贡献06.研究结论总结未来研究方向与展望感谢您的观看!
一种异形机匣的轧环制坯工装.pdf
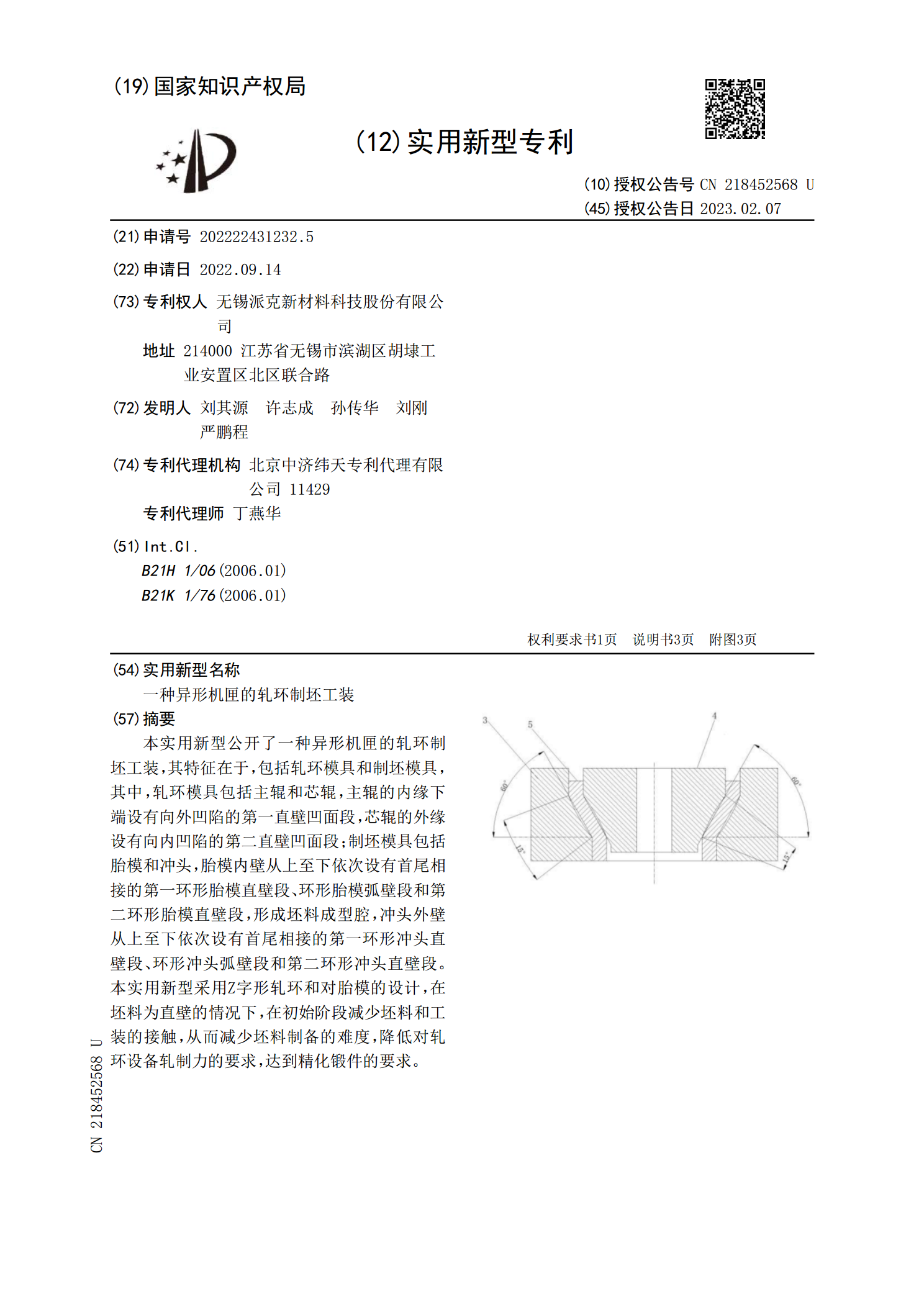
本实用新型公开了一种异形机匣的轧环制坯工装,其特征在于,包括轧环模具和制坯模具,其中,轧环模具包括主辊和芯辊,主辊的内缘下端设有向外凹陷的第一直壁凹面段,芯辊的外缘设有向内凹陷的第二直壁凹面段;制坯模具包括胎模和冲头,胎模内壁从上至下依次设有首尾相接的第一环形胎模直壁段、环形胎模弧壁段和第二环形胎模直壁段,形成坯料成型腔,冲头外壁从上至下依次设有首尾相接的第一环形冲头直壁段、环形冲头弧壁段和第二环形冲头直壁段。本实用新型采用Z字形轧环和对胎模的设计,在坯料为直壁的情况下,在初始阶段减少坯料和工装的接触,从
小吨位压机成形碗型机匣环坯的方法.pdf
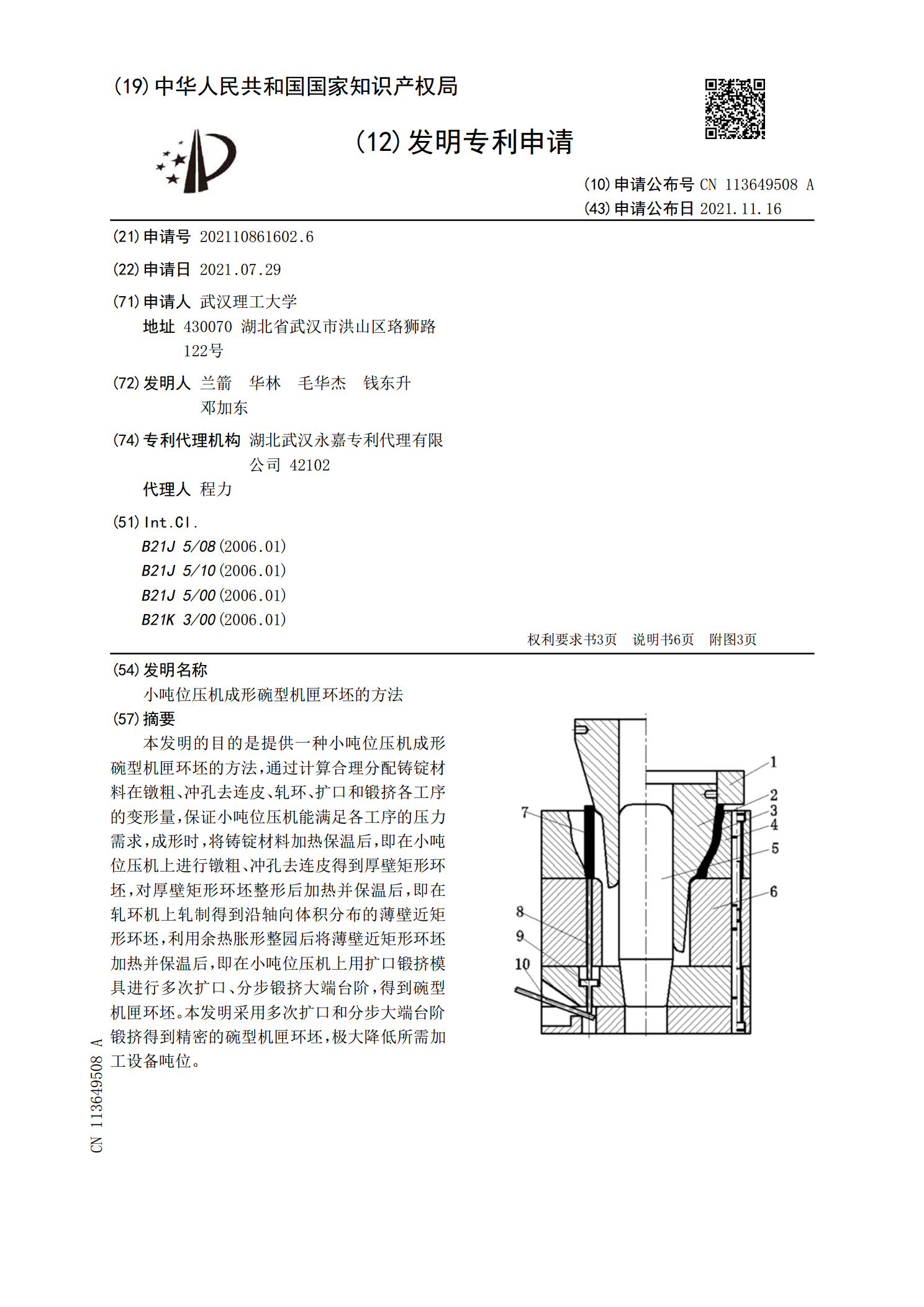
本发明的目的是提供一种小吨位压机成形碗型机匣环坯的方法,通过计算合理分配铸锭材料在镦粗、冲孔去连皮、轧环、扩口和锻挤各工序的变形量,保证小吨位压机能满足各工序的压力需求,成形时,将铸锭材料加热保温后,即在小吨位压机上进行镦粗、冲孔去连皮得到厚壁矩形环坯,对厚壁矩形环坯整形后加热并保温后,即在轧环机上轧制得到沿轴向体积分布的薄壁近矩形环坯,利用余热胀形整园后将薄壁近矩形环坯加热并保温后,即在小吨位压机上用扩口锻挤模具进行多次扩口、分步锻挤大端台阶,得到碗型机匣环坯。本发明采用多次扩口和分步大端台阶锻挤得到精

高温合金机匣的环槽加工方法.pdf
本发明公开了一种高温合金机匣的环槽加工方法,环槽为扇形结构,包括以下步骤:粗加工,在高温合金机匣上依据设计需求确定加工区域,采用钻削对加工区域进行垂直钻孔,以去除大部分加工余量;第一次半精加工,采用立铣刀对钻削后的区域进行铣削加工,铣削至环槽的槽底预留2mm和槽壁单边预留0.2mm的加工余量;第二次半精加工,将球头铣刀伸入到环槽内进行铣削加工,铣削至环槽的槽底;精加工,采用球头铣刀对环槽进行精加工,获得环槽。本发明的高温合金机匣的环槽加工方法,依据不同的加工方式,采用不同的刀具,对环槽不同部位有针对性的加