
轮毂成形装置及其增压机构.pdf

玉军****la


1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮毂成形装置及其增压机构.pdf
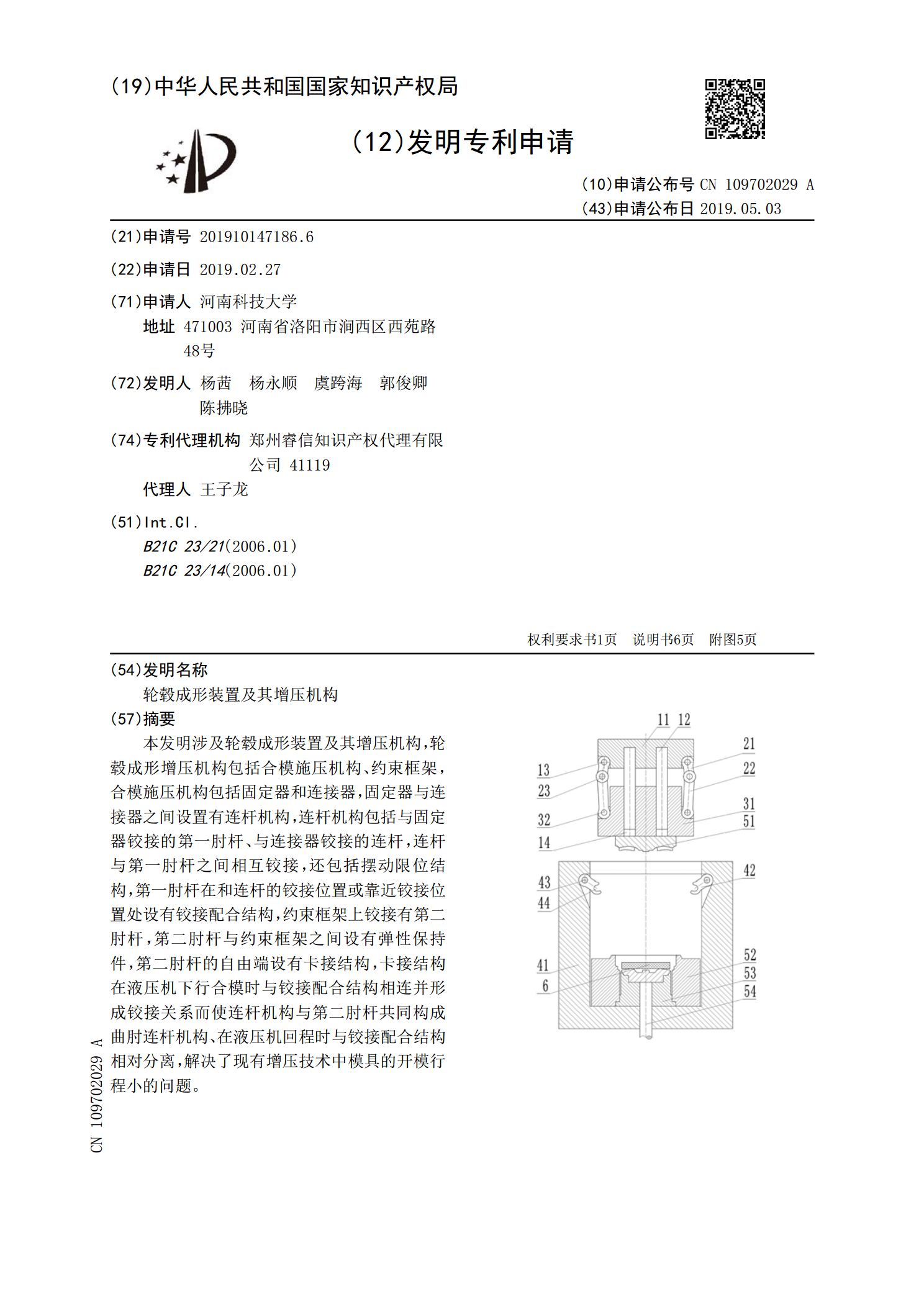
本发明涉及轮毂成形装置及其增压机构,轮毂成形增压机构包括合模施压机构、约束框架,合模施压机构包括固定器和连接器,固定器与连接器之间设置有连杆机构,连杆机构包括与固定器铰接的第一肘杆、与连接器铰接的连杆,连杆与第一肘杆之间相互铰接,还包括摆动限位结构,第一肘杆在和连杆的铰接位置或靠近铰接位置处设有铰接配合结构,约束框架上铰接有第二肘杆,第二肘杆与约束框架之间设有弹性保持件,第二肘杆的自由端设有卡接结构,卡接结构在液压机下行合模时与铰接配合结构相连并形成铰接关系而使连杆机构与第二肘杆共同构成曲肘连杆机构、在液
轮毂成形装置.pdf
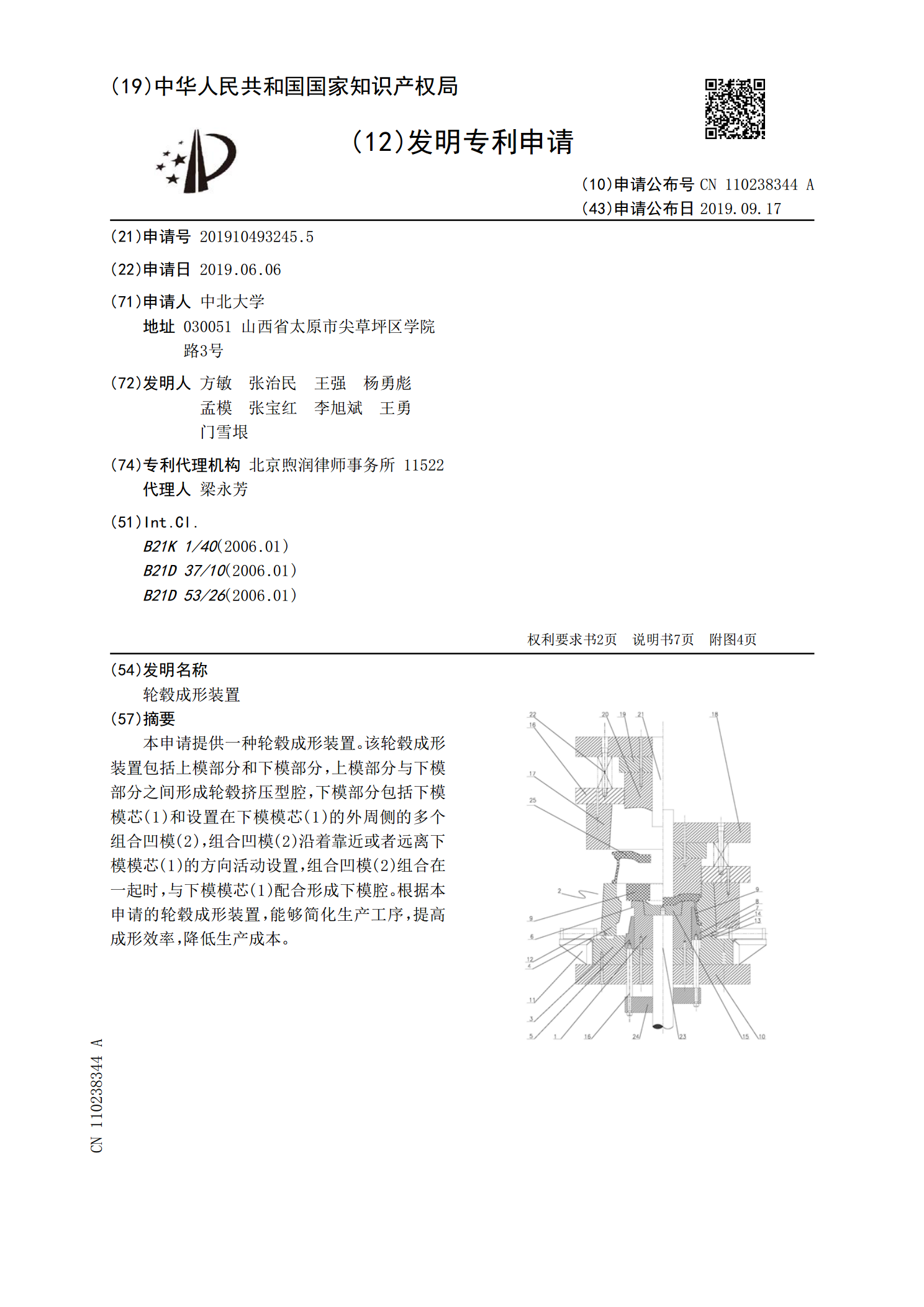
本申请提供一种轮毂成形装置。该轮毂成形装置包括上模部分和下模部分,上模部分与下模部分之间形成轮毂挤压型腔,下模部分包括下模模芯(1)和设置在下模模芯(1)的外周侧的多个组合凹模(2),组合凹模(2)沿着靠近或者远离下模模芯(1)的方向活动设置,组合凹模(2)组合在一起时,与下模模芯(1)配合形成下模腔。根据本申请的轮毂成形装置,能够简化生产工序,提高成形效率,降低生产成本。

用于轮毂增压铸造的气压增压装置、增压方法及气压增压式轮毂铸造系统.pdf
本发明提供一种用于轮毂增压铸造的气压增压装置,包括油气分离器、稳压控制阀、缓冲罐、进气控制阀以及泄压控制阀,油气分离器被设置用于接收外部导入的压缩气体,并将干燥清洁后的压缩气体通过稳压控制阀进行压力控制后进入到缓冲罐;所述稳压控制阀被设置成根据缓冲罐内的压力是否达到设定值控制补偿进气使得所述缓冲罐内的压力达到设定值并保持恒定;所述进气控制阀以及泄压控制阀被设置用于根据轮毂铸造过程的铝液充型量以及缓冲罐与模具型腔的压力平衡状态自动控制进气增压与排气泄压。本发明提出的用于轮毂增压铸造的气压增压装置,可使整个增
轮毂胀形装置及其锁模机构.pdf
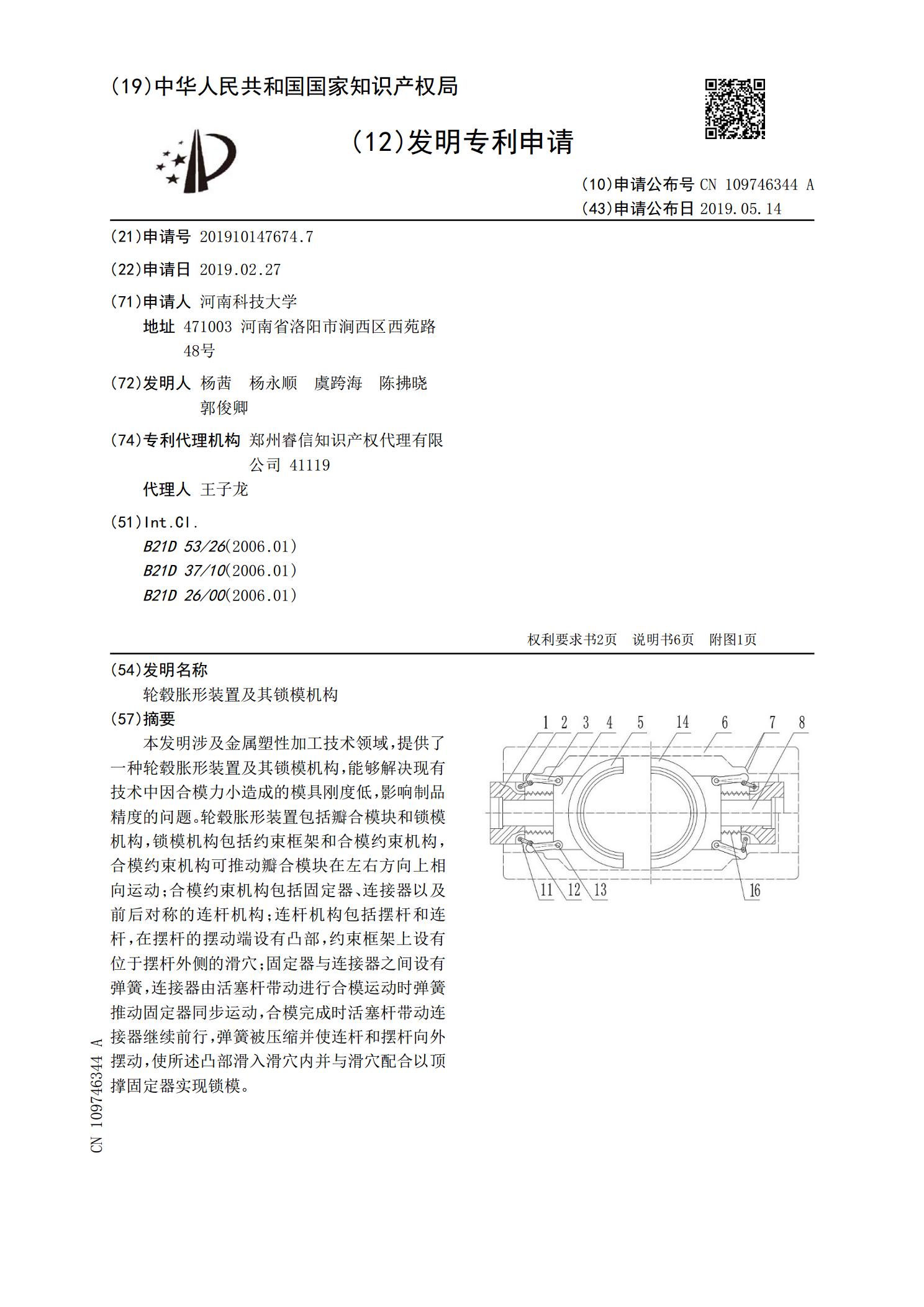
本发明涉及金属塑性加工技术领域,提供了一种轮毂胀形装置及其锁模机构,能够解决现有技术中因合模力小造成的模具刚度低,影响制品精度的问题。轮毂胀形装置包括瓣合模块和锁模机构,锁模机构包括约束框架和合模约束机构,合模约束机构可推动瓣合模块在左右方向上相向运动;合模约束机构包括固定器、连接器以及前后对称的连杆机构;连杆机构包括摆杆和连杆,在摆杆的摆动端设有凸部,约束框架上设有位于摆杆外侧的滑穴;固定器与连接器之间设有弹簧,连接器由活塞杆带动进行合模运动时弹簧推动固定器同步运动,合模完成时活塞杆带动连接器继续前行,
轮毂轴承外圈多工位精密成形工艺及其实现装置.pdf
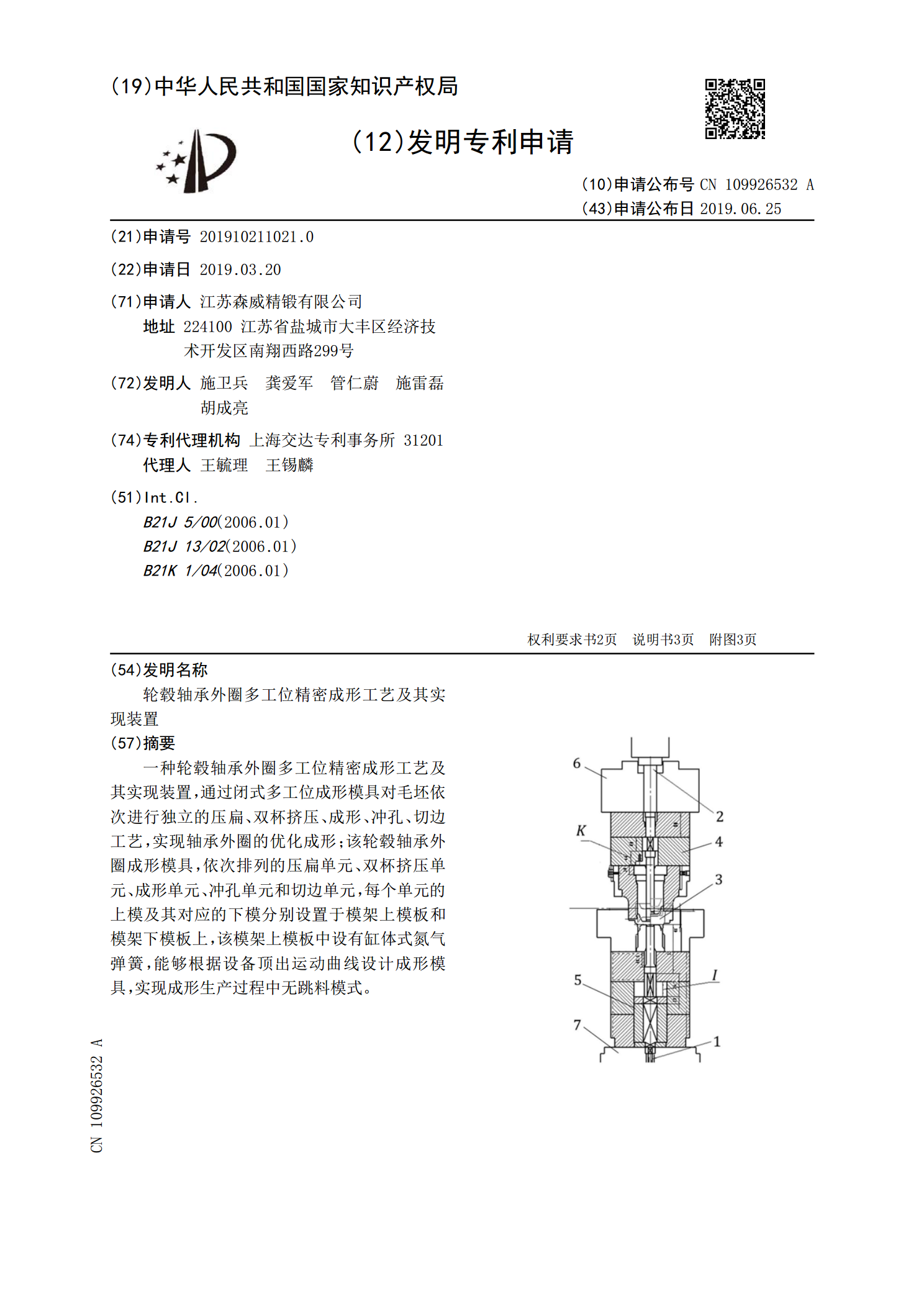
一种轮毂轴承外圈多工位精密成形工艺及其实现装置,通过闭式多工位成形模具对毛坯依次进行独立的压扁、双杯挤压、成形、冲孔、切边工艺,实现轴承外圈的优化成形;该轮毂轴承外圈成形模具,依次排列的压扁单元、双杯挤压单元、成形单元、冲孔单元和切边单元,每个单元的上模及其对应的下模分别设置于模架上模板和模架下模板上,该模架上模板中设有缸体式氮气弹簧,能够根据设备顶出运动曲线设计成形模具,实现成形生产过程中无跳料模式。