
轮毂轴承法兰盘多工位精密成形工艺及其实现装置.pdf

邻家****曼玉

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂轴承法兰盘多工位精密成形工艺及其实现装置.pdf
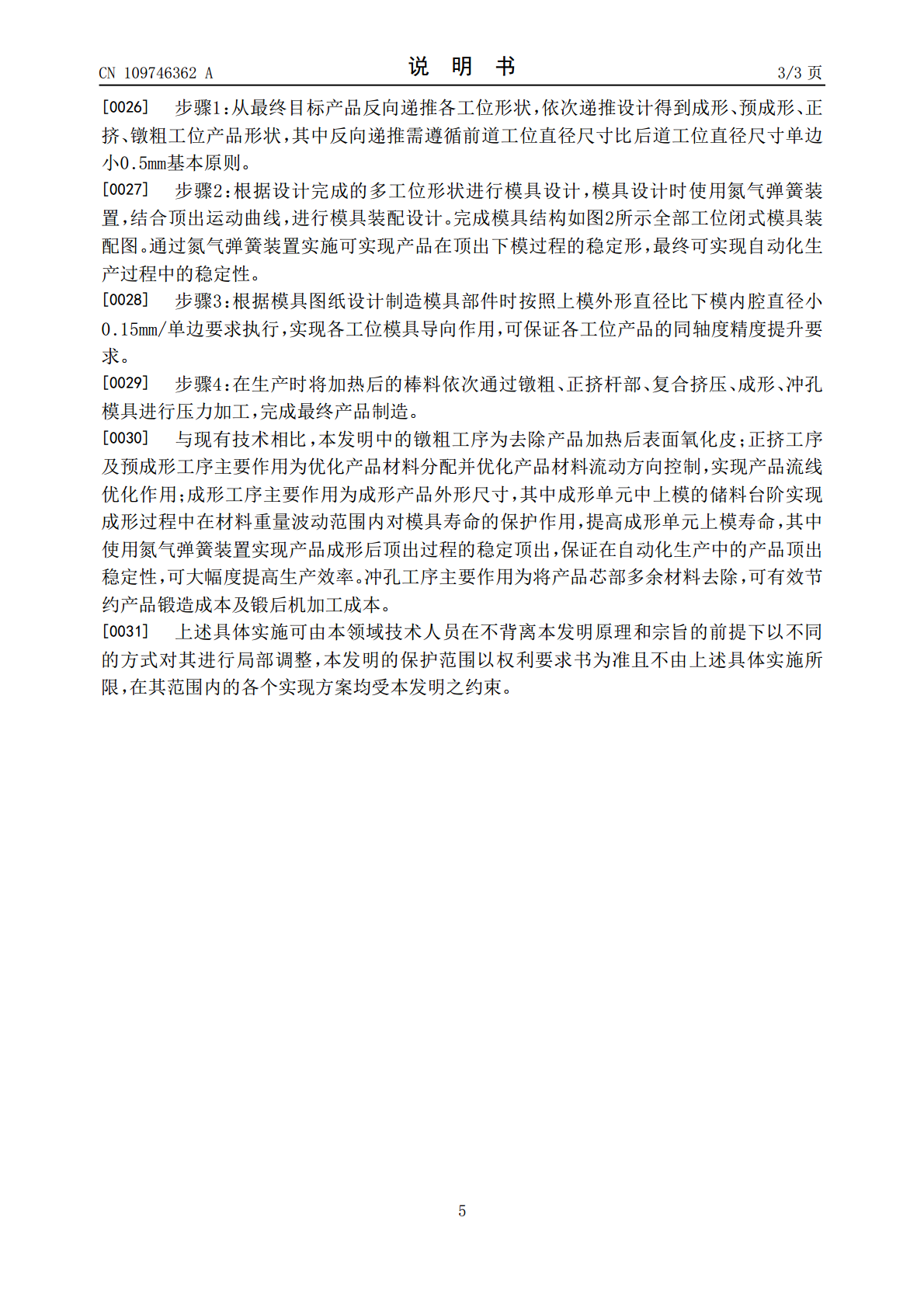
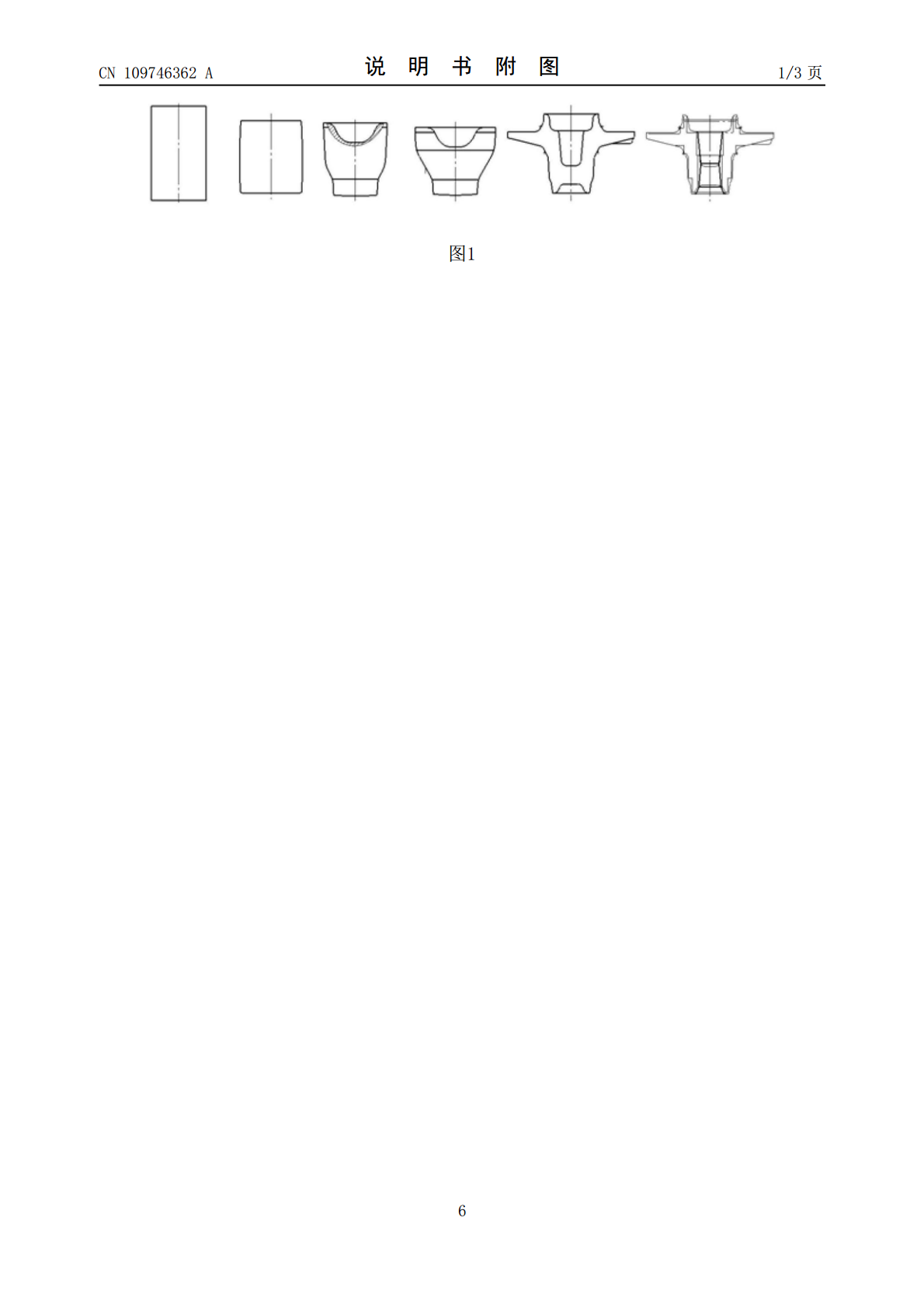
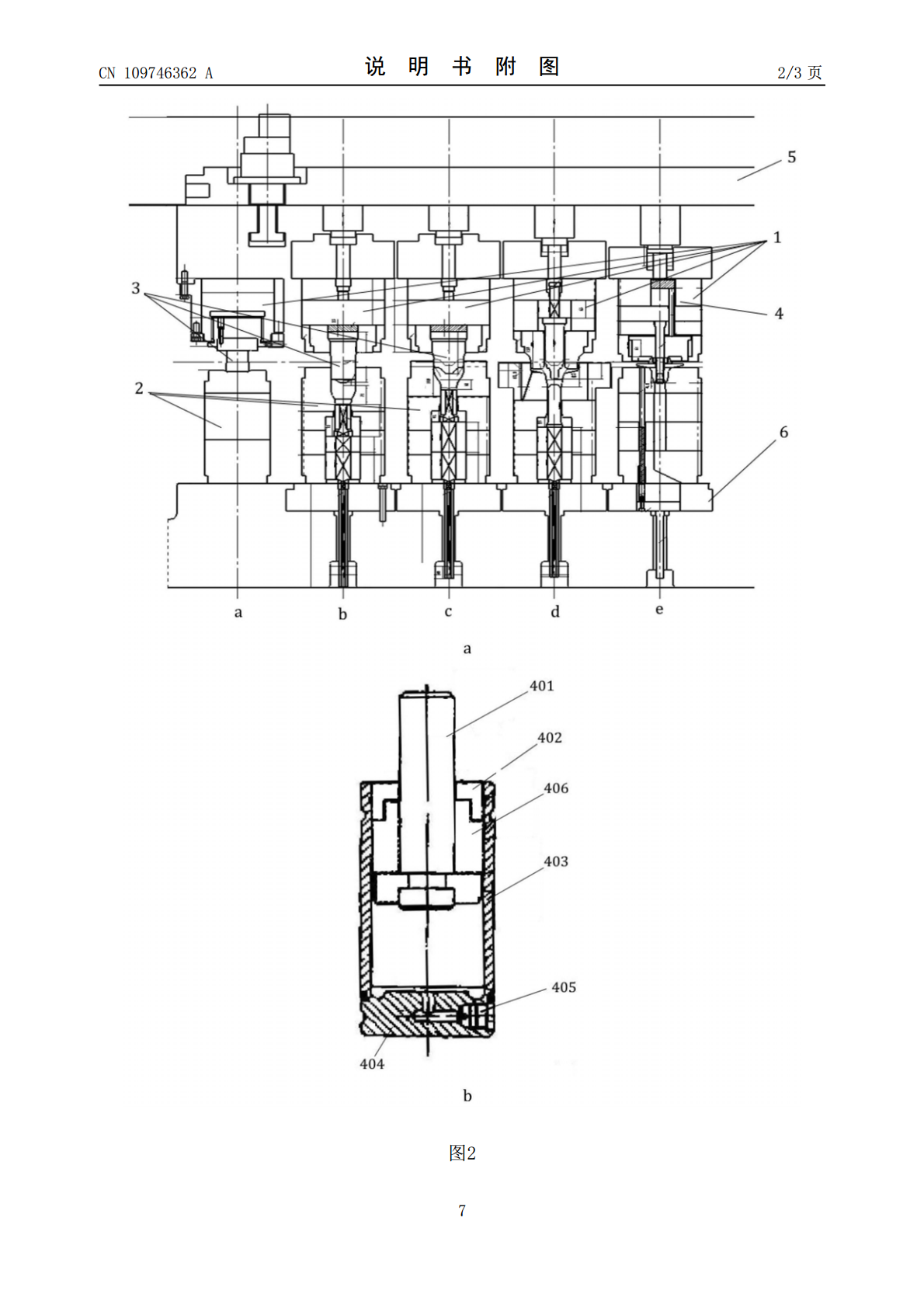
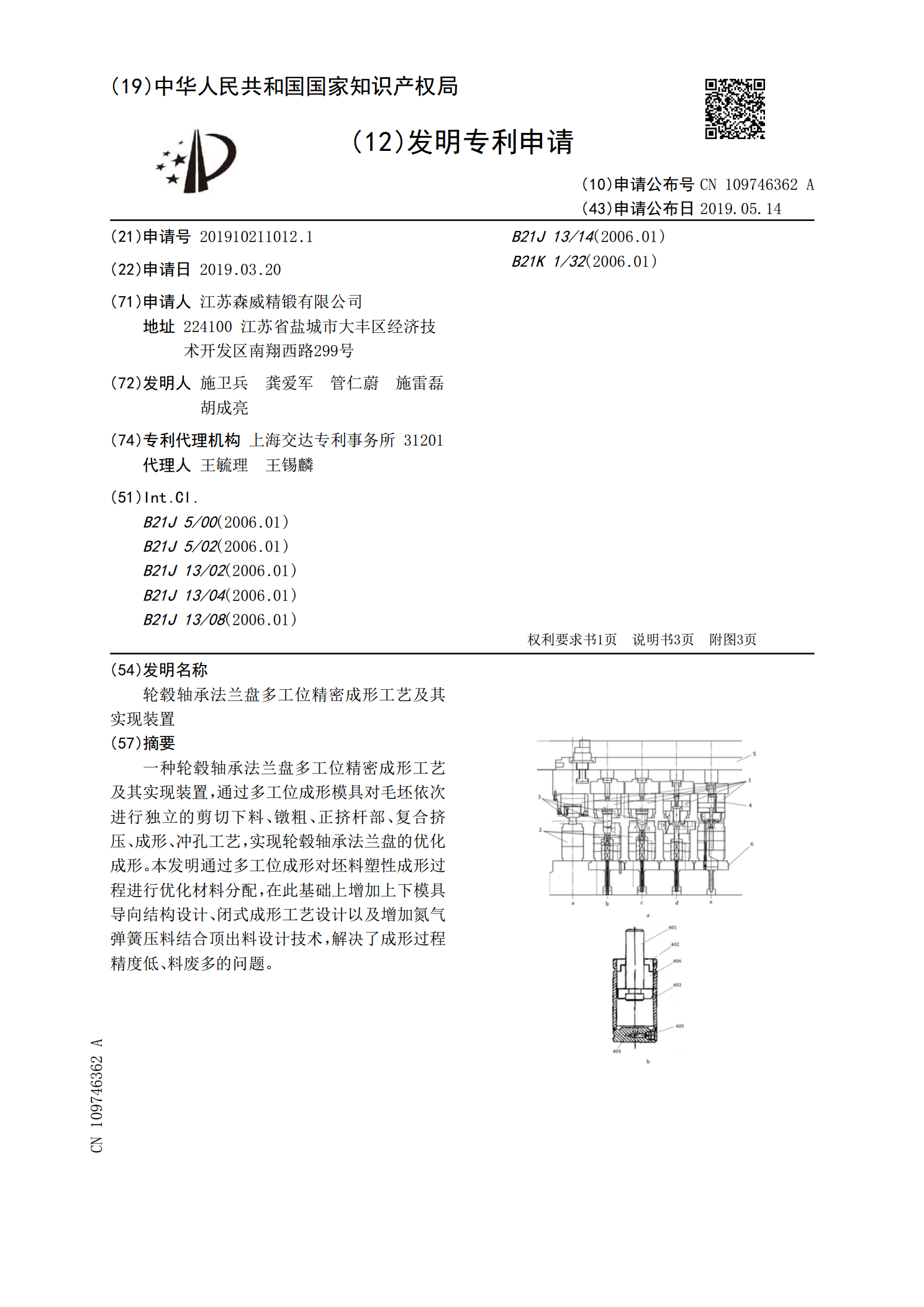
一种轮毂轴承法兰盘多工位精密成形工艺及其实现装置,通过多工位成形模具对毛坯依次进行独立的剪切下料、镦粗、正挤杆部、复合挤压、成形、冲孔工艺,实现轮毂轴承法兰盘的优化成形。本发明通过多工位成形对坯料塑性成形过程进行优化材料分配,在此基础上增加上下模具导向结构设计、闭式成形工艺设计以及增加氮气弹簧压料结合顶出料设计技术,解决了成形过程精度低、料废多的问题。
轮毂轴承外圈多工位精密成形工艺及其实现装置.pdf
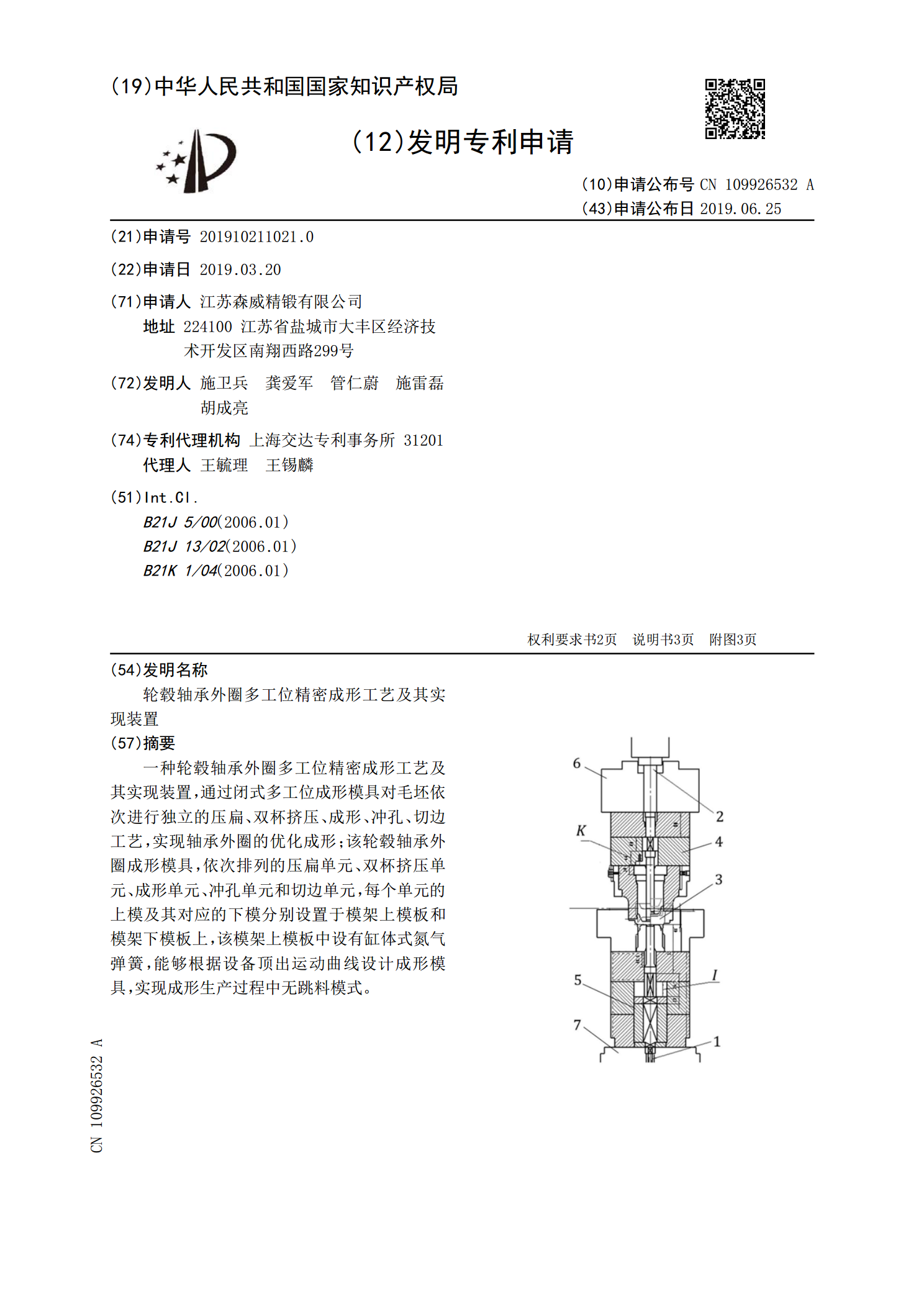
一种轮毂轴承外圈多工位精密成形工艺及其实现装置,通过闭式多工位成形模具对毛坯依次进行独立的压扁、双杯挤压、成形、冲孔、切边工艺,实现轴承外圈的优化成形;该轮毂轴承外圈成形模具,依次排列的压扁单元、双杯挤压单元、成形单元、冲孔单元和切边单元,每个单元的上模及其对应的下模分别设置于模架上模板和模架下模板上,该模架上模板中设有缸体式氮气弹簧,能够根据设备顶出运动曲线设计成形模具,实现成形生产过程中无跳料模式。

多工位切换精密定位装置.pdf
本发明公开了一种多工位切换精密定位装置,它包括机座和周侧部位设置有多个加工工位的转盘,转盘通过中心轴连接有被动齿轮,该被动齿轮一侧通过主动齿轮连接有伺服电机,所述精密定位装置设置挡块式定位机构或阻尼式定位机构。该装置采用加工制作简单的机械传动切换和机械定位,具有结构简单、使用操作方便、造价便宜等优点,尤其适合中、小企业多工位一体化加工生产装备。
一种自动化多工位精密轴承加工装置.pdf
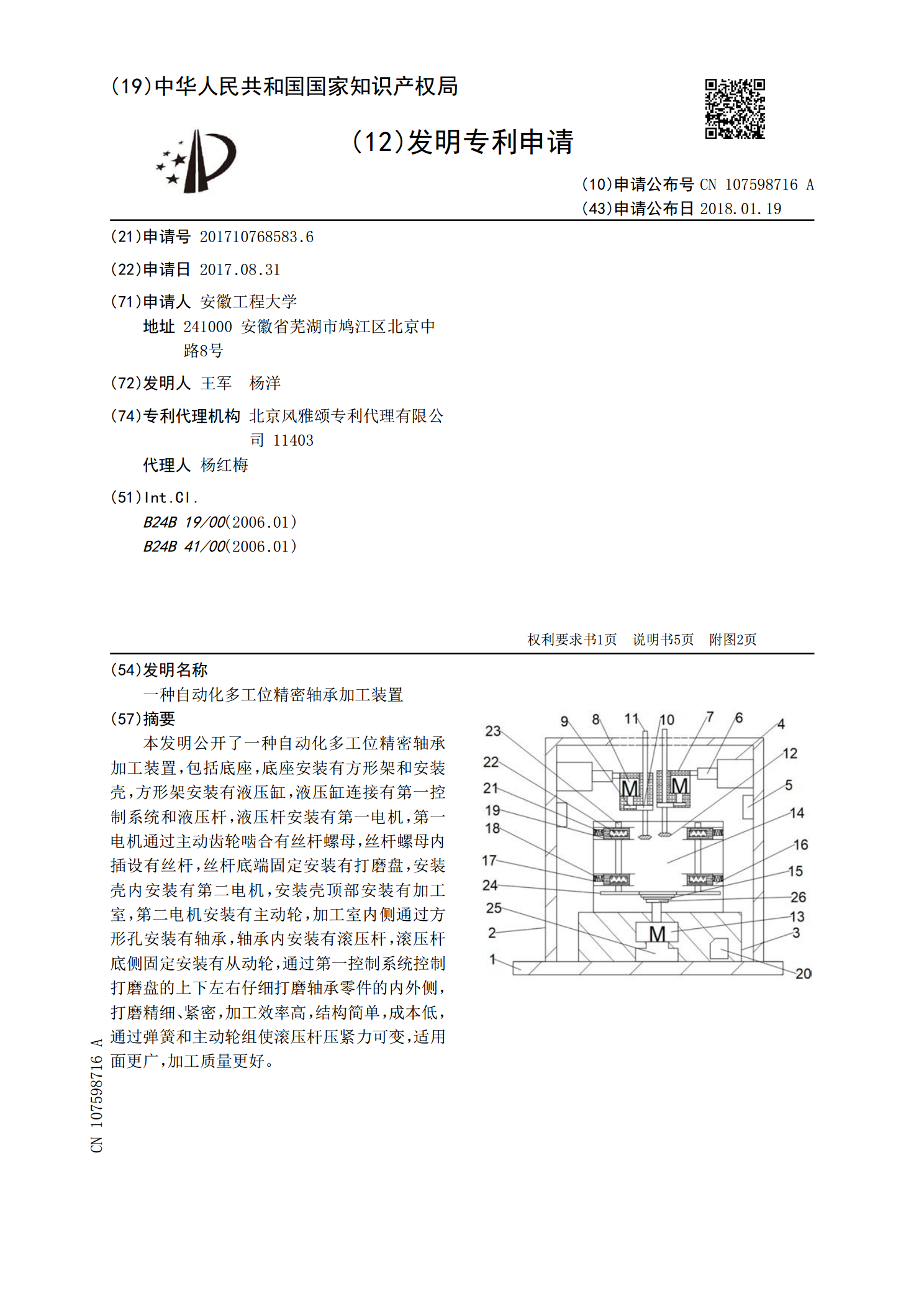
本发明公开了一种自动化多工位精密轴承加工装置,包括底座,底座安装有方形架和安装壳,方形架安装有液压缸,液压缸连接有第一控制系统和液压杆,液压杆安装有第一电机,第一电机通过主动齿轮啮合有丝杆螺母,丝杆螺母内插设有丝杆,丝杆底端固定安装有打磨盘,安装壳内安装有第二电机,安装壳顶部安装有加工室,第二电机安装有主动轮,加工室内侧通过方形孔安装有轴承,轴承内安装有滚压杆,滚压杆底侧固定安装有从动轮,通过第一控制系统控制打磨盘的上下左右仔细打磨轴承零件的内外侧,打磨精细、紧密,加工效率高,结构简单,成本低,通过弹簧和
多工位冷挤压齿轴成形工艺.pdf
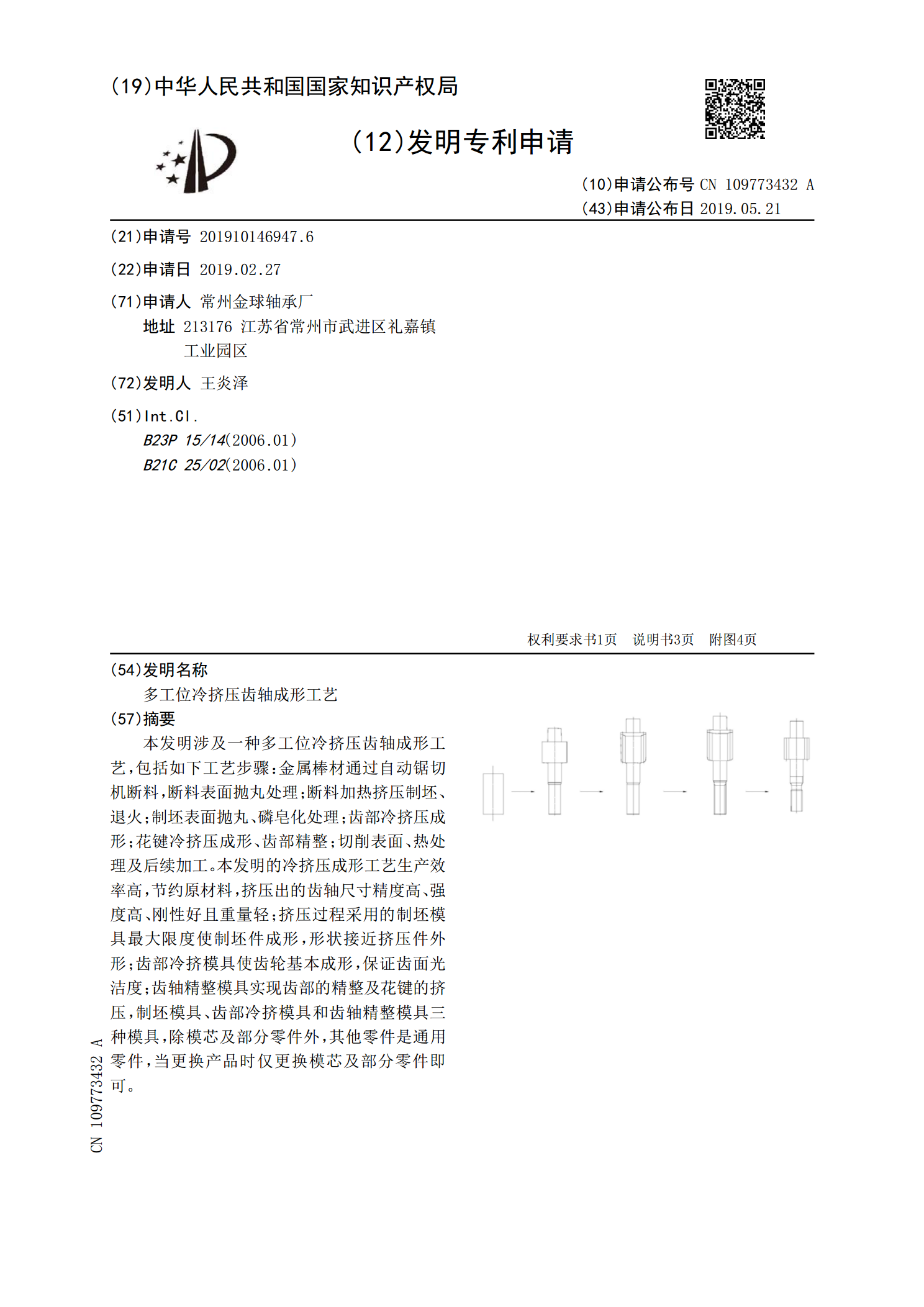
本发明涉及一种多工位冷挤压齿轴成形工艺,包括如下工艺步骤:金属棒材通过自动锯切机断料,断料表面抛丸处理;断料加热挤压制坯、退火;制坯表面抛丸、磷皂化处理;齿部冷挤压成形;花键冷挤压成形、齿部精整;切削表面、热处理及后续加工。本发明的冷挤压成形工艺生产效率高,节约原材料,挤压出的齿轴尺寸精度高、强度高、刚性好且重量轻;挤压过程采用的制坯模具最大限度使制坯件成形,形状接近挤压件外形;齿部冷挤模具使齿轮基本成形,保证齿面光洁度;齿轴精整模具实现齿部的精整及花键的挤压,制坯模具、齿部冷挤模具和齿轴精整模具三种模具