
一种金属罐体压力检测设备.pdf

宛菡****魔王

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属罐体压力检测设备.pdf
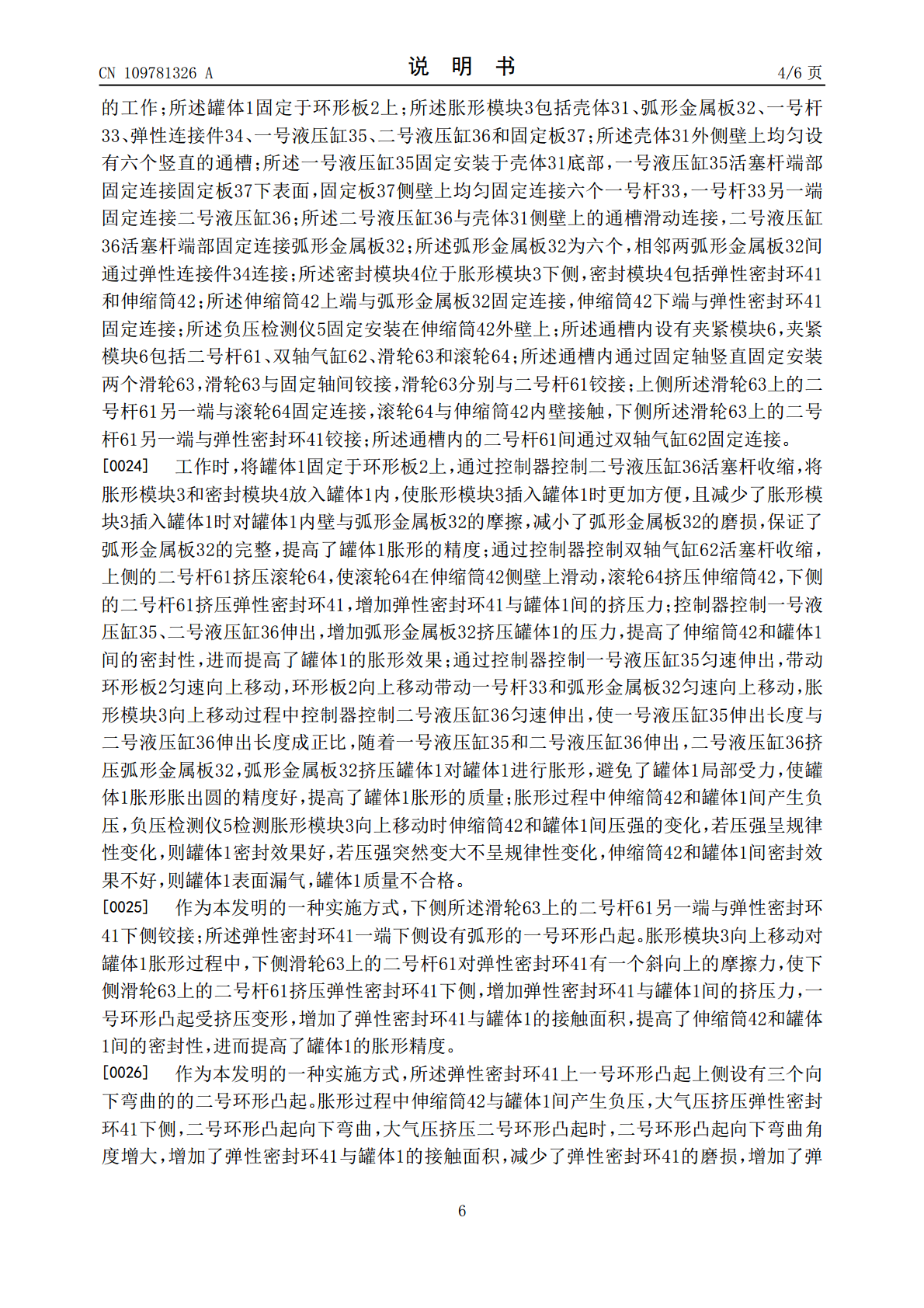
本发明属于金属铸件技术领域,具体涉及一种金属罐体压力检测设备,包括罐体、环形板、胀形模块、密封模块和负压密封检测仪;罐体固定于环形板上;胀形模块包括、壳体、弧形金属板、一号杆、弹性连接件、一号液压缸、二号液压缸和固定板;壳体外侧壁上均匀设有六个竖直的通槽;一号液压缸固定安装于壳体底部,一号液压缸活塞杆端部固定连接固定板下表面,固定板侧壁上均匀固定连接六个一号杆,一号杆另一端固定连接二号液压缸;二号液压缸与壳体侧壁上的通槽滑动连接,二号液压缸活塞杆端部固定连接弧形金属板;弧形金属板为六个,相邻两弧形金属板间

一种压力罐体胀形设备.pdf
本发明属于金属铸件技术领域,具体涉及一种压力罐体胀形设备,包括罐体、胀形模块、夹紧模块;夹紧模块包括壳体、电机、气缸、夹紧板、橡胶圈、刚性绳和线圈;壳体固定安装在地面上,壳体底部固定安装电机,壳体内壁设有螺纹,电机轴端部与夹紧板下表面固定连接;夹紧板底板侧壁设有螺纹,夹紧板底板侧壁的螺纹与壳体内壁上的螺纹啮合;气缸固定安装在夹紧板底板上,夹紧板侧壁上均匀设有若干个一号通槽,一号通槽侧壁将夹紧板侧壁分成若干块板;相邻两个一号通槽间的夹紧板侧壁上固定安装线圈,线圈通过刚性绳与气缸活塞端部固定连接,夹紧板外壁上
一种安全可靠的金属压力容器罐体.pdf
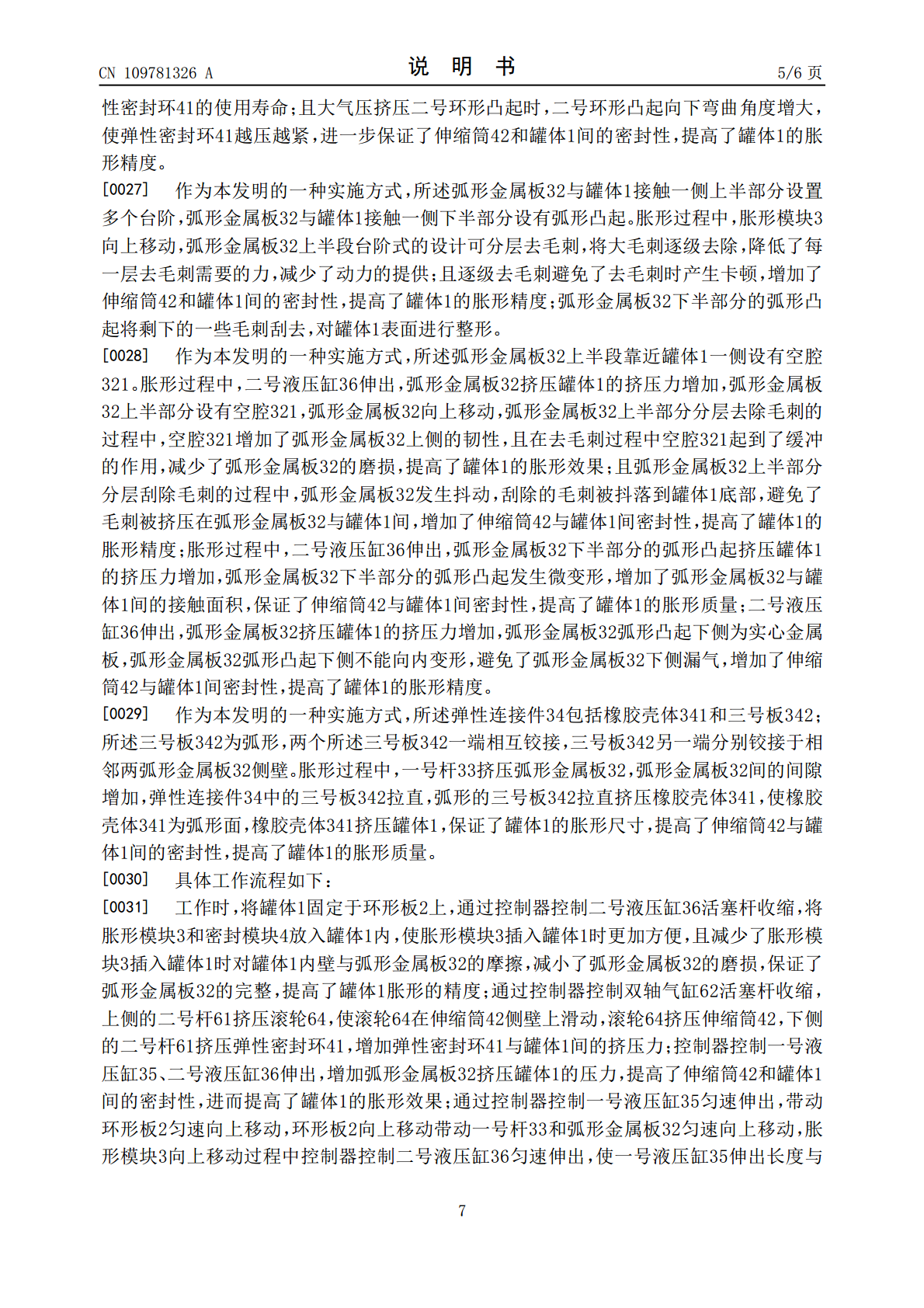
本发明公开了一种安全可靠的金属压力容器罐体,包括罐体,所述罐体的顶部安装有进料口和吊环,所述吊环为两个,且两个所述的吊环分别安装在进料口的两侧,所述罐体的一侧安装有把手,所述罐体的内壁四周安装有防爆层,所述防爆层的内侧安装有耐高温涂层,所述耐高温涂层的内侧安装有耐腐蚀层,所述罐体的底部安装有出料口,且出料口的垂直中心线与罐体的垂直中心线相重合,所述出料口上设置有阀门,所述罐体的下表面安装有连接柱,所述连接柱的另一端安装有松紧滚轮。本发明解决了压力容器在使用过程中产生的物质对罐体造成伤害的问题,具有方便运输

一种精密金属罐体整形装置.pdf
本发明属于金属整形设备技术领域,具体涉及一种精密金属罐体整形装置,包括罐体、电磁筒、整形模块、伸缩模块和环形板;电磁筒固定安装在环形板上;罐体固定安装于电磁筒内;伸缩模块与整形模块上侧固定连接;整形模块包括一号固定盘、二号固定盘、滚轮、轴承、拨动板和电机;一号固定盘和二号固定盘之间通过若干个固定轴固定连接,一号固定盘位于二号固定盘上侧;一号固定盘和二号固定盘间通过六个均匀分布的滚轮连接,滚轮上端和下端分别设有一号凸起和二号凸起;拨动板为圆盘形,拨动板边缘设置为等角度的螺旋齿结构;电机与二号固定盘下表面固定
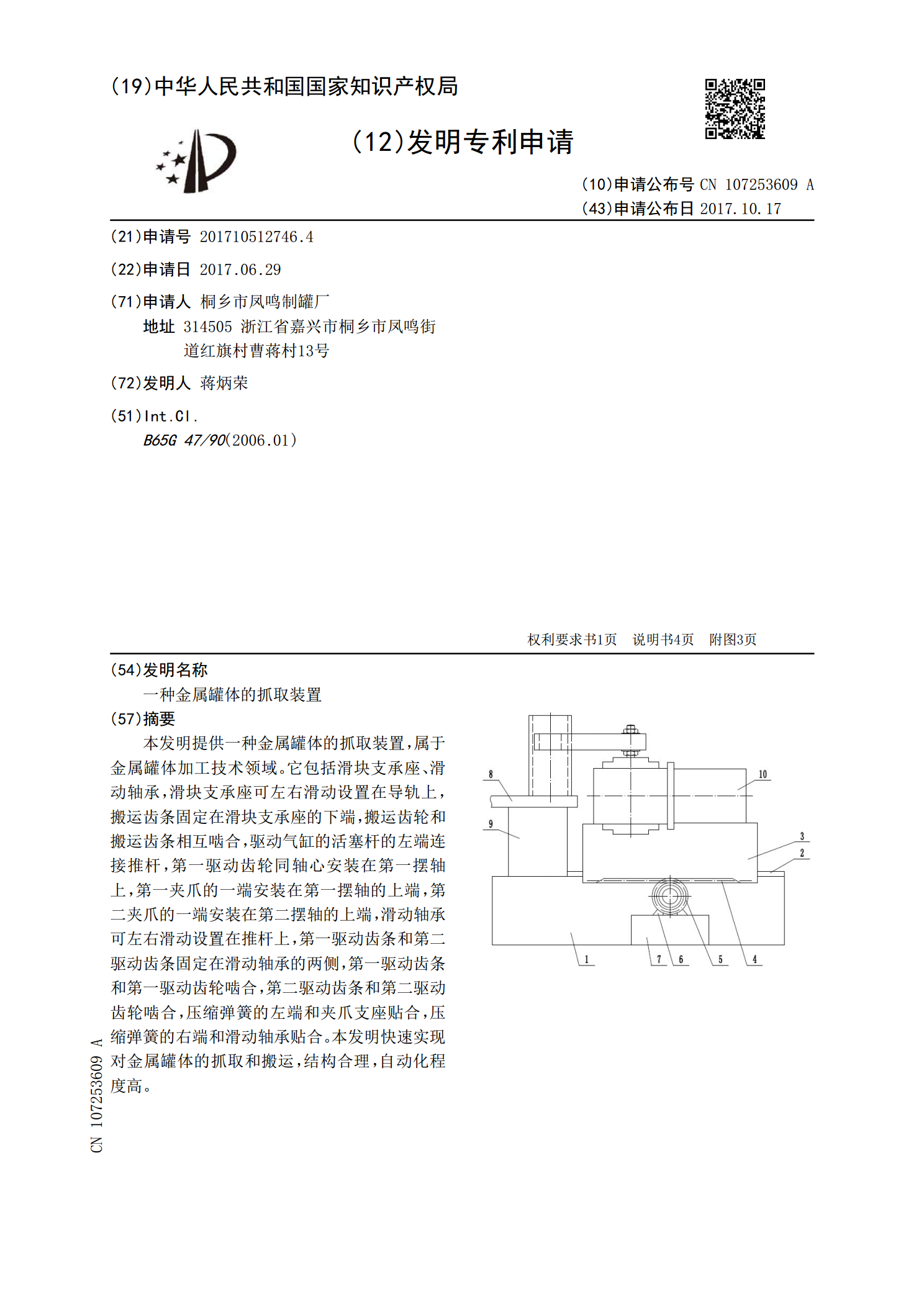
一种金属罐体的抓取装置.pdf
本发明提供一种金属罐体的抓取装置,属于金属罐体加工技术领域。它包括滑块支承座、滑动轴承,滑块支承座可左右滑动设置在导轨上,搬运齿条固定在滑块支承座的下端,搬运齿轮和搬运齿条相互啮合,驱动气缸的活塞杆的左端连接推杆,第一驱动齿轮同轴心安装在第一摆轴上,第一夹爪的一端安装在第一摆轴的上端,第二夹爪的一端安装在第二摆轴的上端,滑动轴承可左右滑动设置在推杆上,第一驱动齿条和第二驱动齿条固定在滑动轴承的两侧,第一驱动齿条和第一驱动齿轮啮合,第二驱动齿条和第二驱动齿轮啮合,压缩弹簧的左端和夹爪支座贴合,压缩弹簧的右端