
一种精密金属罐体整形装置.pdf

一只****呀淑


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种精密金属罐体整形装置.pdf
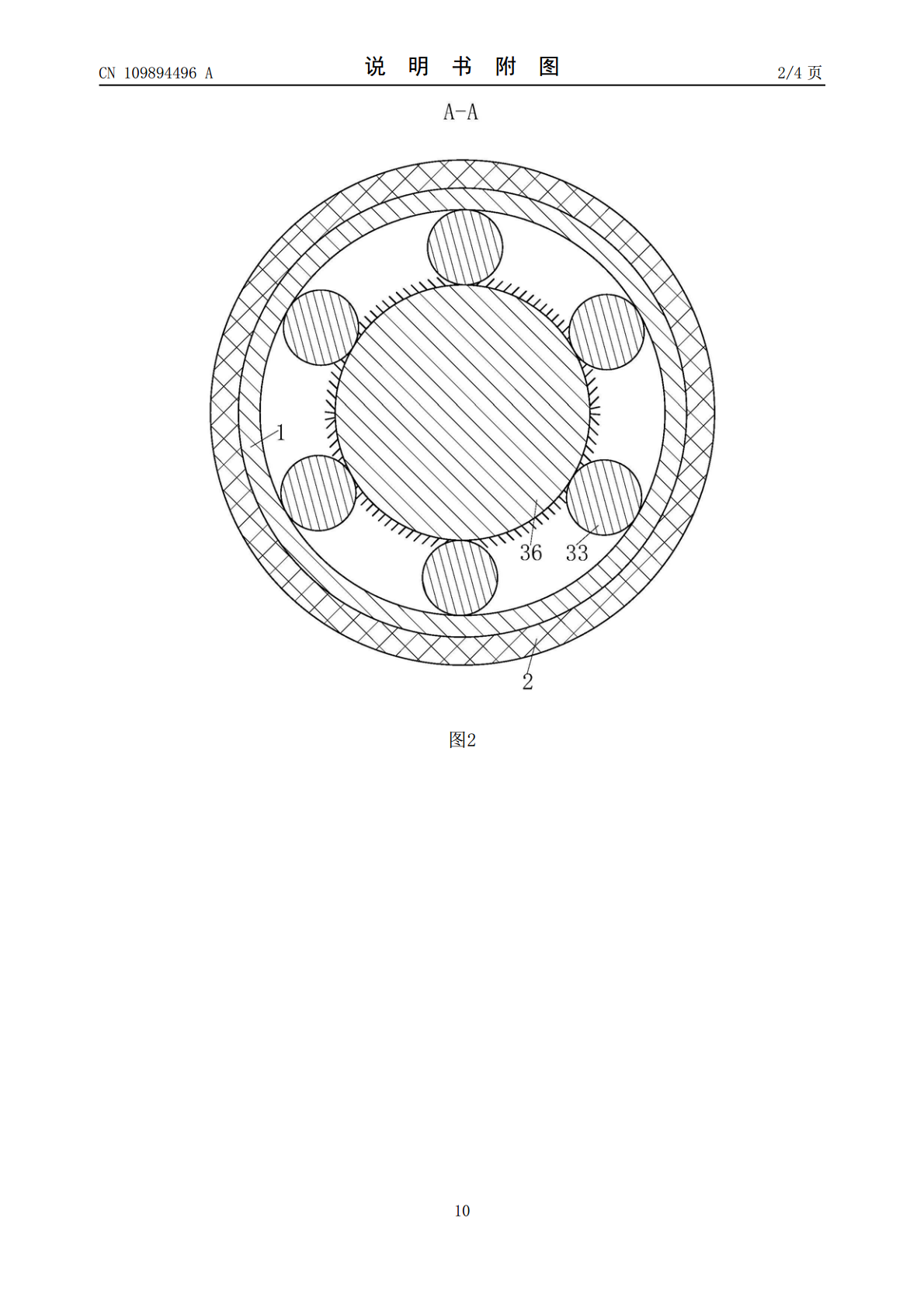
本发明属于金属整形设备技术领域,具体涉及一种精密金属罐体整形装置,包括罐体、电磁筒、整形模块、伸缩模块和环形板;电磁筒固定安装在环形板上;罐体固定安装于电磁筒内;伸缩模块与整形模块上侧固定连接;整形模块包括一号固定盘、二号固定盘、滚轮、轴承、拨动板和电机;一号固定盘和二号固定盘之间通过若干个固定轴固定连接,一号固定盘位于二号固定盘上侧;一号固定盘和二号固定盘间通过六个均匀分布的滚轮连接,滚轮上端和下端分别设有一号凸起和二号凸起;拨动板为圆盘形,拨动板边缘设置为等角度的螺旋齿结构;电机与二号固定盘下表面固定
一种金属罐体的抓取装置.pdf
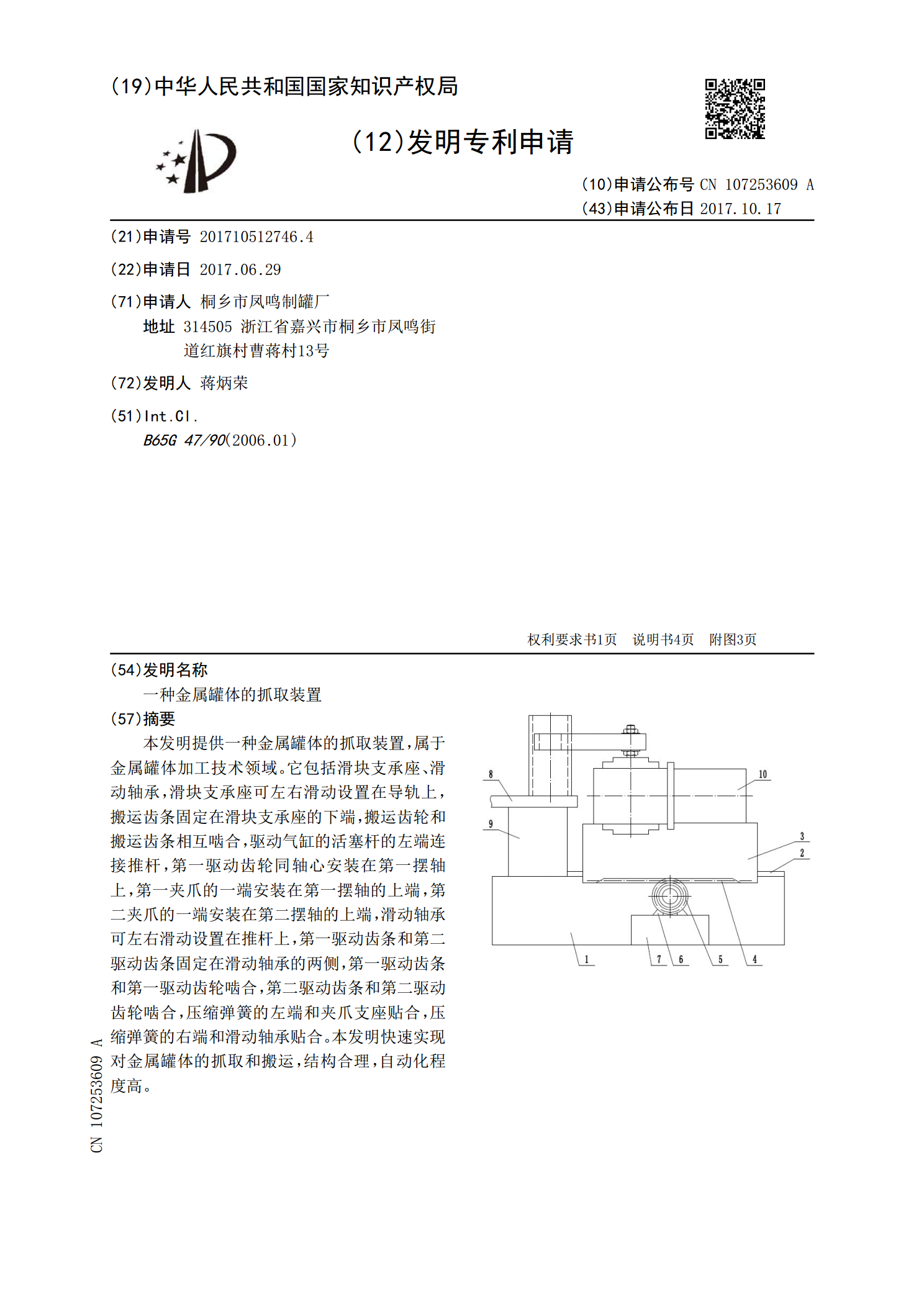
本发明提供一种金属罐体的抓取装置,属于金属罐体加工技术领域。它包括滑块支承座、滑动轴承,滑块支承座可左右滑动设置在导轨上,搬运齿条固定在滑块支承座的下端,搬运齿轮和搬运齿条相互啮合,驱动气缸的活塞杆的左端连接推杆,第一驱动齿轮同轴心安装在第一摆轴上,第一夹爪的一端安装在第一摆轴的上端,第二夹爪的一端安装在第二摆轴的上端,滑动轴承可左右滑动设置在推杆上,第一驱动齿条和第二驱动齿条固定在滑动轴承的两侧,第一驱动齿条和第一驱动齿轮啮合,第二驱动齿条和第二驱动齿轮啮合,压缩弹簧的左端和夹爪支座贴合,压缩弹簧的右端
一种金属罐体的定心夹紧装置.pdf
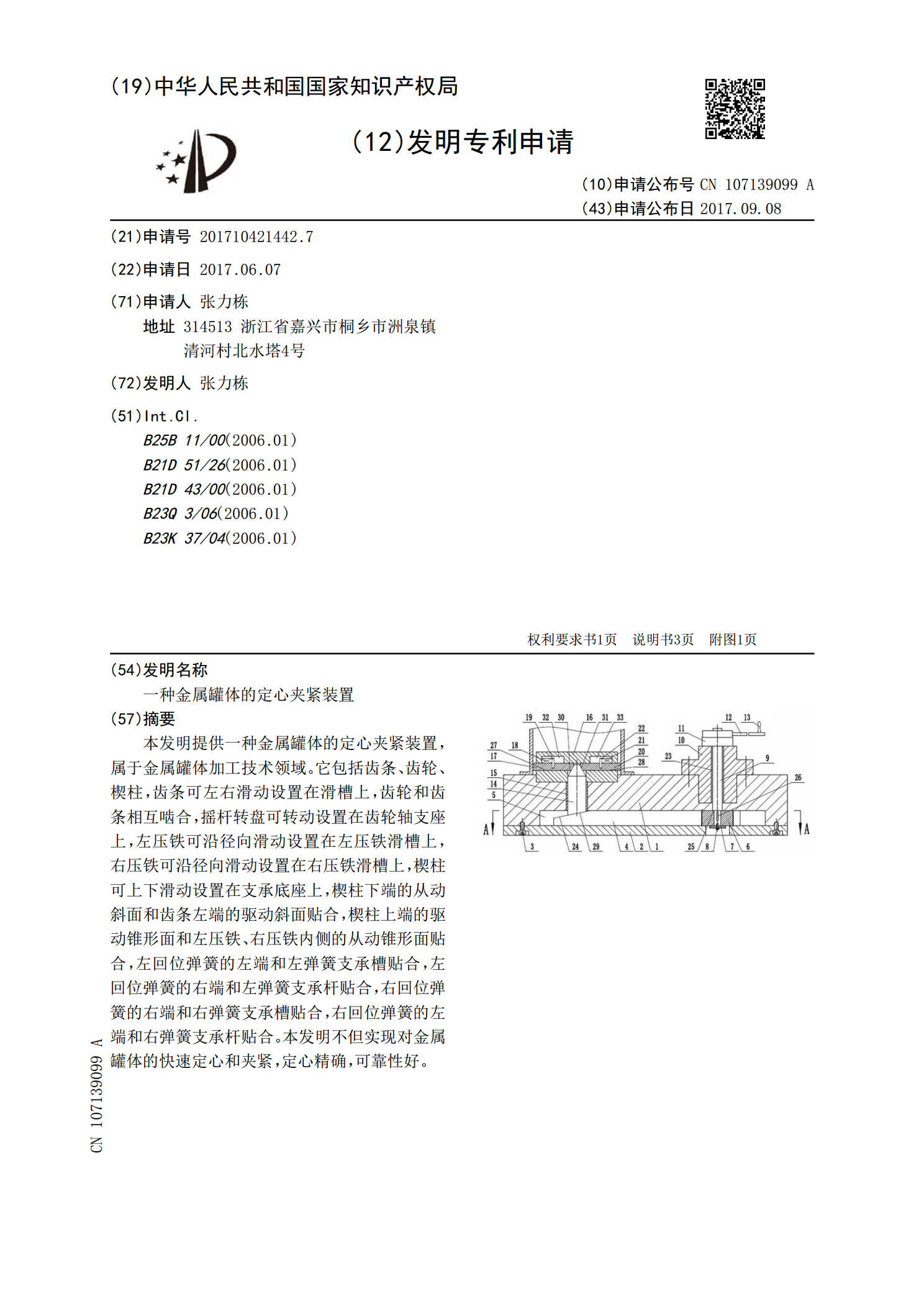
本发明提供一种金属罐体的定心夹紧装置,属于金属罐体加工技术领域。它包括齿条、齿轮、楔柱,齿条可左右滑动设置在滑槽上,齿轮和齿条相互啮合,摇杆转盘可转动设置在齿轮轴支座上,左压铁可沿径向滑动设置在左压铁滑槽上,右压铁可沿径向滑动设置在右压铁滑槽上,楔柱可上下滑动设置在支承底座上,楔柱下端的从动斜面和齿条左端的驱动斜面贴合,楔柱上端的驱动锥形面和左压铁、右压铁内侧的从动锥形面贴合,左回位弹簧的左端和左弹簧支承槽贴合,左回位弹簧的右端和左弹簧支承杆贴合,右回位弹簧的右端和右弹簧支承槽贴合,右回位弹簧的左端和右弹

一种开口金属桶整形装置.pdf
本发明公开了一种开口金属桶整形装置,包括外壳,外壳上端面固设有左右对称的支撑杆,支撑杆之间固设有第一电动伸缩杆,第一电动伸缩杆内固设有上下贯穿的气压管道,第一电动伸缩杆下端面固设有柔性块;设有柔性块、挤压块和填补箱,能实现金属桶的无创拿取,并将凹陷的部位挤压出去,然后液压带动挤压块将金属桶凸出的部位压回原位,填补箱将金属桶上缺少破损的部位补充完整,具有便捷、工作效率高、整形质量高的优点,还设有固定块和环形安装块,能够实现金属桶的固定和旋转,以便于进行打磨和填补工作,辅助完成金属桶的基本无切削处理,具有提高
一种精密连续冷冲模具的整形装置.pdf
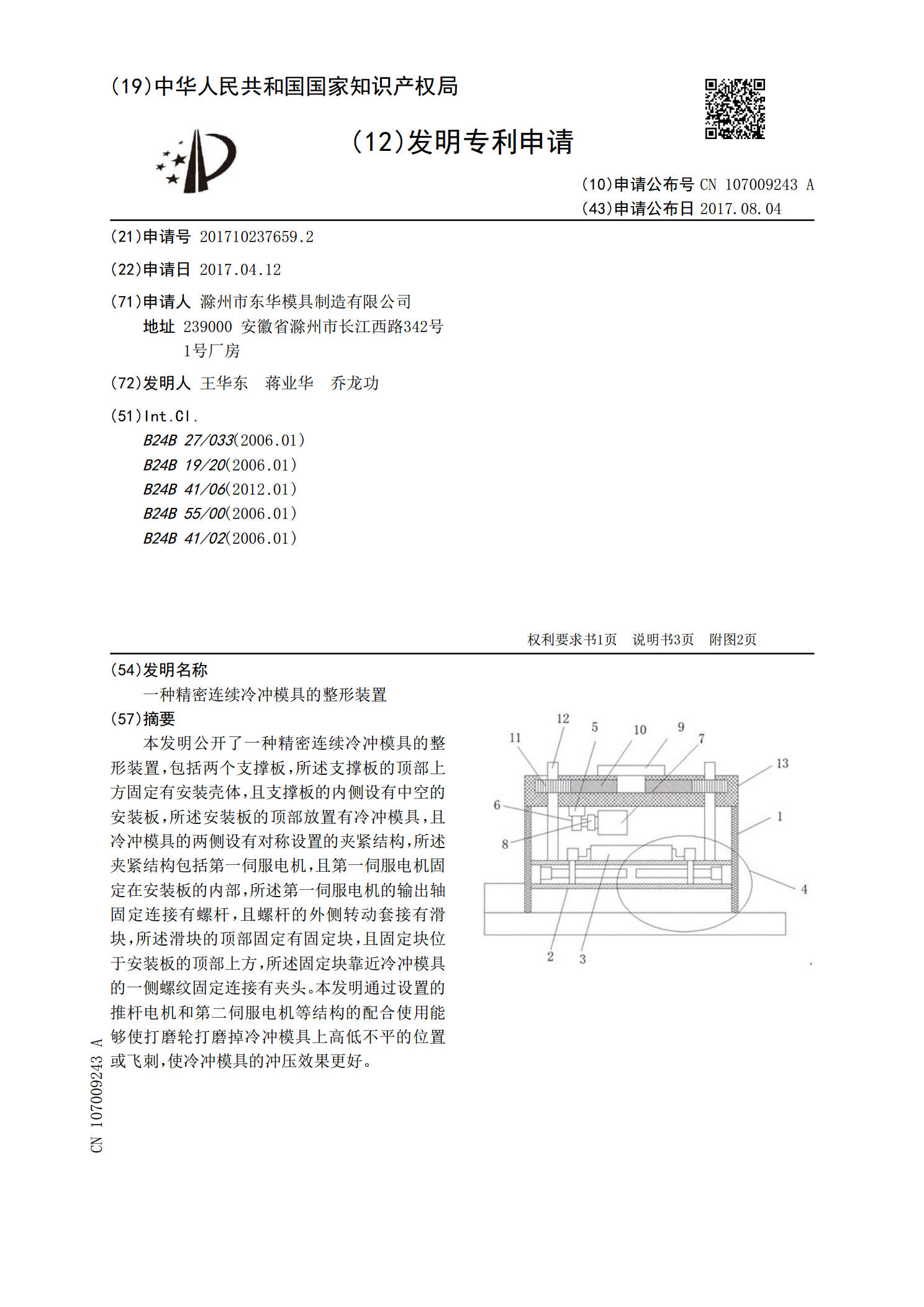
本发明公开了一种精密连续冷冲模具的整形装置,包括两个支撑板,所述支撑板的顶部上方固定有安装壳体,且支撑板的内侧设有中空的安装板,所述安装板的顶部放置有冷冲模具,且冷冲模具的两侧设有对称设置的夹紧结构,所述夹紧结构包括第一伺服电机,且第一伺服电机固定在安装板的内部,所述第一伺服电机的输出轴固定连接有螺杆,且螺杆的外侧转动套接有滑块,所述滑块的顶部固定有固定块,且固定块位于安装板的顶部上方,所述固定块靠近冷冲模具的一侧螺纹固定连接有夹头。本发明通过设置的推杆电机和第二伺服电机等结构的配合使用能够使打磨轮打磨掉