
一种防锈合金轮毂的制造方法.pdf

听容****55


1/7
2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防锈合金轮毂的制造方法.pdf
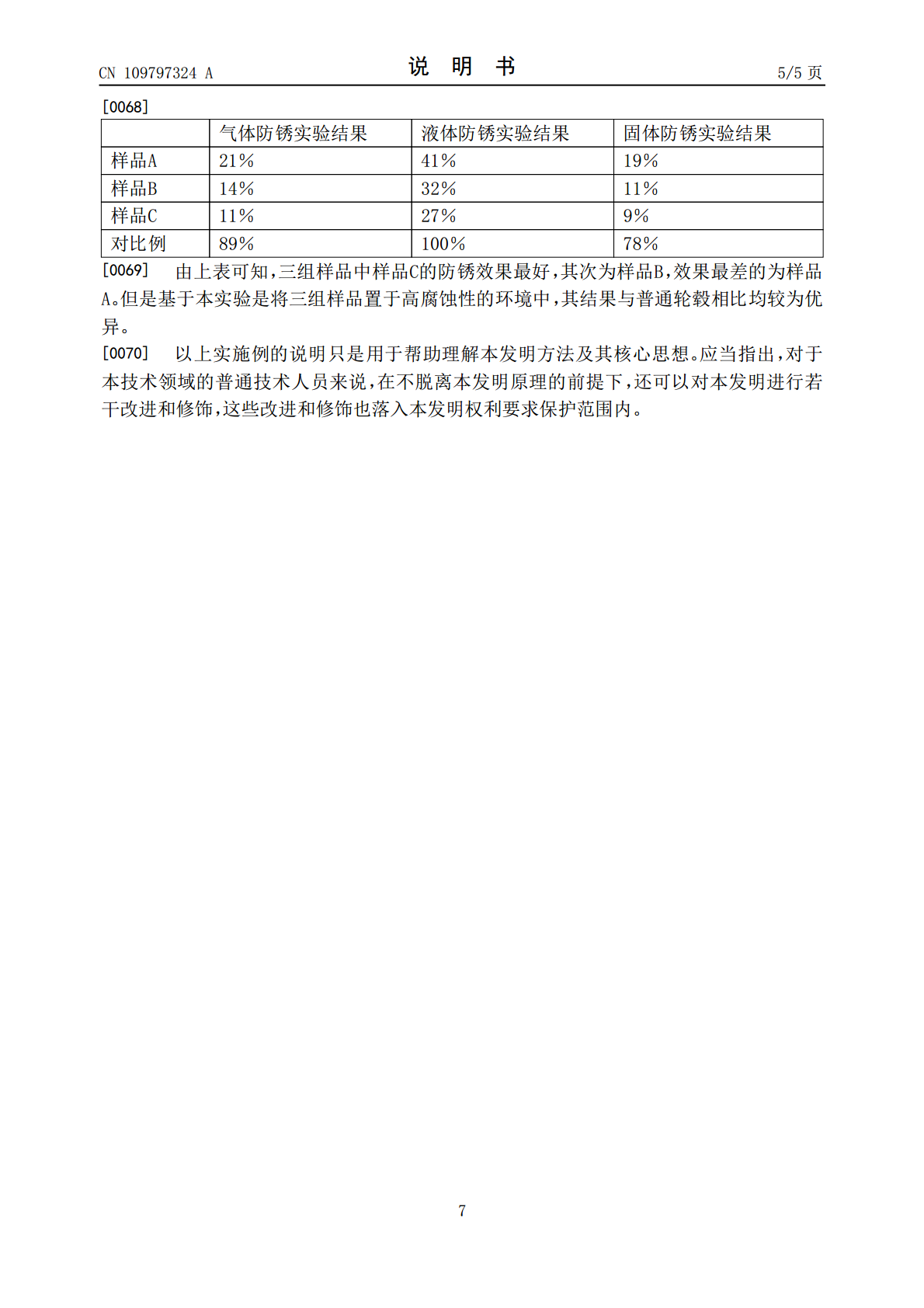
本发明属于汽车配件技术领域,特别是涉及一种防锈合金轮毂的制造方法。一种防锈合金轮毂的制造方法,包括以下步骤:A.将铝合金材料加热至液态,并于铝合金溶液中加入氧化锆,搅拌均匀;B.将步骤A所得溶液注入轮毂模具中并进行二道冷却,首道冷却温度为665℃‑670℃,二道冷却温度为室温;C.将冷却成型后的轮毂半成品从模具中脱离,将轮毂半成品的外侧朝下半浸没于蜡膜防锈油液体中一段时间后,取出静置;D.对步骤C所得的轮毂半成品内侧喷涂防锈液;E.对步骤D所得的轮毂半成品以活性炭进行整体镀膜,得到轮毂成品。本发明制造出的
一种防锈铝合金的制造方法.pdf
本发明涉及一种防锈铝合金的制造方法,制备方法步骤如下:(1)取料:取组成合金的化学成分,化学成分重量百分比如下:铝为40%~60%、铁为20%~25%、硅为5%~10%、铜为15%~26%、钛为2%~8%;(2)融炼:将步骤(1)中各成分均匀投入高温感应炉中,将温度设定为800~1200℃,通入氧气,氧气的浓度为50~70%,使得感应炉的压强为110~160Pa,进行熔炼,随后将温度降低到700~900℃,加入氢氧化钠4.3~5.4%搅拌随后加入氯化铜棒体进行搅拌,熔炼后取出氧化铜棒浇铸得到合金锭;(3)
一种铝合金轮毂制造方法.pdf
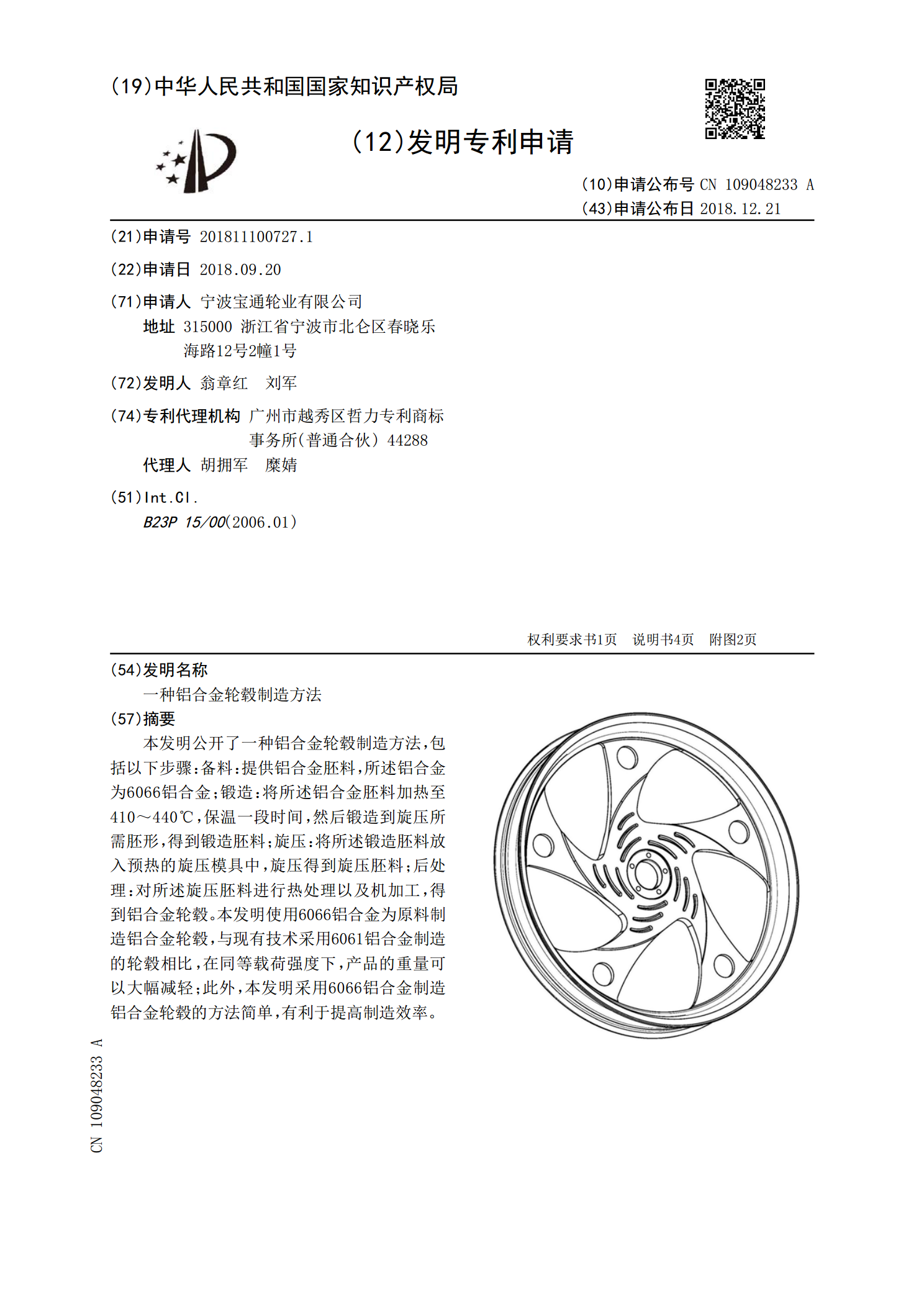
本发明公开了一种铝合金轮毂制造方法,包括以下步骤:备料:提供铝合金胚料,所述铝合金为6066铝合金;锻造:将所述铝合金胚料加热至410~440℃,保温一段时间,然后锻造到旋压所需胚形,得到锻造胚料;旋压:将所述锻造胚料放入预热的旋压模具中,旋压得到旋压胚料;后处理:对所述旋压胚料进行热处理以及机加工,得到铝合金轮毂。本发明使用6066铝合金为原料制造铝合金轮毂,与现有技术采用6061铝合金制造的轮毂相比,在同等载荷强度下,产品的重量可以大幅减轻;此外,本发明采用6066铝合金制造铝合金轮毂的方法简单,有利
一种铝合金轮毂制造方法.pdf
本发明涉及汽车零部件领域,特别是一种铝合金轮毂制造方法,其采用的低压铸造工艺包括如下步骤:a)将铝合金材料进行熔炼得到铝液;b)将铝液温度调整到730‑760℃,细化处理;c)将步骤b)中的铝液经过除气之后进行保温;d)使铝液升液并充满模具型腔,然后进行保压;e)开模,取出铸件,进行固溶处理加不完全人工时效热处理;本发明通过先对铝合金熔炼铝液进行变质改良处理,再对铝液、模具的温度进行精准控制,最后对铸件进行特殊的热处理工艺,机加工同步采取刀具的调整,经加工涂装后使得到的铝合金轮毂不会出现强度不够又有白斑的
一种铝合金轮毂制造方法.pdf
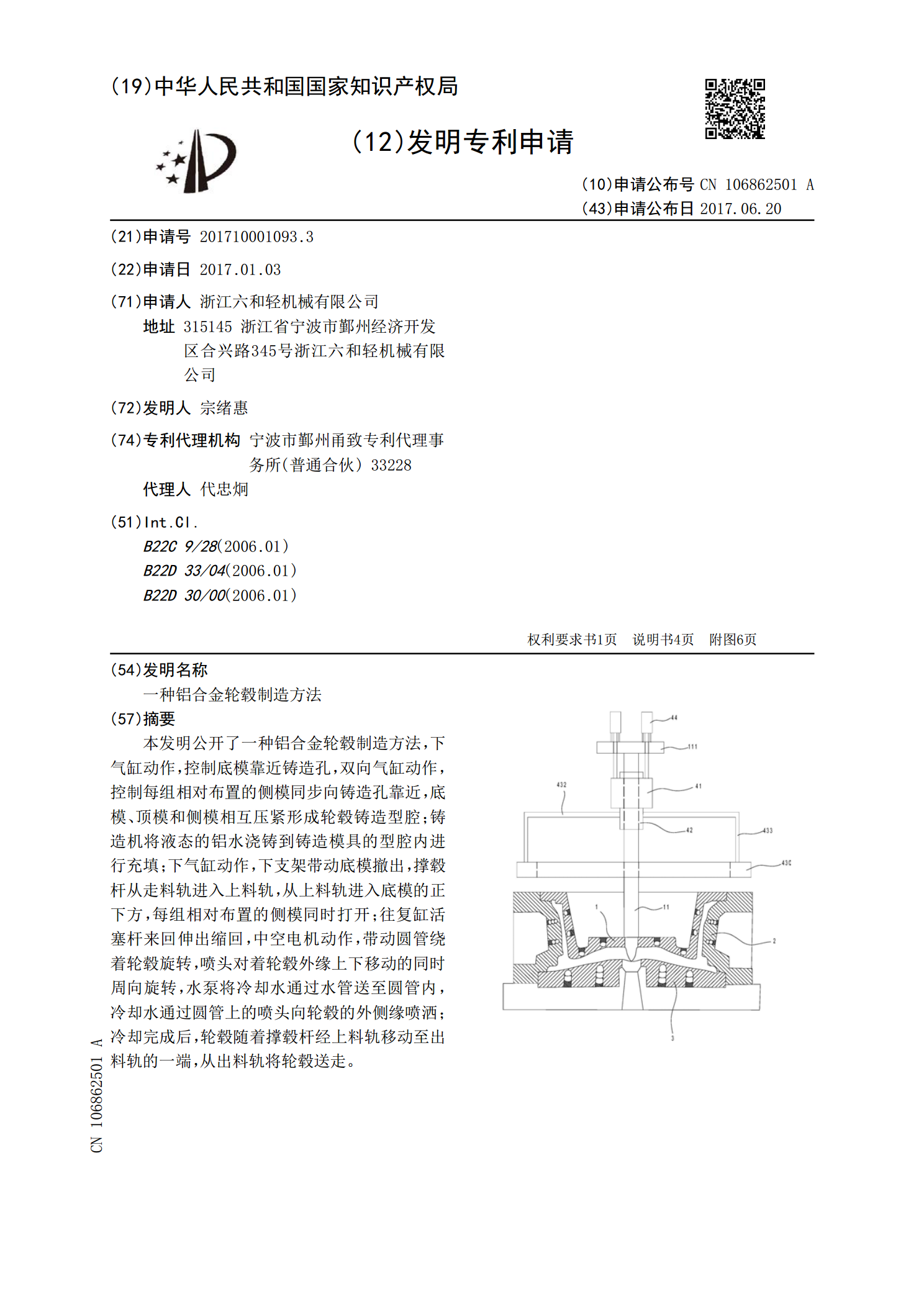
本发明公开了一种铝合金轮毂制造方法,下气缸动作,控制底模靠近铸造孔,双向气缸动作,控制每组相对布置的侧模同步向铸造孔靠近,底模、顶模和侧模相互压紧形成轮毂铸造型腔;铸造机将液态的铝水浇铸到铸造模具的型腔内进行充填;下气缸动作,下支架带动底模撤出,撑毂杆从走料轨进入上料轨,从上料轨进入底模的正下方,每组相对布置的侧模同时打开;往复缸活塞杆来回伸出缩回,中空电机动作,带动圆管绕着轮毂旋转,喷头对着轮毂外缘上下移动的同时周向旋转,水泵将冷却水通过水管送至圆管内,冷却水通过圆管上的喷头向轮毂的外侧缘喷洒;冷却完成