
一种铝合金轮毂制造方法.pdf

An****70

1/7
2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金轮毂制造方法.pdf
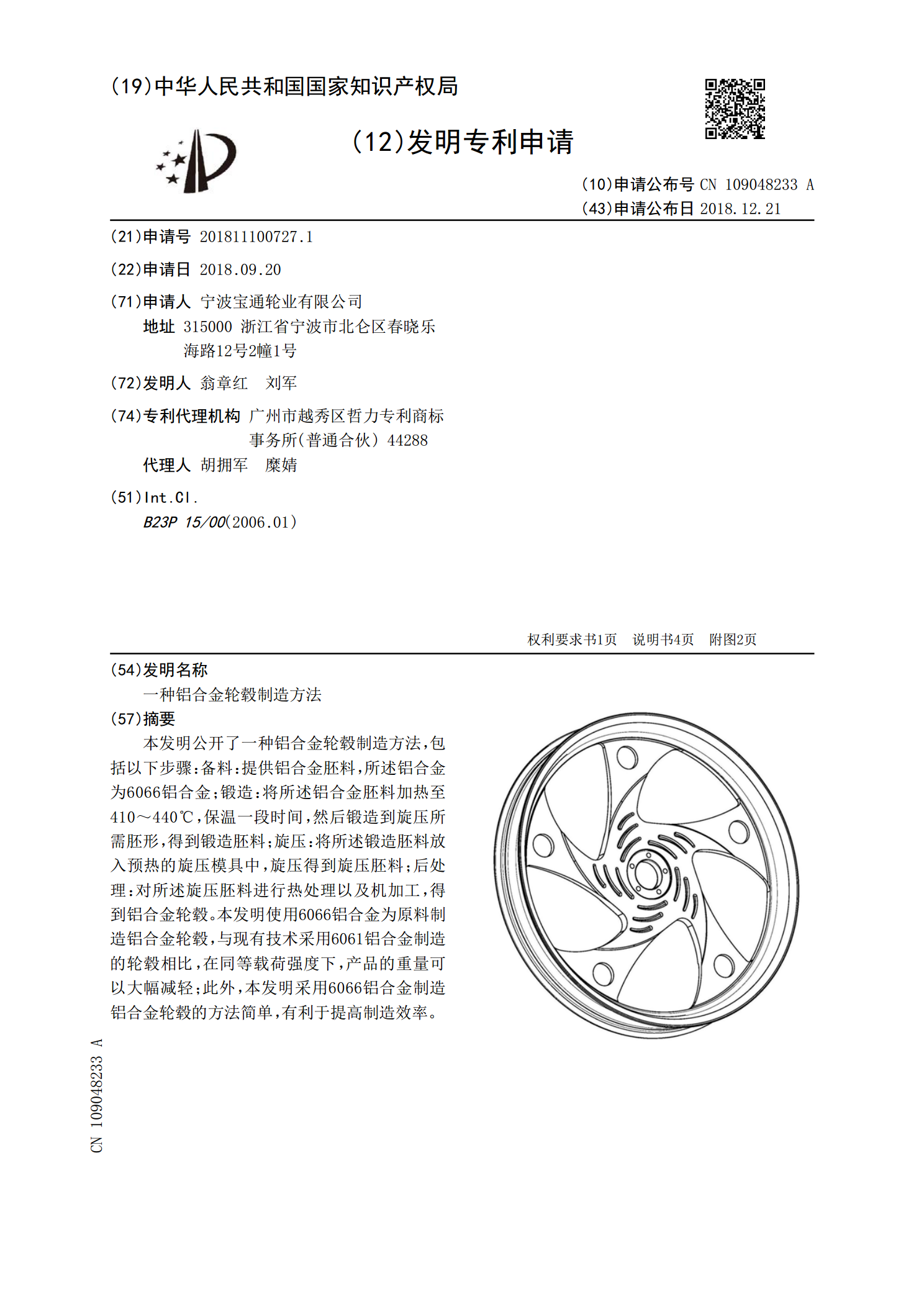
本发明公开了一种铝合金轮毂制造方法,包括以下步骤:备料:提供铝合金胚料,所述铝合金为6066铝合金;锻造:将所述铝合金胚料加热至410~440℃,保温一段时间,然后锻造到旋压所需胚形,得到锻造胚料;旋压:将所述锻造胚料放入预热的旋压模具中,旋压得到旋压胚料;后处理:对所述旋压胚料进行热处理以及机加工,得到铝合金轮毂。本发明使用6066铝合金为原料制造铝合金轮毂,与现有技术采用6061铝合金制造的轮毂相比,在同等载荷强度下,产品的重量可以大幅减轻;此外,本发明采用6066铝合金制造铝合金轮毂的方法简单,有利
一种铝合金轮毂制造方法.pdf
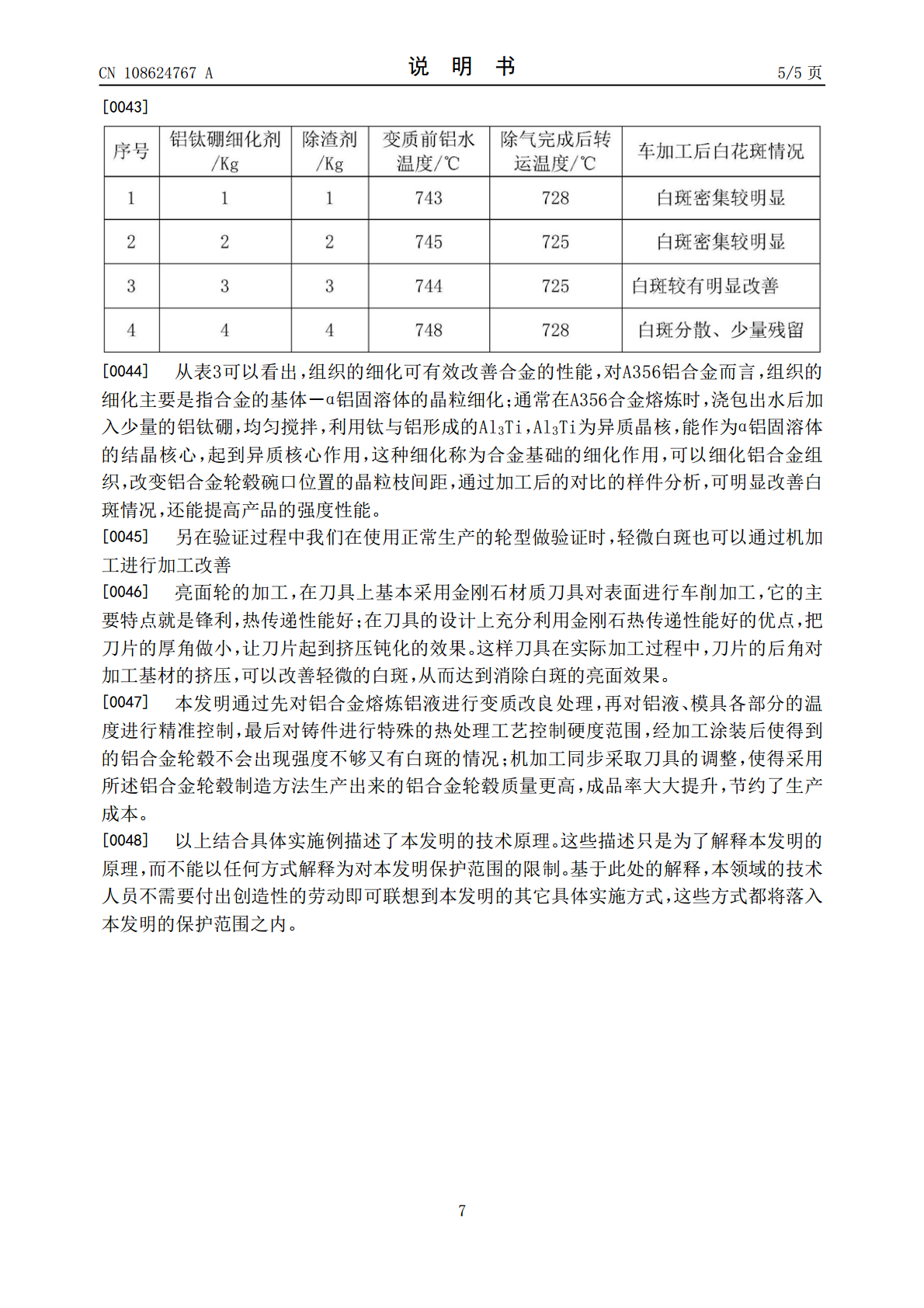
本发明涉及汽车零部件领域,特别是一种铝合金轮毂制造方法,其采用的低压铸造工艺包括如下步骤:a)将铝合金材料进行熔炼得到铝液;b)将铝液温度调整到730‑760℃,细化处理;c)将步骤b)中的铝液经过除气之后进行保温;d)使铝液升液并充满模具型腔,然后进行保压;e)开模,取出铸件,进行固溶处理加不完全人工时效热处理;本发明通过先对铝合金熔炼铝液进行变质改良处理,再对铝液、模具的温度进行精准控制,最后对铸件进行特殊的热处理工艺,机加工同步采取刀具的调整,经加工涂装后使得到的铝合金轮毂不会出现强度不够又有白斑的
一种铝合金轮毂制造方法.pdf
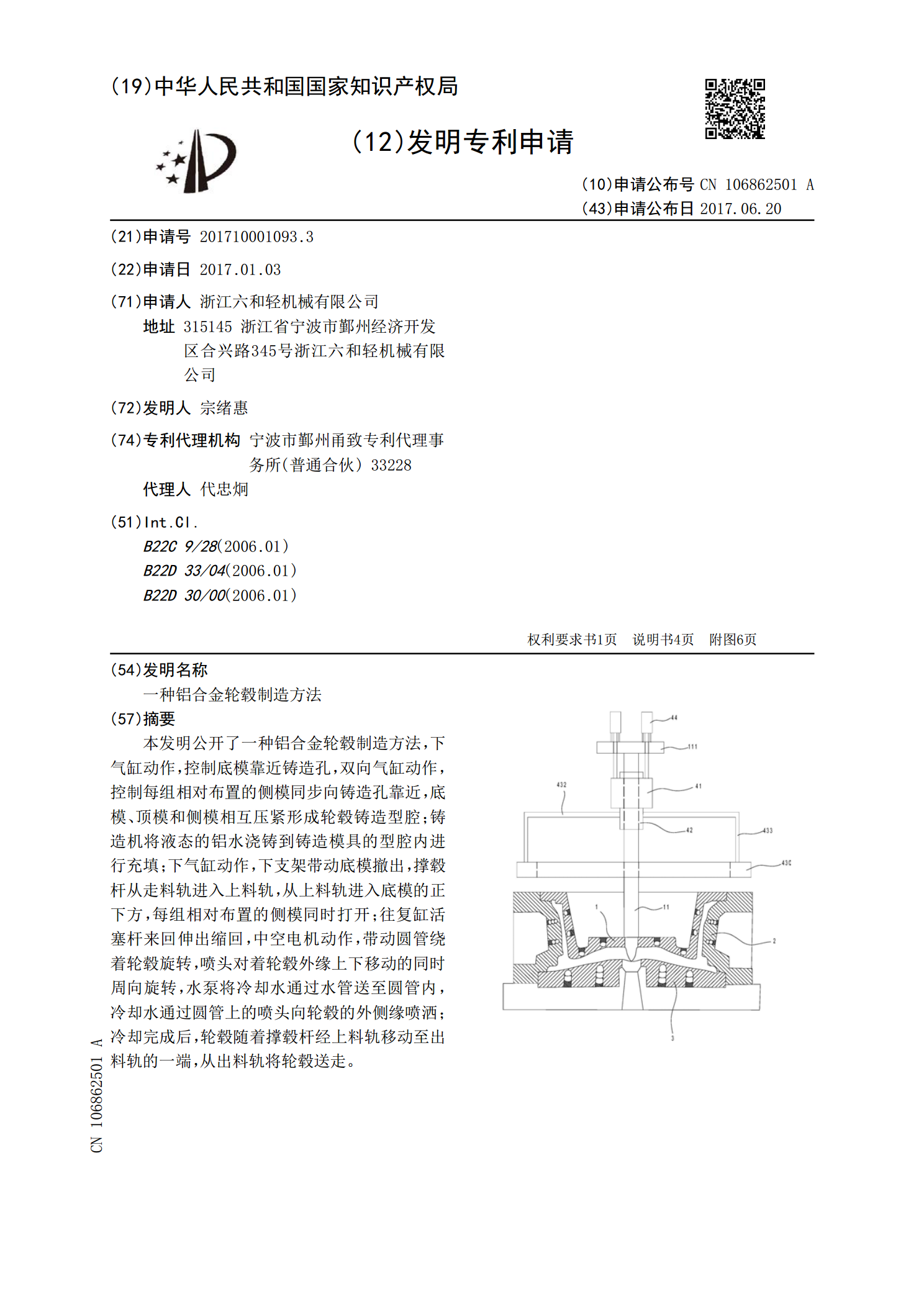
本发明公开了一种铝合金轮毂制造方法,下气缸动作,控制底模靠近铸造孔,双向气缸动作,控制每组相对布置的侧模同步向铸造孔靠近,底模、顶模和侧模相互压紧形成轮毂铸造型腔;铸造机将液态的铝水浇铸到铸造模具的型腔内进行充填;下气缸动作,下支架带动底模撤出,撑毂杆从走料轨进入上料轨,从上料轨进入底模的正下方,每组相对布置的侧模同时打开;往复缸活塞杆来回伸出缩回,中空电机动作,带动圆管绕着轮毂旋转,喷头对着轮毂外缘上下移动的同时周向旋转,水泵将冷却水通过水管送至圆管内,冷却水通过圆管上的喷头向轮毂的外侧缘喷洒;冷却完成

一种汽车铝合金轮毂的制造方法.pdf
本发明公开了一种汽车铝合金轮毂的制造方法,其特征在于:包括以下步骤:(1)、制造轮辋和轮辐;(2)、在转轴上安装跟随转轴转动的支撑装置,该支撑装置包括有可径向伸展从而对轮毂内壁进行支撑的支撑盘;(3)、将轮辋的一侧套入支撑装置,将轮辐压紧在轮辋的另一侧上,轮辐和轮辋之间形成需要连接的焊缝;(4)、支撑盘径向撑开,对轮毂内壁的焊缝进行垫实;(5)、采用搅拌摩擦焊接方法对轮辋和轮辐进行环向焊接。从而提供了一种汽车铝合金轮毂的制造方法,其不仅能够降低传统轮毂制造难度,而且具有生产效率高、能量消耗低、生产过程无污
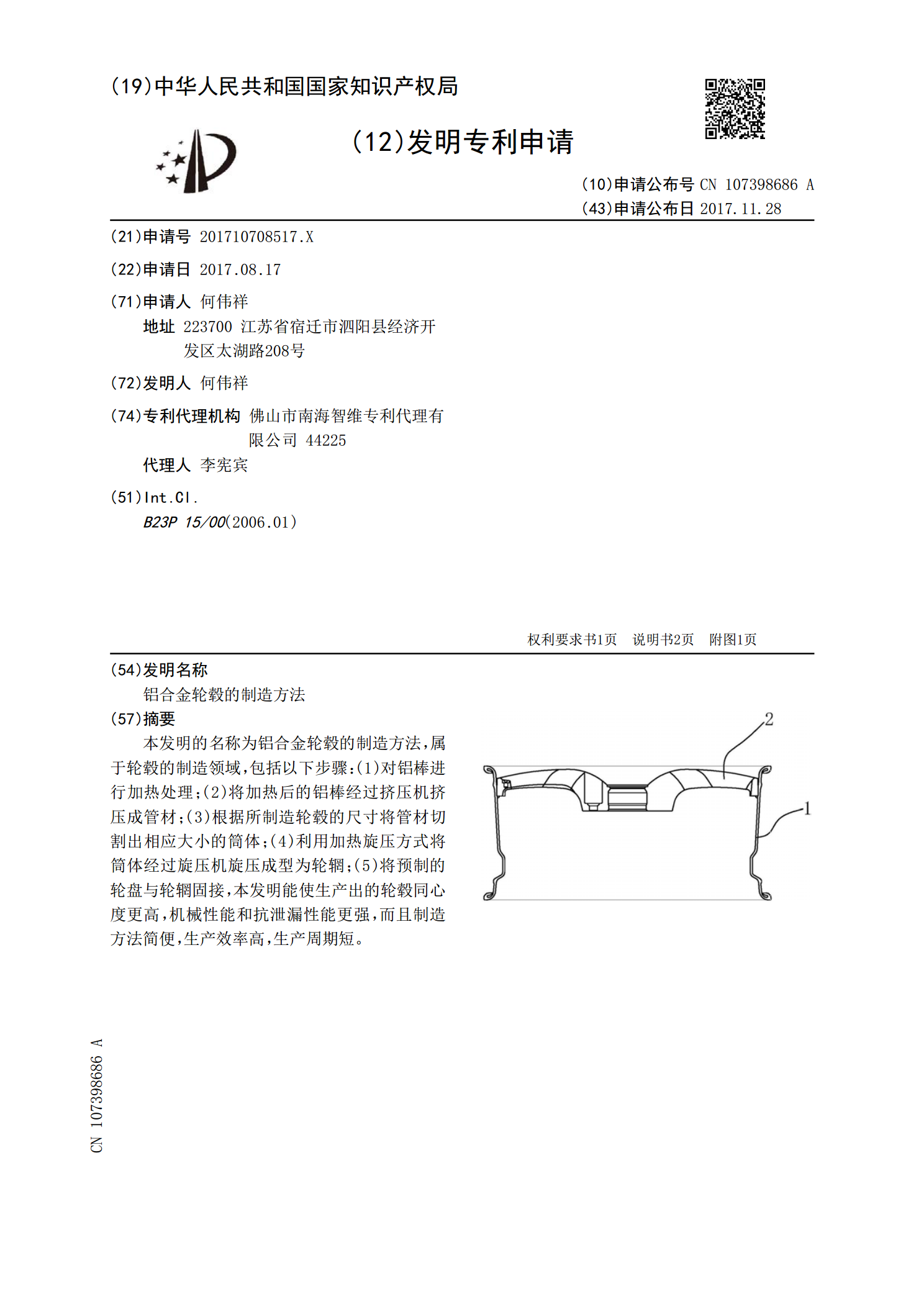
铝合金轮毂的制造方法.pdf
本发明的名称为铝合金轮毂的制造方法,属于轮毂的制造领域,包括以下步骤:(1)对铝棒进行加热处理;(2)将加热后的铝棒经过挤压机挤压成管材;(3)根据所制造轮毂的尺寸将管材切割出相应大小的筒体;(4)利用加热旋压方式将筒体经过旋压机旋压成型为轮辋;(5)将预制的轮盘与轮辋固接,本发明能使生产出的轮毂同心度更高,机械性能和抗泄漏性能更强,而且制造方法简便,生产效率高,生产周期短。