
离心铸造装置以及离心铸造方法.pdf

猫巷****婉慧

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
离心铸造装置以及离心铸造方法.pdf
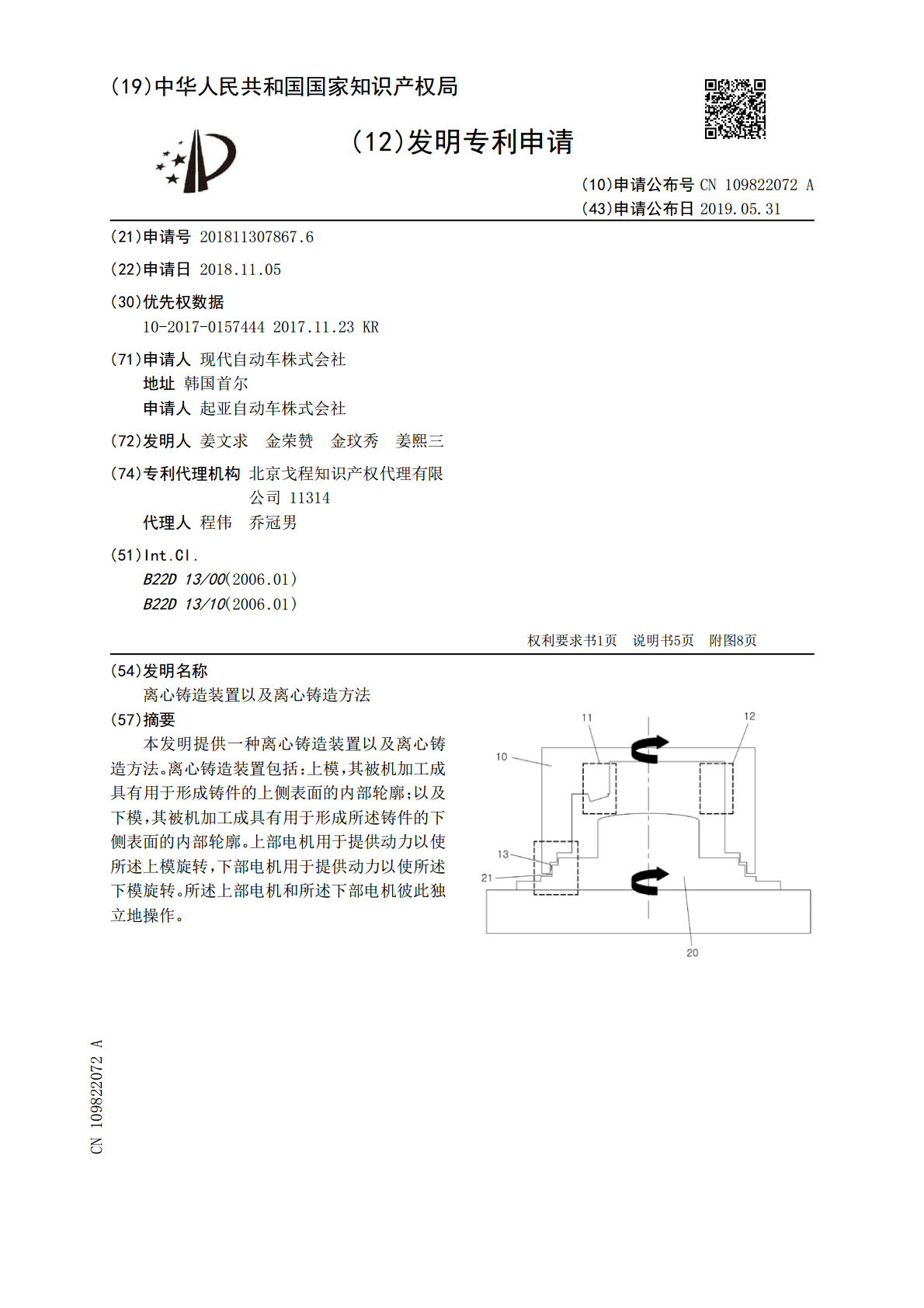
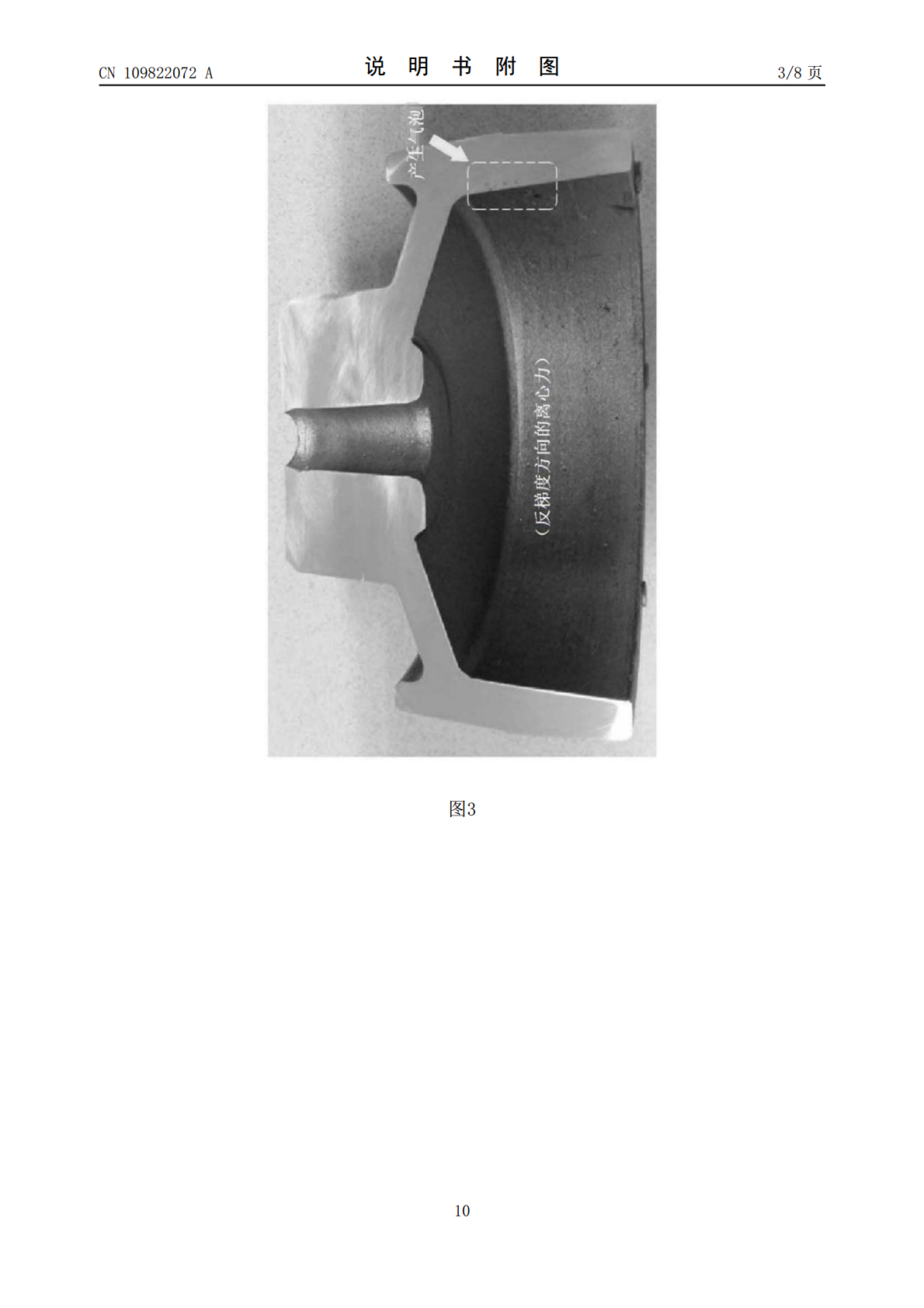
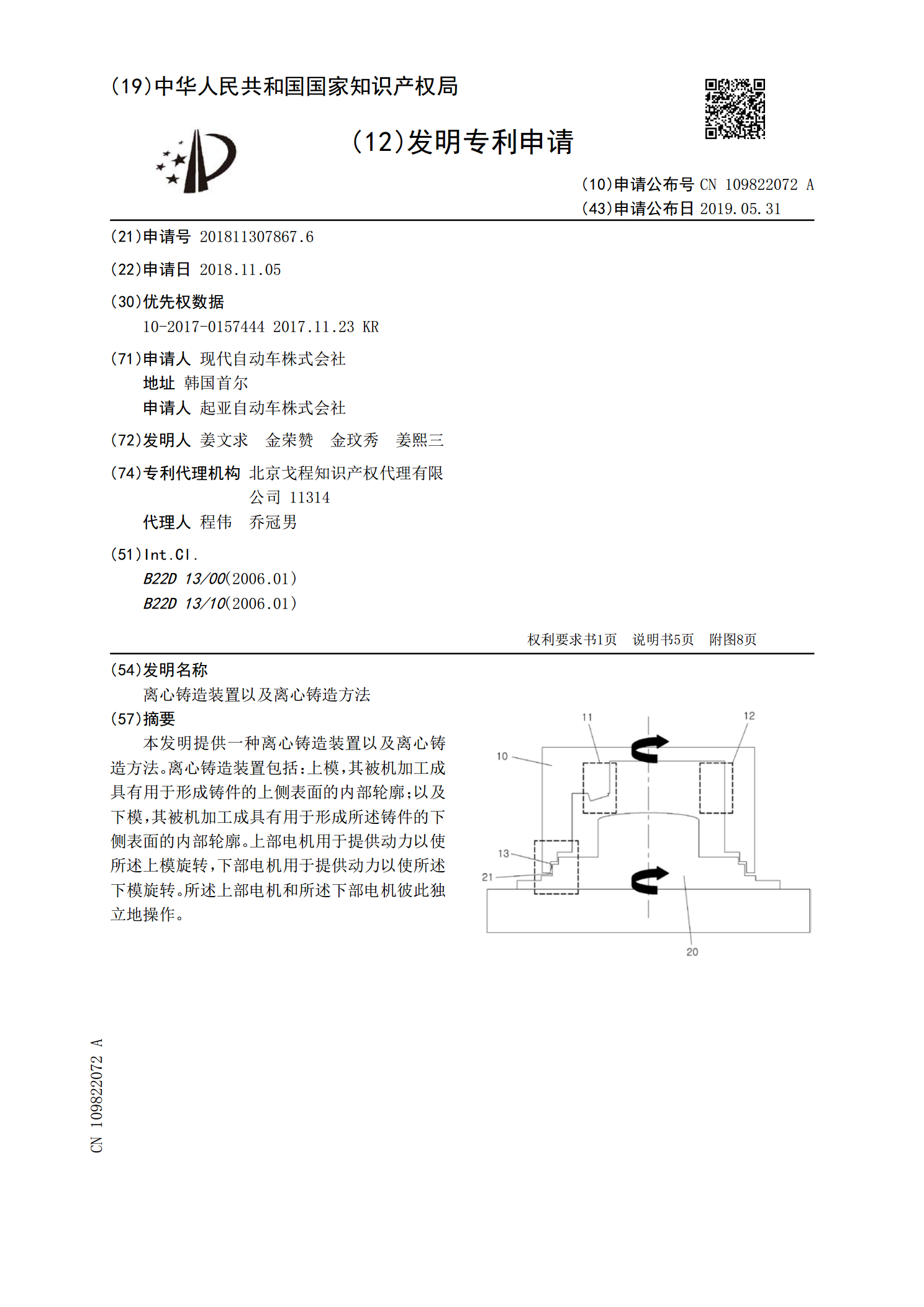
本发明提供一种离心铸造装置以及离心铸造方法。离心铸造装置包括:上模,其被机加工成具有用于形成铸件的上侧表面的内部轮廓;以及下模,其被机加工成具有用于形成所述铸件的下侧表面的内部轮廓。上部电机用于提供动力以使所述上模旋转,下部电机用于提供动力以使所述下模旋转。所述上部电机和所述下部电机彼此独立地操作。
离心铸造装置.pdf
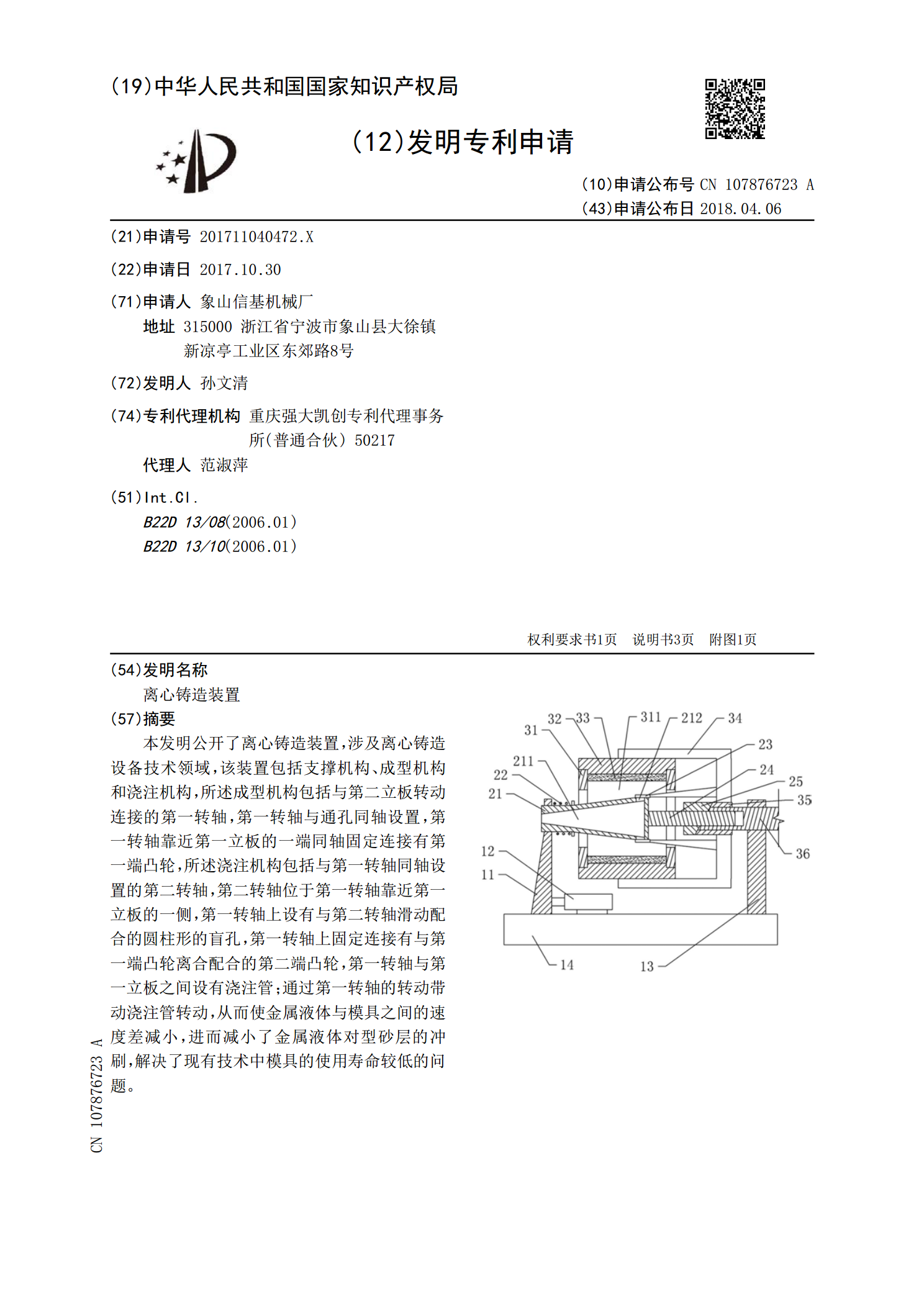
本发明公开了离心铸造装置,涉及离心铸造设备技术领域,该装置包括支撑机构、成型机构和浇注机构,所述成型机构包括与第二立板转动连接的第一转轴,第一转轴与通孔同轴设置,第一转轴靠近第一立板的一端同轴固定连接有第一端凸轮,所述浇注机构包括与第一转轴同轴设置的第二转轴,第二转轴位于第一转轴靠近第一立板的一侧,第一转轴上设有与第二转轴滑动配合的圆柱形的盲孔,第一转轴上固定连接有与第一端凸轮离合配合的第二端凸轮,第一转轴与第一立板之间设有浇注管;通过第一转轴的转动带动浇注管转动,从而使金属液体与模具之间的速度差减小,进
双轴离心搅拌铸造装置以及混合金属熔炼铸造方法.pdf
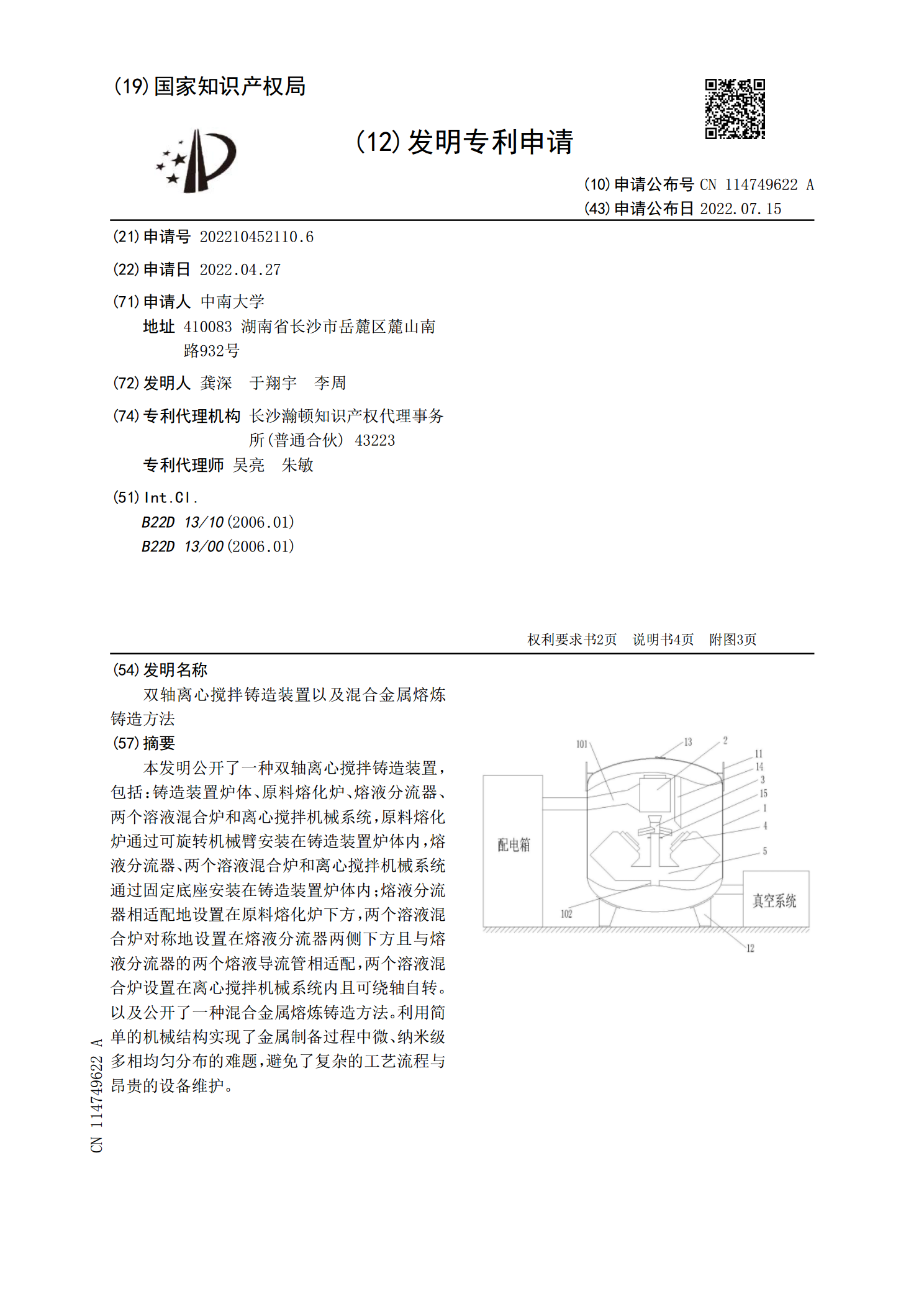
本发明公开了一种双轴离心搅拌铸造装置,包括:铸造装置炉体、原料熔化炉、熔液分流器、两个溶液混合炉和离心搅拌机械系统,原料熔化炉通过可旋转机械臂安装在铸造装置炉体内,熔液分流器、两个溶液混合炉和离心搅拌机械系统通过固定底座安装在铸造装置炉体内;熔液分流器相适配地设置在原料熔化炉下方,两个溶液混合炉对称地设置在熔液分流器两侧下方且与熔液分流器的两个熔液导流管相适配,两个溶液混合炉设置在离心搅拌机械系统内且可绕轴自转。以及公开了一种混合金属熔炼铸造方法。利用简单的机械结构实现了金属制备过程中微、纳米级多相均匀分

铸造用锅炉离心铸造检测铸造装置.pdf
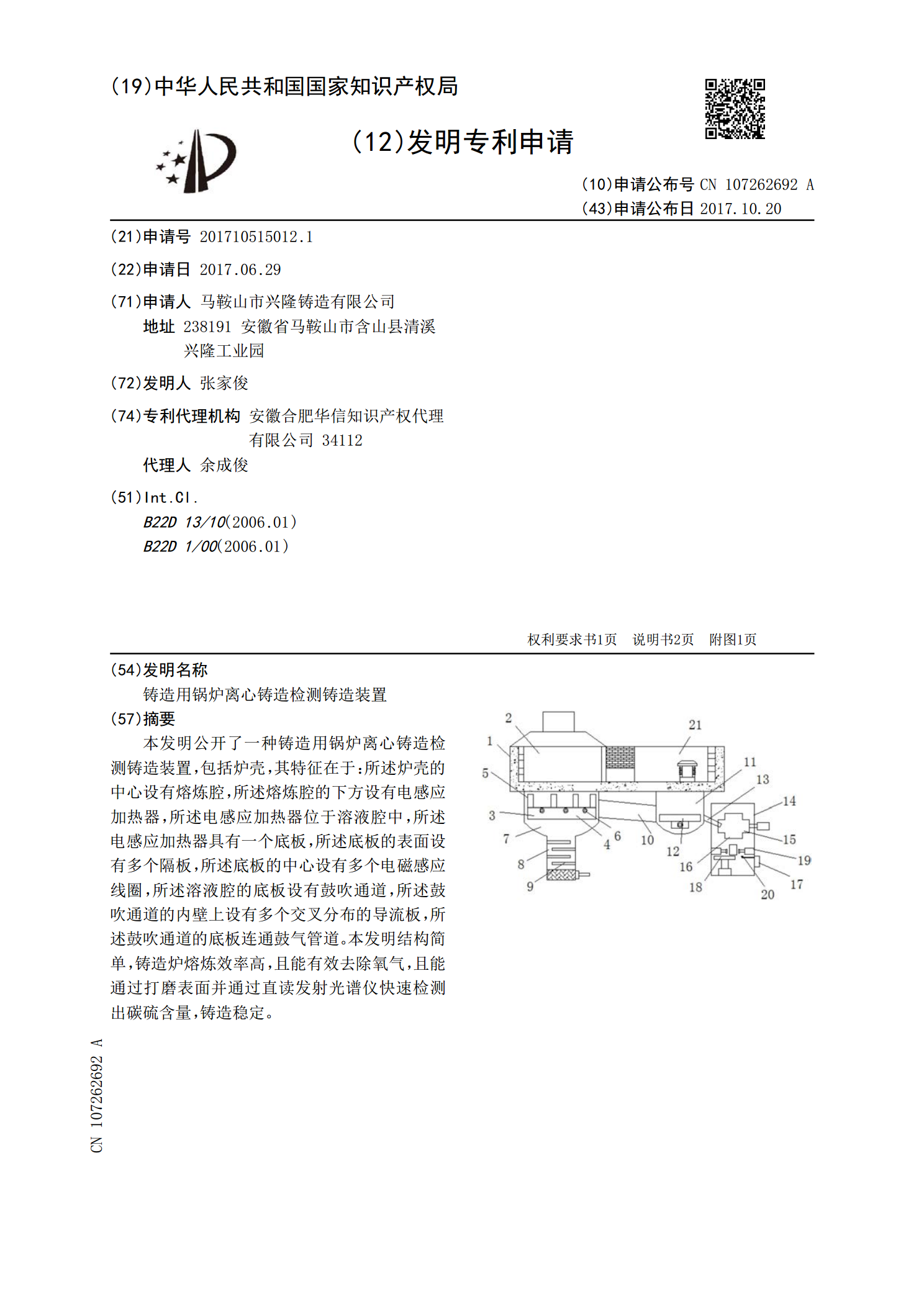
本发明公开了一种铸造用锅炉离心铸造检测铸造装置,包括炉壳,其特征在于:所述炉壳的中心设有熔炼腔,所述熔炼腔的下方设有电感应加热器,所述电感应加热器位于溶液腔中,所述电感应加热器具有一个底板,所述底板的表面设有多个隔板,所述底板的中心设有多个电磁感应线圈,所述溶液腔的底板设有鼓吹通道,所述鼓吹通道的内壁上设有多个交叉分布的导流板,所述鼓吹通道的底板连通鼓气管道。本发明结构简单,铸造炉熔炼效率高,且能有效去除氧气,且能通过打磨表面并通过直读发射光谱仪快速检测出碳硫含量,铸造稳定。
铸造用锅炉离心铸造检测铸造装置.pdf
本发明公开了一种铸造用锅炉离心铸造检测铸造装置,包括炉壳,其特征在于:所述炉壳的中心设有熔炼腔,所述熔炼腔的下方设有电感应加热器,所述电感应加热器位于溶液腔中,所述电感应加热器具有一个底板,所述底板的表面设有多个隔板,所述底板的中心设有多个电磁感应线圈,所述溶液腔的底板设有鼓吹通道,所述鼓吹通道的内壁上设有多个交叉分布的导流板,所述鼓吹通道的底板连通鼓气管道。本发明结构简单,铸造炉熔炼效率高,且能有效去除氧气,且能通过打磨表面并通过直读发射光谱仪快速检测出碳硫含量,铸造稳定。