
用于连续制造板形复合工件的方法.pdf

一条****贺6


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于连续制造板形复合工件的方法.pdf
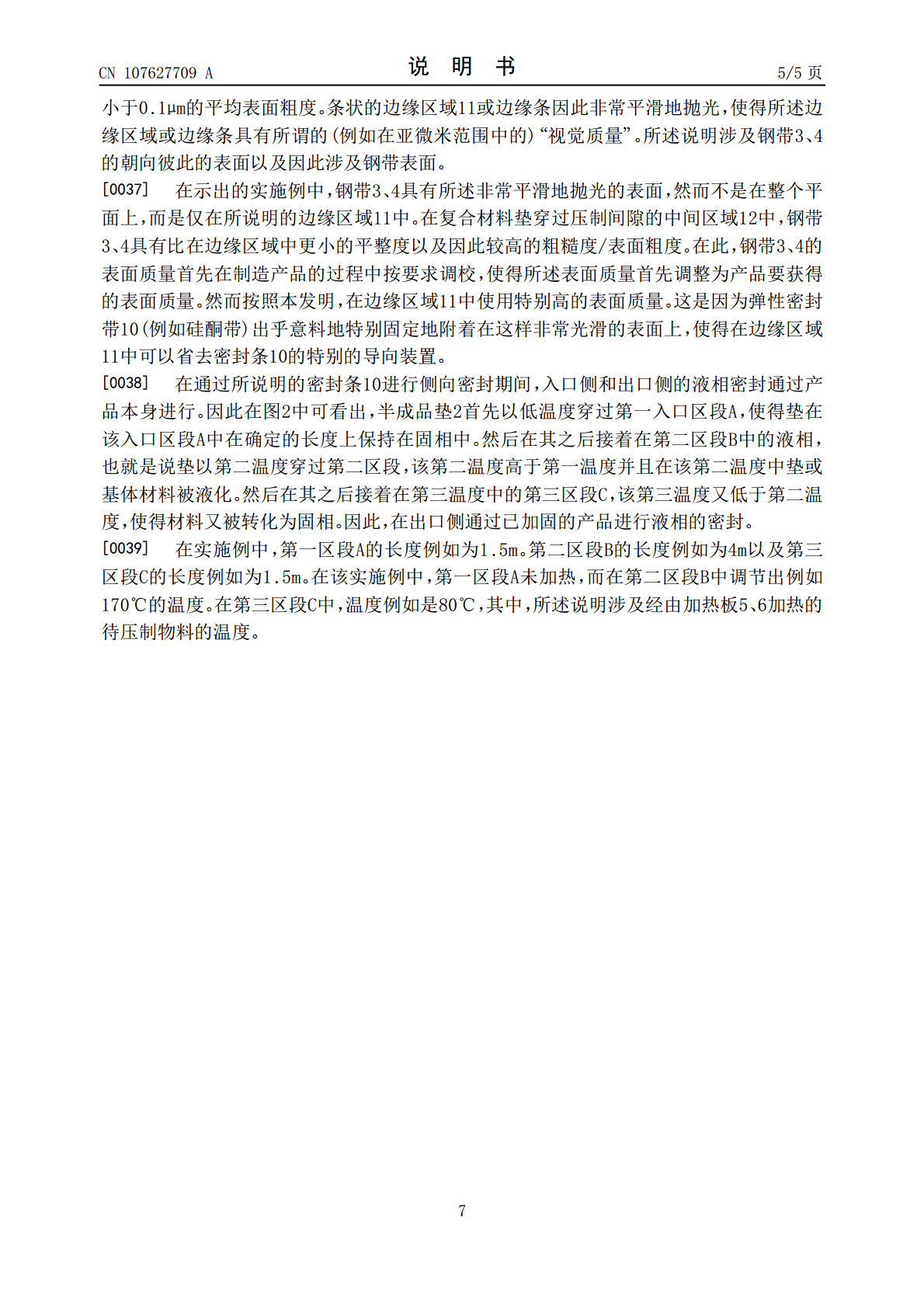
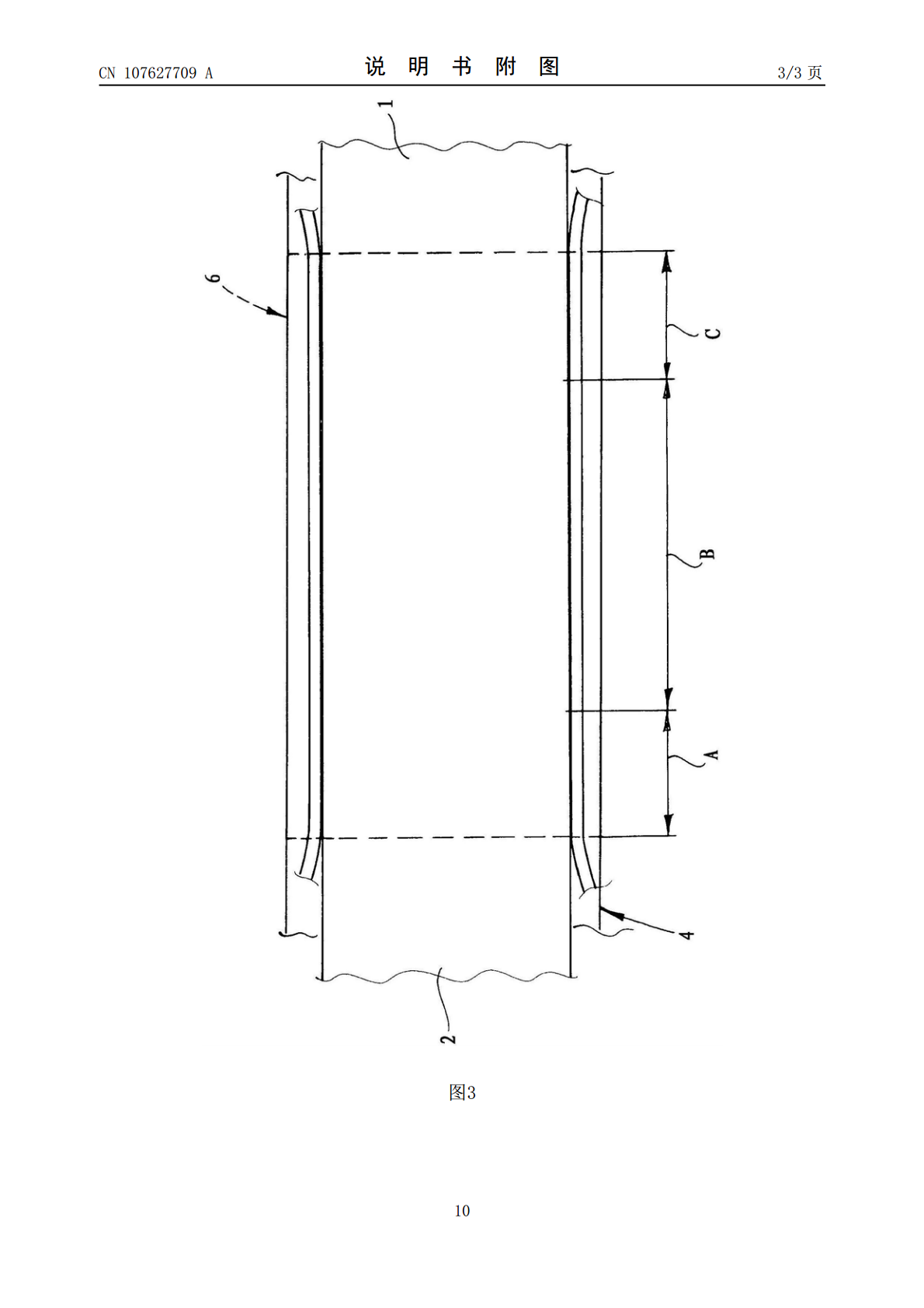
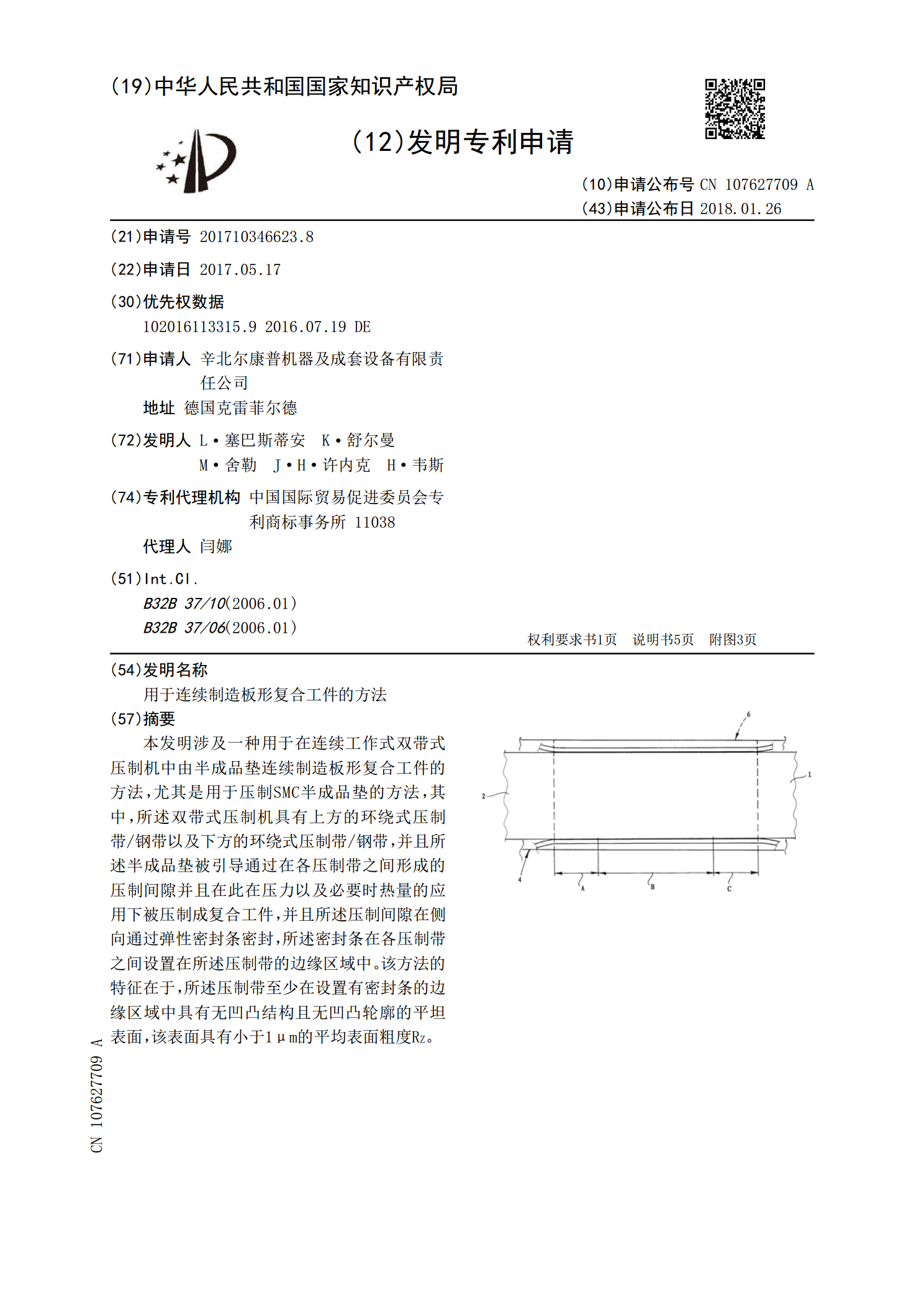
本发明涉及一种用于在连续工作式双带式压制机中由半成品垫连续制造板形复合工件的方法,尤其是用于压制SMC半成品垫的方法,其中,所述双带式压制机具有上方的环绕式压制带/钢带以及下方的环绕式压制带/钢带,并且所述半成品垫被引导通过在各压制带之间形成的压制间隙并且在此在压力以及必要时热量的应用下被压制成复合工件,并且所述压制间隙在侧向通过弹性密封条密封,所述密封条在各压制带之间设置在所述压制带的边缘区域中。该方法的特征在于,所述压制带至少在设置有密封条的边缘区域中具有无凹凸结构且无凹凸轮廓的平坦表面,该表面具有小

由板形材料制造工件的方法.pdf
本发明设计采用机床(11)的分离装置利用分离工序由板形材料(15)制造工件(21)的方法,所述分离装置具有能够至少沿着Y方向移动的加工头(13)以及用于所述板形材料(15)的工件支座(14),所述工件支座包括第一支承台(31)和第二支承台(32),所述第一支承台和第二支承台分别具有支承表面(38、39),所述第一支承台(31)和所述第二支承台(32)能够彼此相对通过形成一切割间隙(36)地布置,所述切割间隙位于所述加工头(13)的加工区域(30)下方,所述两个支承台(31、32)中的至少一个形成具有能够沿
用于在棒形的工件处制造工件面的方法.pdf
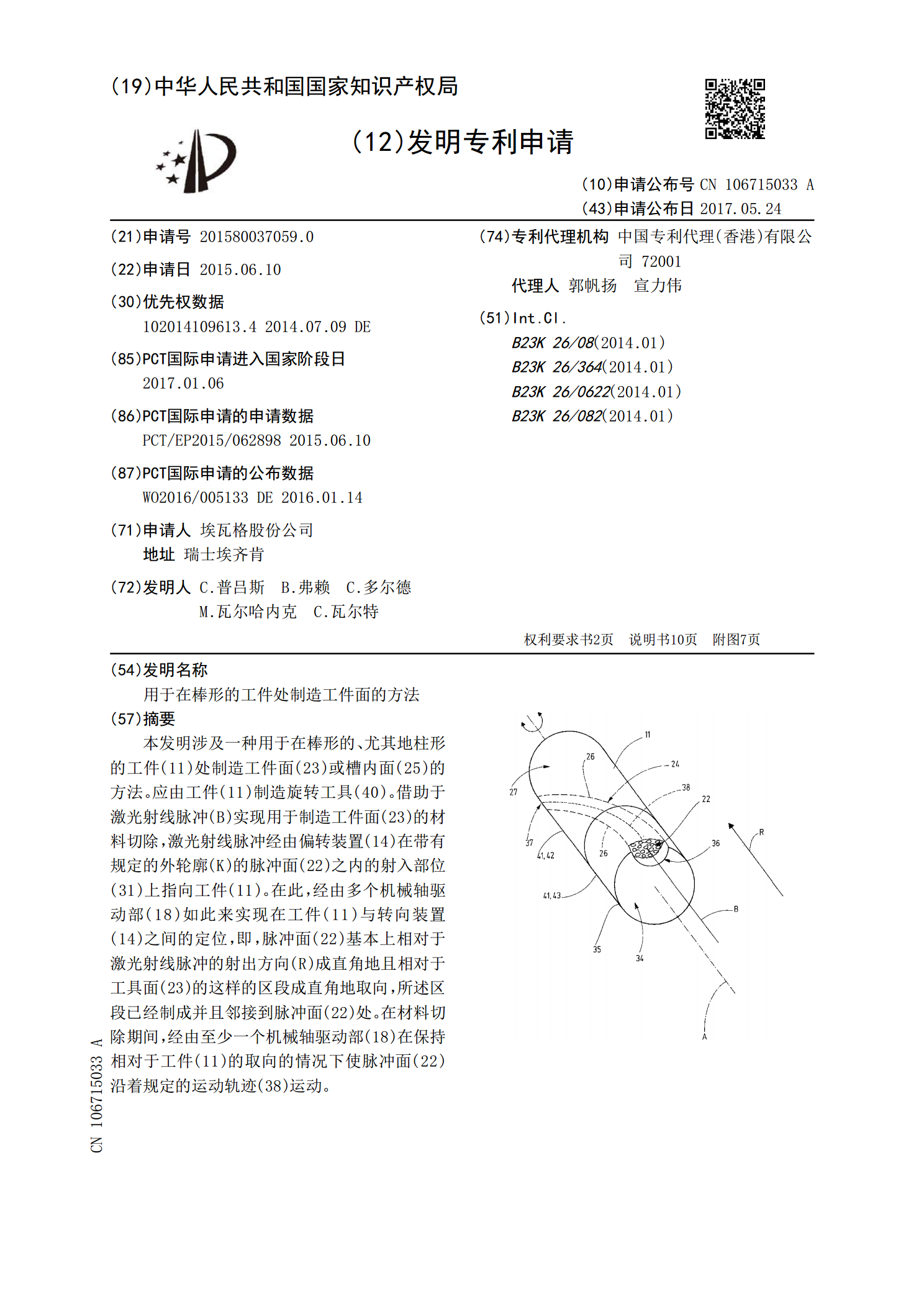
本发明涉及一种用于在棒形的、尤其地柱形的工件(11)处制造工件面(23)或槽内面(25)的方法。应由工件(11)制造旋转工具(40)。借助于激光射线脉冲(B)实现用于制造工件面(23)的材料切除,激光射线脉冲经由偏转装置(14)在带有规定的外轮廓(K)的脉冲面(22)之内的射入部位(31)上指向工件(11)。在此,经由多个机械轴驱动部(18)如此来实现在工件(11)与转向装置(14)之间的定位,即,脉冲面(22)基本上相对于激光射线脉冲的射出方向(R)成直角地且相对于工具面(23)的这样的区段成直角地取向
复合工件,复合工件制造方法和复合工件与探测装置组成的系统.pdf
本发明提出一种具有至少一个金属覆盖层和一个非金属核心层的复合工件,其中,金属覆盖层和非金属核心层彼此叠加地连接,其中,金属覆盖层在标记区域中其朝向非金属核心层一侧上具有轮廓,尤其是用于复合工件的标记的表面轮廓。

板形工件加工的方法.pdf
公开了一种用于将板形工件自弹性可变形的材料进行分离加工的方法,其中,两个工件部分得以彼此分离在于两个工件部分最初未完全地彼此分离,留下将两个工件部分彼此相连的至少一个连接筋;以及两个工件部分然后通过去除由连接筋产生的连接而彼此完全地分离。至少一个连接筋被创建为挠性承载部,挠性承载部将两个工件部分彼此相连,以使得两个工件部分由于连接筋的弹性变形抵抗着恢复力的作用而彼此相对能够移动。公开了一种用于从弹性可变形的材料对板形工件进行加工的方法,前述方法被执行。在这种情况中,在两个工件部分的未完全分离之后并在它们的