
电梯曳引轮铸造工艺.pdf

小代****回来


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电梯曳引轮铸造工艺.pdf
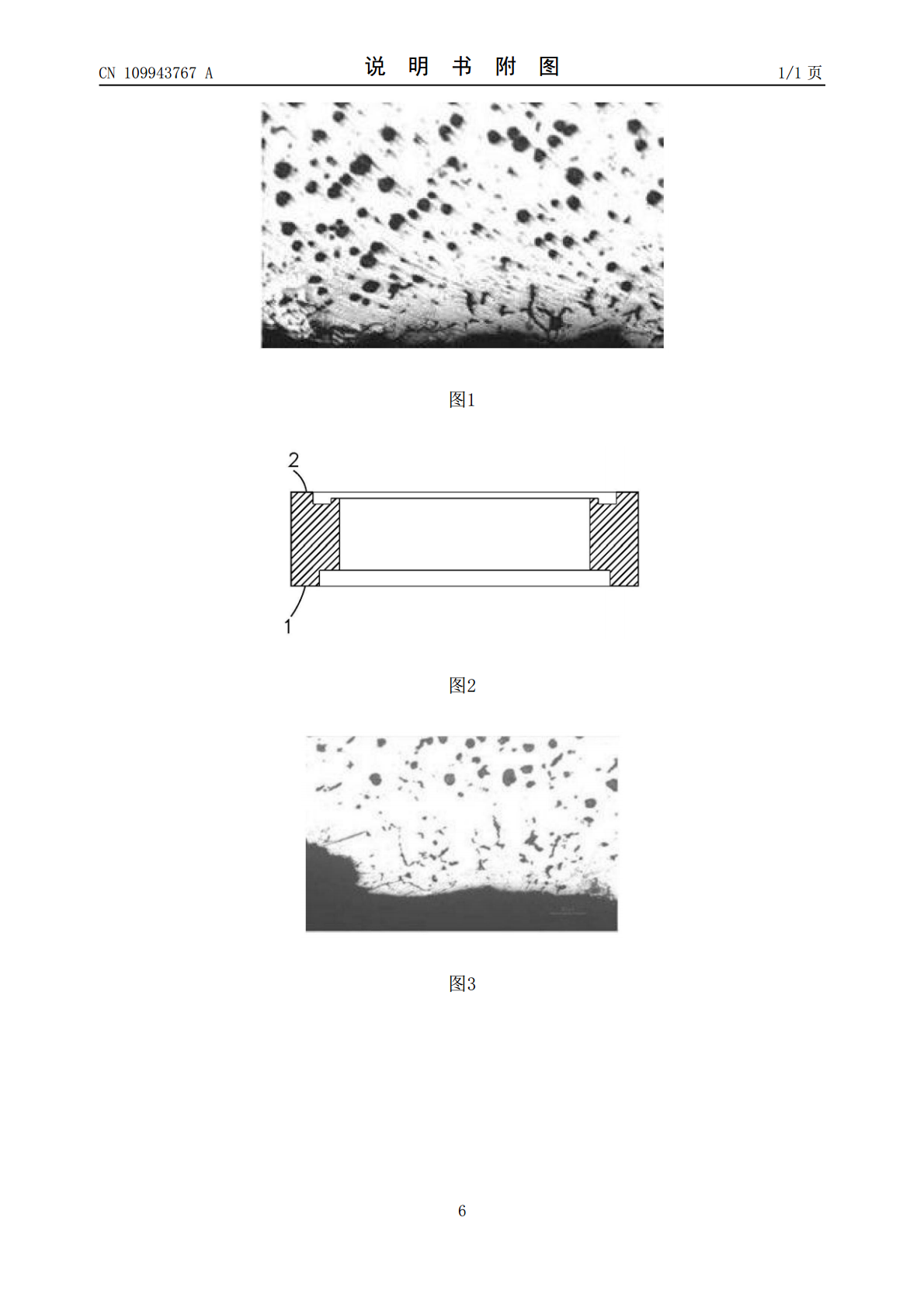
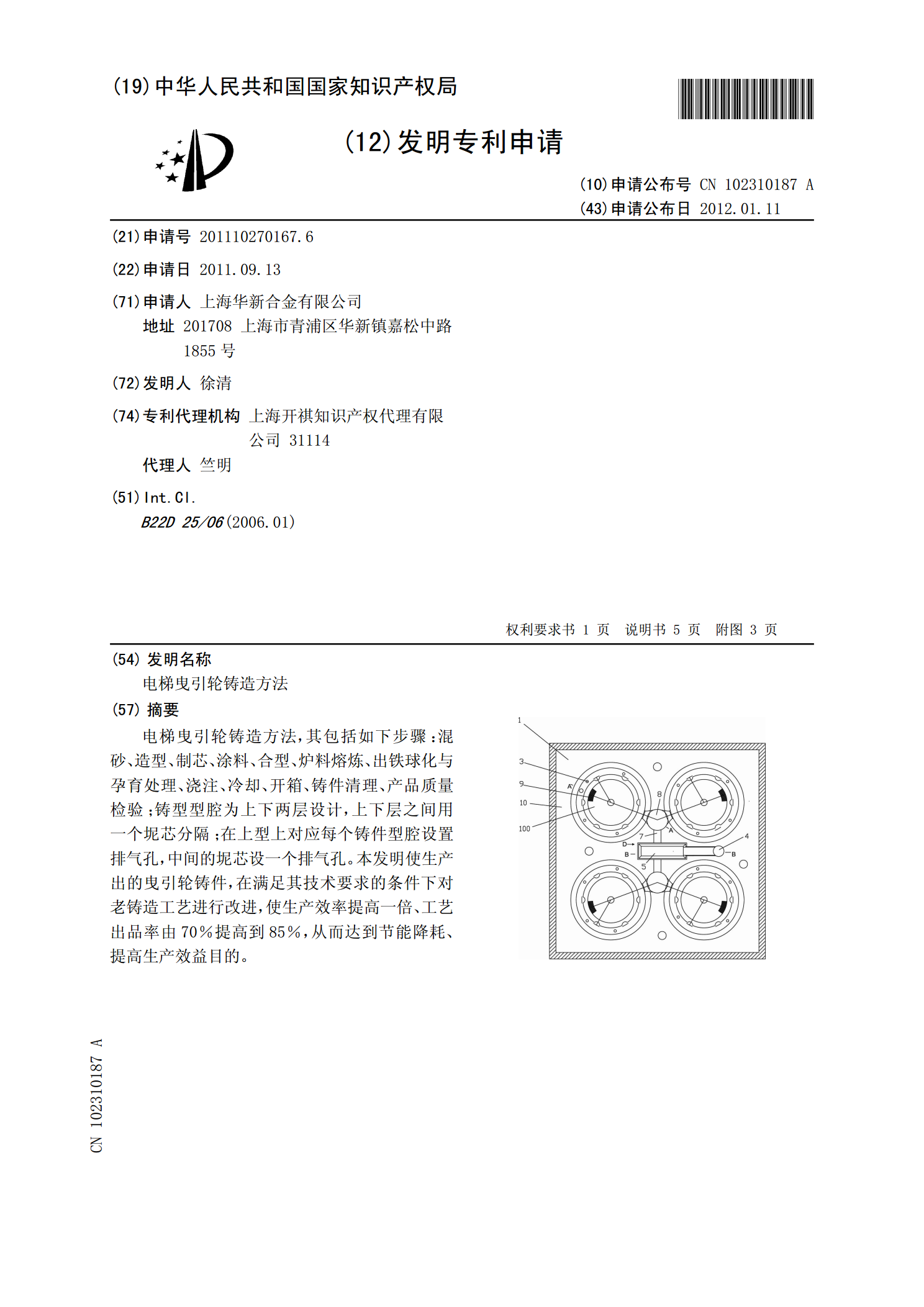
本发明公开了一种电梯曳引轮铸造工艺,包括以下步骤,a、将QT700‑2型球墨铸铁熔炼成铁水,温度1480‑1520℃,得A品,b、按质量百分比计算,在A品中添加0.9%‑1.1%的孕育剂和1%的球化剂,得B品,c、在铸造模下箱的型腔上涂刷防渗硫涂料,将铸造模上箱和铸造模下箱合模,得C品,d、将B品浇注进C品中,浇注温度1350‑1370℃,得D品,e、D品冷却后,打开,得到电梯曳引轮成品。本发明铸造的电梯曳引轮具有不良率较低的优点。
电梯曳引轮铸造方法.pdf
电梯曳引轮铸造方法,其包括如下步骤:混砂、造型、制芯、涂料、合型、炉料熔炼、出铁球化与孕育处理、浇注、冷却、开箱、铸件清理、产品质量检验;铸型型腔为上下两层设计,上下层之间用一个坭芯分隔;在上型上对应每个铸件型腔设置排气孔,中间的坭芯设一个排气孔。本发明使生产出的曳引轮铸件,在满足其技术要求的条件下对老铸造工艺进行改进,使生产效率提高一倍、工艺出品率由70%提高到85%,从而达到节能降耗、提高生产效益目的。
电梯曳引带和配合该曳引带的电梯曳引轮.pdf
本发明公开了一种电梯曳引带和配合和该电梯曳引带的电梯曳引轮,其中,曳引带包括丝网层和包裹层,丝网层为由若干根纬线和经线组成的密网,纬线和经线的两端分别设置有防止经线和纬线脱出的防脱凸起,丝网层和防脱凸起上覆盖有包裹层,包裹层的沿其长度方向的两侧边缘分别向下突出从而形成导向凸起。曳引轮包括曳引轮本体,曳引轮本体的表面形成环形带槽,环形带槽的两侧分别向下凹陷形成与导向凸起相匹配的导引槽,导引槽的底部向下凹槽形成下开口。本发明中的曳引带具有导向凸起,在电梯曳引轮上设置有与导向凸起相匹配的导引槽,如此可以在曳引带
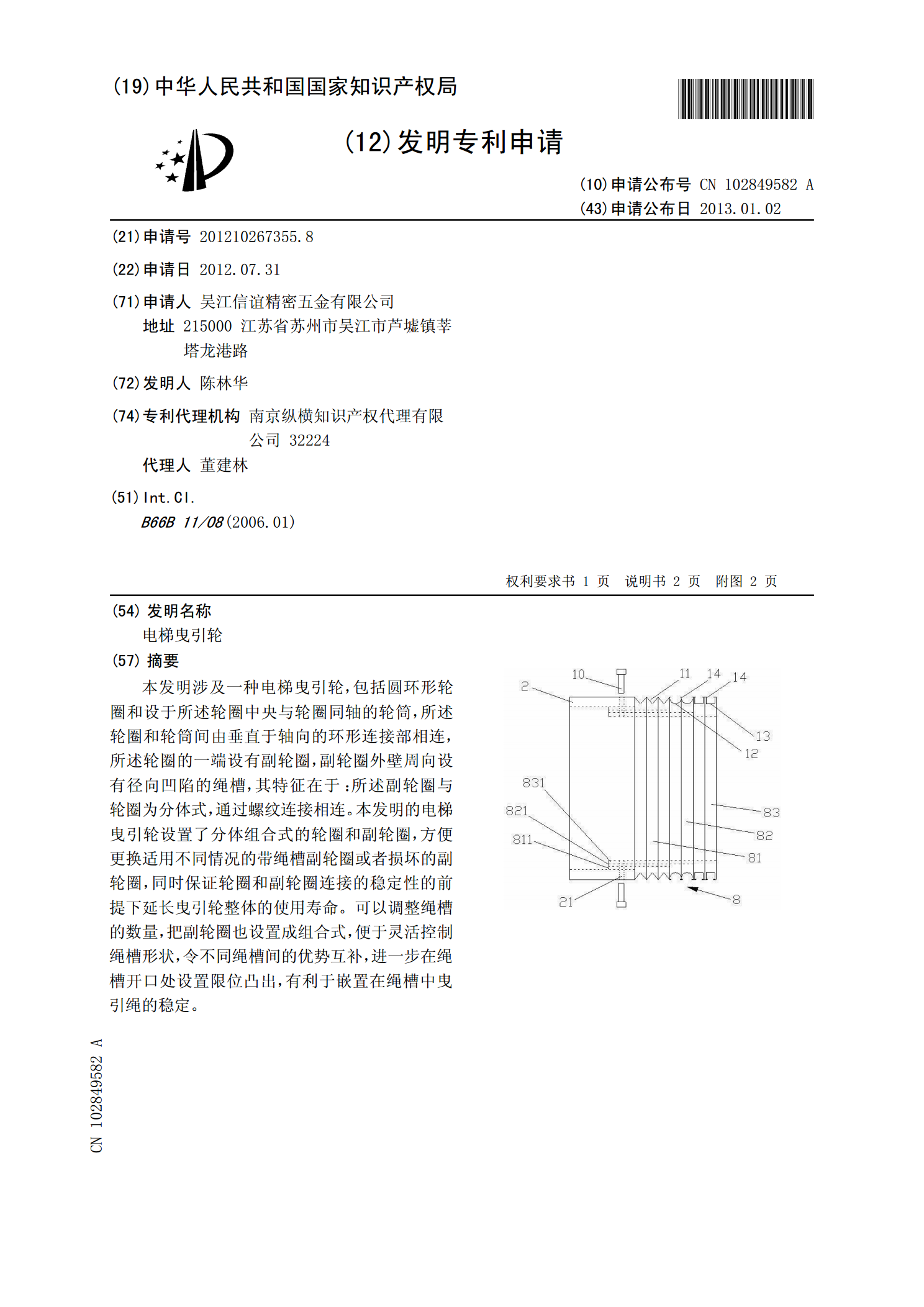
电梯曳引轮.pdf
本发明涉及一种电梯曳引轮,包括圆环形轮圈和设于所述轮圈中央与轮圈同轴的轮筒,所述轮圈和轮筒间由垂直于轴向的环形连接部相连,所述轮圈的一端设有副轮圈,副轮圈外壁周向设有径向凹陷的绳槽,其特征在于:所述副轮圈与轮圈为分体式,通过螺纹连接相连。本发明的电梯曳引轮设置了分体组合式的轮圈和副轮圈,方便更换适用不同情况的带绳槽副轮圈或者损坏的副轮圈,同时保证轮圈和副轮圈连接的稳定性的前提下延长曳引轮整体的使用寿命。可以调整绳槽的数量,把副轮圈也设置成组合式,便于灵活控制绳槽形状,令不同绳槽间的优势互补,进一步在绳槽开
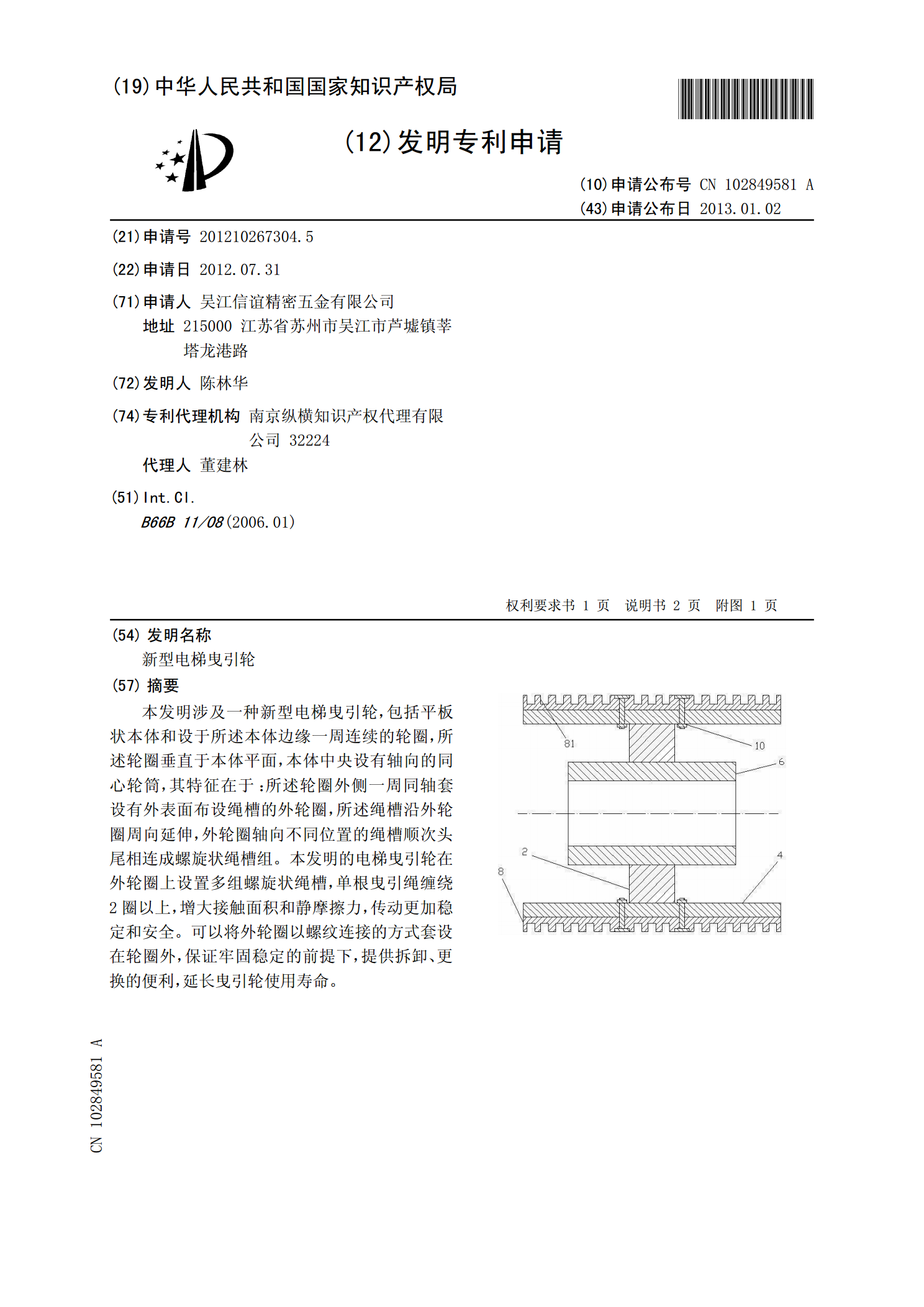
新型电梯曳引轮.pdf
本发明涉及一种新型电梯曳引轮,包括平板状本体和设于所述本体边缘一周连续的轮圈,所述轮圈垂直于本体平面,本体中央设有轴向的同心轮筒,其特征在于:所述轮圈外侧一周同轴套设有外表面布设绳槽的外轮圈,所述绳槽沿外轮圈周向延伸,外轮圈轴向不同位置的绳槽顺次头尾相连成螺旋状绳槽组。本发明的电梯曳引轮在外轮圈上设置多组螺旋状绳槽,单根曳引绳缠绕2圈以上,增大接触面积和静摩擦力,传动更加稳定和安全。可以将外轮圈以螺纹连接的方式套设在轮圈外,保证牢固稳定的前提下,提供拆卸、更换的便利,延长曳引轮使用寿命。